
影响氢回收膜分离系统运行效果的因素及优化
2017-08-31 12:56葛志跃
肥料与健康 2017年3期
葛志跃
(河南龙宇煤化工有限公司 河南永城 476600)
影响氢回收膜分离系统运行效果的因素及优化
葛志跃
(河南龙宇煤化工有限公司 河南永城 476600)
结合500 kt/a甲醇合成装置氢回收膜分离系统的实际运行情况,分析运行过程中出现膜分离系统运行效果差的原因。通过采取相应的有效措施,降低了进入氢回收膜分离系统的甲醇合成弛放气中的甲醇含量并去除了杂质;同时针对膜丝存在老化现象,隔离效率低的膜分离器,以增大膜分离器内外侧的压差,提高了现有膜分离器的运行效率。
氢回收;甲醇合成弛放气;膜分离
0 前言
河南龙宇煤化工有限公司(以下简称龙宇公司)500 kt/a甲醇装置中的甲醇合成弛放气经预处理后进入氢回收膜分离系统的膜分离器,依靠中空纤维膜内外两侧的分压差作为推动力,通过溶解、扩散、渗透、解析等步骤在中空纤维膜内侧形成富氢气流(渗透气),渗透气送回合成气压缩机作为生产甲醇的原料,尾气则送至燃烧系统。在8年多的运行过程中,对氢回收膜分离系统进行了一系列的改造,取得了显著的效果,从而确保了甲醇装置的高负荷安全稳定运行。
1 弛放气中甲醇及杂质对膜分离系统运行效果的影响及优化
龙宇公司甲醇分离器出口弛放气中甲醇体积分数设计值为0.34%,为压力7.6 MPa、温度40 ℃下的理论值。在实际运行过程中,由于夏季循环水温度高,循环气温度高达45 ℃,致使弛放气中甲醇体积分数平均为0.59%,最高时达0.85%;此外,由于丝网层内件故障,曾出现高循环气量下将部分丝网除沫器吹翻的现象,导致循环气中甲醇体积分数在1.20%以上。
预处理后气体中的甲醇及其他杂质含量是影响氢回收膜分离系统运行效果的主要因素。龙宇公司第1套氢回收膜分离系统采用A公司提供的技术,正常处理气量为16 500 m3/h(标态),最大处理能力为20 000 m3/h(标态)。该膜分离系统由5组中空纤维膜分离器组成,采用并联形式连接,预处理时无水洗装置,仅有1台加热器将入膜气加热至60~80 ℃后送入膜分离器。该氢回收膜分离系统于2008年5月投入使用,2011年5月因膜分离效率过低、渗透气中氮气含量高而提前更换停用,经检测发现膜丝严重老化,中空纤维管内存在石蜡等固体杂质而堵塞微孔。
针对第1套氢回收膜分离系统在运行中存在的问题,采取了一系列优化措施来降低膜分离器入膜气中的甲醇及其他杂质含量[1]。
(1)在甲醇分离器内原丝网除沫器的基础上增设了叶片式分离器,使循环气中甲醇体积分数平均值由改造前的0.59%降至0.39%,有效降低了弛放气中的甲醇含量[2]。
(2)第2套氢回收膜分离系统用B公司的普里森膜分离技术,预处理增设了弛放气水洗及气液分离过程,弛放气经水洗塔处理后甲醇体积分数降至2 000×10-6以下,同时其他有机杂质也得到有效脱除。该膜分离系统由11组中空纤维膜分离器组成,采用4- 4- 3并联加串联的模式运行,但运行过程中有1组中空纤维膜分离器外壳存在故障而未投用,实际运行状况为4- 4- 2并联加串联的模式。第2套氢回收膜分离系统工艺流程如图1所示。

图1 第2套氢回收膜分离系统工艺流程
2 操作压力对膜分离系统运行效果的影响及优化[3]
(1)第2套氢回收膜分离系统投用初期,甲醇合成催化剂已经进入使用后期,系统操作压力(即弛放气压力)控制得偏高。为了避免系统超压,系统存在一定放空量,循环气中氮气含量控制得稍低,膜分离器两侧压差控制得较高(在设计值4.2 MPa以内),氢回收膜分离系统运行效果较好,氢回收率控制在78.3%(表1)。
由表1可知,渗透气中氢气体积分数提高约26.5%,非渗透气中氮气体积分数提高20.2%,此时入膜气压力平均为6.90 MPa,渗透气压力平均为3.15 MPa,膜分离器内外侧压差平均为3.75 MPa,入膜气量控制在25 000 m3/h(标态)以内。

表1 甲醇合成催化剂使用后期氢回收膜分离系统工艺参数
注:1)2011年6月至2012年5月平均值
(2)2012年6月更换甲醇合成催化剂后,由于催化剂活性好,甲醇合成弛放气压力控制得偏低,同时系统氮气含量控制得较高,膜分离器内外侧压差控制得相对偏低,氢回收膜分离系统氢回收率控制在76.1%(表2)。
由表2可知,渗透气中氢气体积分数提高了4.7%,非渗透气中氮气体积分数提高9.5%,此时入膜气压力平均为4.7 MPa,渗透气压力平均为3.1 MPa,膜分离器内外侧压差平均为1.6 MPa,入膜气量控制在<20 000 m3/h(标态)。
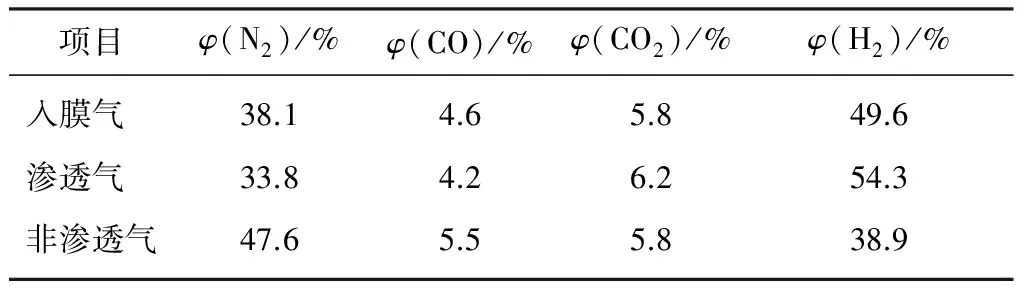
表2 更换甲醇合成催化剂后氢回收膜分离系统工艺参数
注:1)2012年6月至2015年2月平均值
(3)2015年3月,随着甲醇合成催化剂运行至中后期,受合成系统压力有所上升影响,入膜气压力平均为5.3 MPa。入膜气压力有所提升,对应的渗透气量随之增加,为确保氢回收膜分离系统不超负荷运行,控制渗透气出口总阀开度,使渗透气量下降,入膜气量控制在23 000 m3/h(标态)以内,此时氢回收率控制在76.6%(表3)。
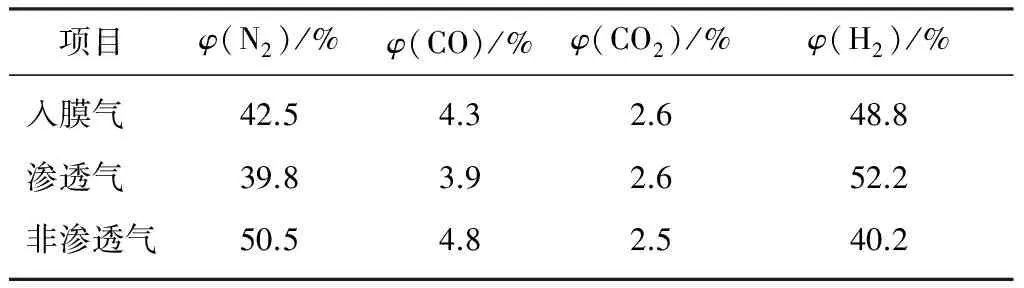
表3 甲醇合成催化剂运行中后期氢回收膜分离系统工艺参数
注:1)2015年3月平均值
由表3可知:由于受到前系统以及氢回收装置自身运行的影响,系统氮气含量较前期有所增加;渗透气中氢气体积分数提高3.4%,非渗透气中氮气体积分数提高7.5%;此时入膜气压力平均为5.3 MPa,渗透气出口总阀截流以控制氢回收负荷,渗透气压力平均为4.0 MPa,膜分离器内外侧的压差平均为1.3 MPa,入膜气量控制在<23 000 m3/h(标态)。
(4)随着氢回收膜分离系统运行时间的延长及开停车的影响,第2套膜分离系统运行至近4年后,出现1#~4#膜分离器分离效果降低的现象。2015年4月,决定停用1#~4#膜分离器,但为了防止在紧急停车等工况下出现反压,微开1#~4#膜分离器渗透气出口阀,同时全开渗透气出口总阀,以提高膜分离器内外侧的压差,此时氢回收率控制在70.0%(表4)。
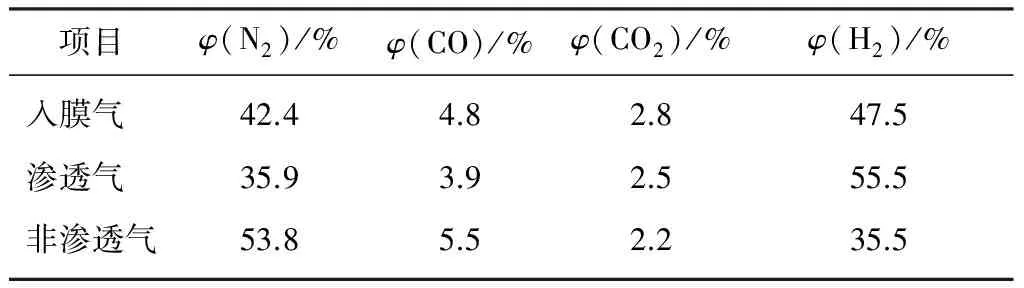
表4 调整之后的氢回收膜分离系统工艺参数
注:1)2015年4月平均值
由表4可知,渗透气中氢气体积分数提高8.0%,非渗透气中氮气体积分数提高11.4%。调整之后,入膜气压力平均为6.0 MPa,渗透气压力平均为3.2 MPa,膜分离器内外侧的压差平均为2.8 MPa,入膜气量控制在<25 000 m3/h(标态)。
3 结语
根据第2套氢回收膜分离系统实际运行情况,采取有效措施降低了入膜气中的甲醇含量并去除杂质,同时针对膜丝存在老化现象而隔离分离效率低的膜分离器,增大了膜分离器内外侧的压差,提高了现有膜分离器的运行效率,基本能满足生产要求。
[1] 宋维端,肖任坚,房鼎业.甲醇工学[M].北京:化学工业出版社,1991.
[2] 张子锋,张凡军.甲醇生产技术[M].北京:化学工业出版社,2008.
[3] 胡兵.探讨普里森装置氢回收量低的原因及对策[J].大氮肥,2002(1):58- 59.
版权声明
为适应我国信息化建设,扩大本刊及作者知识信息交流渠道,本刊已被国内外文献索引、文摘和全文数据库收录,其作者文章著作权使用费与本刊稿酬一次性给付。如作者不同意文章被收录,请在来稿时向本刊声明,本刊将做适当处理。
《化肥工业》编辑部
FactorsInfluencingOperationEffectofMembraneSeparationSystemforHydrogenRecoveryandOptimization
GE Zhiyue
(Henan Longyu Coal Chemical Co., Ltd., Yongcheng 476600, China)
In connection with actual operation conditions of membrane separation system for hydrogen recovery of 500 kt/a methanol synthesis unit, an analysis is made of the causes of poor running effect in operation of membrane separation system. By taking relevant effective measures, the content of methanol in purge gas from methanol synthesis entering membrane separation system for hydrogen recovery is reduced, and impurities are removed; at the same time, in connection with aging phenomenon of membrane fiber, by isolating low effective membrane separator, the pressure difference between inside and outside the membrane separator is increased, and operation effect of existing membrane separator is improved.
hydrogen recovery; purge gas from methanol synthesis; membrane separation
葛志跃(1986—),男,工程师,从事甲醇、二甲醚生产技术管理工作;270968421@qq.com
TQ051.8+93
:B
:1006- 7779(2017)03- 0063- 03
2016- 02- 26)
猜你喜欢
工业加热(2021年4期)2021-05-12
湖南电力(2021年1期)2021-04-13
新传奇(2020年40期)2020-10-23
意林·全彩Color(2019年8期)2019-11-13
中国特种设备安全(2019年7期)2019-09-10
建材发展导向(2019年5期)2019-09-09
小天使·五年级语数英综合(2019年6期)2019-06-27
中国海洋平台(2019年1期)2019-05-25
天然产物研究与开发(2018年9期)2018-10-08
天然产物研究与开发(2018年5期)2018-06-13
