
熔丝TIG焊与MIG/TIG焊工艺对比
2017-09-01 07:24张兴品刘爱国王宝堂
沈阳理工大学学报 2017年4期
张兴品,刘爱国,王宝堂
(沈阳理工大学 材料科学与工程学院,沈阳 110159)
熔丝TIG焊与MIG/TIG焊工艺对比
张兴品,刘爱国,王宝堂
(沈阳理工大学 材料科学与工程学院,沈阳 110159)
为了证实熔丝TIG焊工艺的优越性,进行了熔丝TIG焊、MIG焊以及TIG焊三种方法合适工艺下的焊接生产效率、焊接过程中的飞溅率以及焊缝组织的对比。实验结果表明:熔丝TIG焊的焊接速度可以达到210mm/min,焊接效率远高于TIG焊;MIG焊的飞溅量随着焊道长度的增加而增大,而熔丝TIG焊的飞溅量随焊道的增加变化不明显,MIG焊飞溅率达到2.984%,而熔丝TIG焊仅有0.057%,熔丝TIG焊的焊接过程的稳定性远高于MIG焊。合适工艺下熔丝TIG焊的焊缝组织较MIG焊的细小。因此,熔丝TIG焊是一种稳定高效高质量的焊接新方法。
熔丝TIG焊;焊接效率;飞溅率
钨极氩弧(TIG)焊是非熔化极电弧焊的方法之一,它具有保护效果好、焊缝金属干净、焊缝成形好、焊接过程稳定等优点,可以实现高质量的焊接,但是焊接生产效率低。熔化极惰性气体保护(MIG)焊是熔化极电弧焊的方法之一,虽然具有焊接生产率高等优点,但是焊接过程会出现飞溅,电弧燃烧不稳定的现象[1]。对于当前制造业来讲,质量和效率是至关重要的。作为制造业必不可缺的焊接来说,传统的TIG焊和MIG焊已经不能满足人们的需求。因此,焊接方面为了满足企业的需求,追求高质量高效率的产品,一直在不断地探索和创新。为了进一步提高MIG/TIG焊的焊接质量和效率,研究工作者在传统焊接方法的基础上开发许多新的焊接方法,例如:热丝TIG焊[2]、TOPTIG焊[3]、活性焊剂钨极氩弧焊(A-TIG)[4]、MIG-TIG[5-7]、窄间隙热丝TIG焊[8-10]复合焊等。这些方法虽然相对传统的MIG和TIG 焊接方法有了进一步改善,但是仍然不能满足企业的需求。例如:热丝TIG焊的方法由于采用焊丝的电阻热加热焊丝,比较适合于电阻率大的材料,虽然焊丝进入熔池之前被加热,但是在填入熔池之前焊丝仍然没有熔化,焊丝要以熔滴的形式进入熔池,还需吸收电弧热。尽管热丝TIG相对于单一TIG的生产效率是提高了,但是仍然没有达到人们的要求。
本文提出熔丝TIG焊的焊接方法,通过与MIG焊、TIG焊进行生产效率、飞溅率以及焊缝组织的对比研究,证实熔丝TIG焊是一种稳定高效高质量的焊接方法。
1 焊接材料、设备及方法
1.1 焊接材料
钢板选用Q235,试件尺寸200mm×100mm×4mm,焊丝选用直径为1.2mm的ER50-6,气体选用纯氩气。
1.2 焊接设备
熔丝TIG焊的设备为:焊接电源为逆变式Pulse MIG焊机,一把TIG焊枪,一把MIG焊枪,一台稳定变阻箱和一个实验平台。
MIG焊设备为:焊接电源为MIG焊机,一把MIG焊枪和一个实验平台。
TIG焊设备为:逆变式WSP-400 氩弧焊机,一把焊枪和一个试验平台。
1.3 焊接方法
熔丝TIG焊(MWTIG),其连接原理如图1所示。通过对逆变式Pulse MIG焊机外部接电端子的改装,在MIG焊机的正极接电端子处并联一个电极,使工件和焊丝同时接在MIG焊机的正极,而钨极焊枪接在MIG焊机的负极。
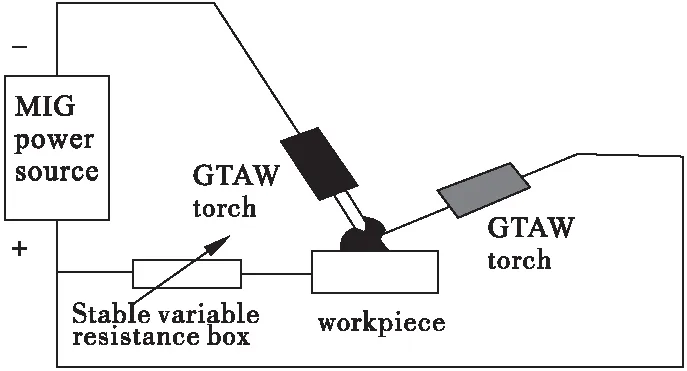
图1 熔丝TIG焊焊接系统连接原理
由于MIG焊机是平特性电源,电压稳定不变,在焊接过程中,弧柱阻抗稍微变动,焊接过程中总的电流就会发生很大变化。为了使焊接过程中焊接电流保持不变并且通过焊丝一侧的电流较大,在工件一侧的电路中加入一个稳定变阻箱,增加稳定变阻箱的阻抗,就相当于增大整个电路和工件一侧的阻抗,当焊接电压恒定时,焊接电流受弧长变化影响较小;由于MIG焊机没有高频引弧装置,钨极不能击穿空气与工件和焊丝产生短路起弧,开始起弧时可能会出现起弧不稳定现象。为了保证起弧稳定,实验选用碳棒让钨极与母材产生短路,先实现短路起弧,然后钨极与焊丝起弧。钨极与母材依靠碳棒产生短路起弧是依据TIG焊中的高频引弧,使钨极击穿空气与母材产生短路起弧,整个起弧过程就会稳定。
2 实验结果与分析
2.1 熔丝TIG 焊与MIG、TIG焊合适工艺对比
由于焊接速度和焊接功率是决定焊接生产效率的因素之一,焊接速度较低并且焊接功率大,焊接生产效率就低。因此,本文利用能够使相同的两块钢板的对接焊得到完全焊透并且成形美观的焊缝的焊接功率和焊接速度进行三种方法的生产效率的对比。
2.1.1 熔丝TIG焊对接焊合适工艺
在用堆焊的方法研究影响熔丝TIG焊焊接过程稳定性及焊缝成形的焊接工艺参数的基础上,确定部分焊接工艺参数:焊机设定电流为150A,电压为20V,钨极离工件的距离为6~8mm,两焊枪同时通气。
本实验利用熔丝TIG对接焊的不同速度来探究焊缝的成形。当焊接速度比较慢时,单位时间熔敷到工件间隙的单位面积上的焊丝熔滴量较多,工件受到的热输入比较大,焊缝成形不好,焊缝背面会产生严重下榻,并且焊缝热影响区较大。随着焊接速度的增大,工件受到的热输入较小,焊缝的正面和背面成形趋于美观;当焊接速度小于一定数值时,母材受到的热输入只能使其发生局部熔化。因此,熔丝TIG对接焊的焊接速度选取210mm/min,焊缝成形如图2所示。
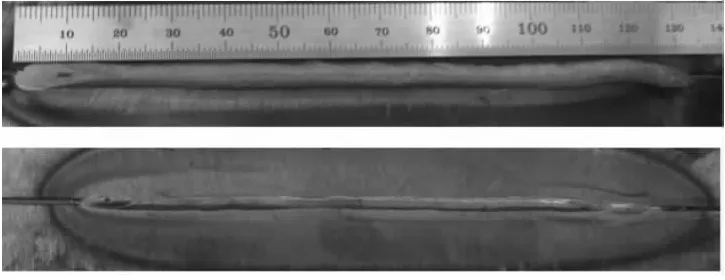
图2 熔丝TIG对接焊
2.1.2 MIG对接焊合适工艺
MIG焊选用与熔丝TIG焊相同的焊机,当MIG焊选用焊接电流为150A,焊接电压为20V,焊接速度为210mm/min时,焊缝正面铺展不好,并且背面出现未焊透现象,焊缝成形不美观。由于焊接电压影响熔宽,因此,采取增加焊接电压的措施,使焊缝成形美观,当焊接电压增加到22.4V,钢板被完全焊透,焊缝正反面成形都美观。因此,MIG对接焊的焊接工艺参数为:焊接电流150A,焊接电压22.4V,焊接速度为210mm/min。焊缝成形如图3所示。

图3 MIG对接焊
2.1.3 TIG对接焊合适工艺
由于TIG焊机是陡降性焊接电源,焊接过程中焊接电流保持不变,并且焊接电压随焊接电流的变化而变化。由于TIG焊的焊丝不接电极,焊丝的熔化完全靠钨极与工件之间的产生的电弧热。当焊接电流太小时,焊丝不能融化;随着焊接电流的增加,焊丝先以大滴状的形式滴落;当焊接电流足够大时,焊丝会以射流的形式滴落。因此,焊接电流选择170A。当焊接速度为150mm/min时,焊件未焊透。为了使钢板完全被焊透,降低焊接速度,当焊接速度降低到120mm/min,钢板完全被焊透,并且焊缝成形美观,见图4。

图4 TIG对接焊
综上所述,对三种焊接方法进行合适工艺下的效率对比,如表1所示。

表1 三种方法的适合工艺下的效率对比
从表1可以看出:合适工艺下熔丝TIG的效率比MIG略低,但远高于TIG焊,可以得出熔丝TIG焊是一种高效的焊接方法。
2.2 熔丝TIG焊与MIG/TIG焊合适工艺的飞溅量对比
焊接过程中的飞溅量标志着焊接过程的稳定性,因此,本文进行MIG焊、TIG焊以及MWTIG焊合适工艺下的飞溅量对比试验。
为了使飞溅量有明显的对比,MIG焊、TIG焊以及熔丝TIG焊分别进行焊道长100mm和160mm的试验,并进行飞溅量的测量[11],并计算出飞溅率。为了使实验数据准确,MIG焊、TIG焊以及熔丝TIG焊的每种焊道长度分别进行三组试验,试样#1、#2、#3为焊道长100mm,试样#4、#5、#6为焊道长160mm。使用上海浦春计量仪器有限公司生产的型号为JY502的电子天平称量钢板和焊丝焊前焊后的质量,电子天平的最大量程为500g,最小刻度(d)值为0.01g,检定分度值(e)为0.1g,准确度等级为Ⅲ级。
用在钢板上熔敷焊丝的方法进行测量焊前与焊后的钢板和焊丝的质量。由于所使用的电子天平的最大量程为500g,焊丝只能截取一段称量后重新缠在空焊丝盘上,在焊接前,分别测出焊前每块钢板的质量(m板前)和焊丝盘上焊丝的质量(m丝前)。MIG焊、TIG焊以及熔丝TIG焊先进行焊道长度为100mm的焊接实验,焊接试验后,把焊丝从焊丝盘上取下,称量剩余焊丝的质量(m丝后),并且称量焊后钢板的质量(m板后),由公式
m板差=m板后-m板前
(1)
m丝差=m丝前-m丝后
(2)
m飞溅量=m丝差-m板差
(3)

(4)

(5)
可以计算出MIG焊、TIG焊和熔丝TIG焊的不同长度焊道的平均飞溅量以及飞溅率。其中:公式(1)为焊后钢板的增加量;公式(2)为焊后焊丝的减少量;公式(3)中的m飞溅量为每一次焊接过程中的飞溅量;公式(4)为相同长度焊道的平均飞溅量;公式(5)为飞溅率的计算公式。焊道长度为160mm的飞溅量的测量与飞溅率的计算亦如此。表2、表3和表4分别为熔丝TIG焊、MIG焊以及TIG焊的飞溅率数值表。

表2 熔丝TIG焊飞溅率

表3 MIG焊飞溅率

表4 TIG焊飞溅率
由表2可以看出,熔丝TIG焊的长100mm和160mm的焊道,其平均飞溅量没有太大差别,并且平均飞溅量分别为0.013g和0.017g(相当于长度为1.5mm,直径为1.2mm的ER50-6焊丝的质量),平均飞溅率分别为0.071%和0.057%。由表3可以看出,MIG焊焊道长160mm的飞溅量大于焊道长100mm的飞溅量,焊道长为100mm的平均飞溅量为0.517g(相当于长度为60mm,直径为1.2mm的ER50-6焊丝的质量),其平均飞溅率为2.811%;焊道长为160mm的平均飞溅量为0.880g(相当于长度为102mm,直径为1.2mm的ER50-6焊丝的质量),平均飞溅率为2.984%。由表4可以看出,TIG焊的焊接过程很稳定,没有飞溅。由表2 、表3、表4 对比可知,相同长度的焊道,MIG焊飞溅率远大于熔丝TIG焊和TIG焊的飞溅率,而熔丝TIG焊的飞溅率接近于TIG焊的飞溅率,结果说明:焊接过程中熔丝TIG焊的稳定性几乎可以达到TIG焊的稳定性。
综上所述,合适工艺下的熔丝TIG焊的焊接过程的稳定性远高于MIG焊的稳定性,接近于TIG焊的稳定性。
2.3 熔丝TIG焊与MIG/TIG焊合适工艺的焊缝区组织对比
图5 为SEM相同倍数下的MIG焊、TIG焊和熔丝TIG焊焊缝组织的对比,图5a为MIG焊;图5b为熔丝TIG焊;图5c为TIG焊。焊缝以母材为基底进行形核,以柱状晶的形式沿散热方向进行长大。由图5可以看出,SEM相同倍数下的MIG焊的焊缝柱状晶组织较TIG焊和熔丝TIG焊组织粗大,熔丝TIG焊与TIG焊的焊缝柱状晶组织比较细小。
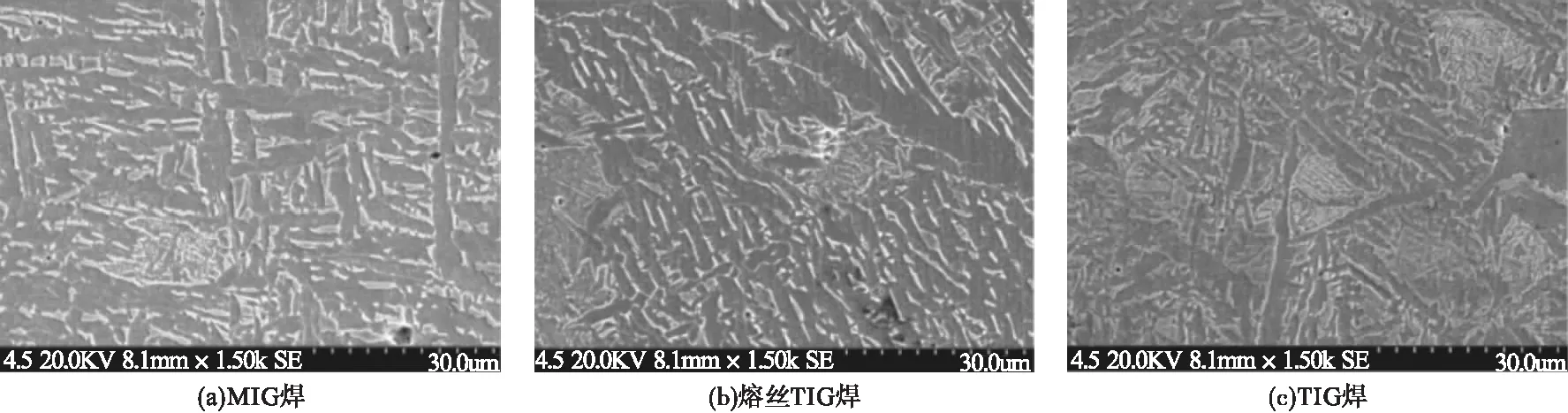
图5 SEM相同倍数下三种方法的焊缝组织的对比
TIG焊的焊丝熔化热全部来自于钨极与工件之间产生的电弧热,所以焊缝的热量较小,冷却快,焊缝组织较细小;而MIG焊的焊丝与钢板产生的电弧热全部用于熔化焊丝和钢板,则全部的热量输入给焊缝,并且 MIG电弧焊熔池高温停留时间较长,所以组织较粗大[12]。而熔丝TIG焊中,在工件和钨极之间建立电弧用于工件的焊接,在焊丝和钨极之间建立电弧用于焊丝的熔化,其焊缝受到的热量相对于MIG焊较小,并且散热快,组织较细小。
3 结论
(1)熔丝TIG焊与MIG/TIG焊合适工艺下的效率对比可知:相对于TIG焊而言,熔丝TIG焊是一种高效的焊接方法,接近于MIG焊的效率。
(2)由熔丝TIG焊、MIG焊以及TIG焊的飞溅量的对比可知:对于长度相同的焊道,熔丝TIG的飞溅量很小,远低于MIG焊的飞溅量,接近于TIG焊的稳定性。因此,熔丝TIG焊能够实现稳定,无飞溅的焊接,是一种高质量的焊接方法。
(3)熔丝TIG焊、MIG焊以及TIG焊的焊缝组织的对比可知:SEM相同倍数下的熔丝TIG焊与TIG焊焊缝组织比较细小,MIG焊的焊缝组织比较粗大。
[1]韩国明.焊接工艺理论与技术[M].北京:机械工业出版社,2007:153-155,195-196.
[2]陈裕川.热丝TIG焊技术的新发展(一) [J].现代焊接,2008,66(6):9-14.
[3]T Opderbecke,S Guiheux,张世龙,等.用于焊接机器人的TOPTIG工艺[J].电焊机,2006,36(3):11-15.
[4]Gurevich S M,Zamokov V N,N A Kushirenko.Improving the Penetration of Titanium Alloys When They are Welded by Tungsten Are Process[J].Automatic Welding,1965,18(9):1- 5.
[5]Shuhei Kanemaru,Tomoaki Sasaki,Toyoyaki Sato,et al.Study for TIG-MIG Hybrid Welding Process [J].Weld World,2014,58(1):11-18.
[6]Shuhei Kanemaru,Tomoaki Sasaki,Toyoyaki Sato,et al.Study for the mechanism of TIG-MIG hybrid welding process[J].Weld World,2015,59(2):261-268.
[7]杨涛,张生虎,高洪明,等.TIG-MIG复合焊电弧特性机理分析[J].焊接学报,2012,33(7):25-28.
[8]张良峰,杨公升,许威,等.窄间隙热丝TIG焊技术经济特性分析与发展现状[J].石油工程建设,2011,37(2):42-44.
[9]刘自军,潘乾刚.窄间隙脉冲热丝TIG焊在集箱环缝焊接中的应用[J].东方电气评论,2007,21(3):35-40.
[10]许晓东,李世涛.热丝TIG全位置自动焊厚壁管道窄间隙坡口的设计[J].金属铸造焊技术,2009,38(13):167-168.
[11]王燕,乐欢欢,付健科,等.CO2气体保护焊焊接飞溅收集方案比较研究[J].三峡大学学报:自然科学版,2007,29(4):299-332.
[12]唐舵,王春明,田曼,等.SUS301L-HT不锈钢激光焊接与MIG 焊接对比试验研究[J].中国激光,2015,42(7):0703003-1-0703003-8.
(责任编辑:马金发)
TheComparisonoftheMoltenWireTIGandMIG/TIGWeldingProcess
ZHANG Xingpin,LIU Aiguo,WANG Baotang
(Shenyang Ligong University,Shenyang 110159,China)
In order to confirm the superiority of the molten wire TIG welding process,the welding efficiency and the spatter lose rate were compared,and microstructures were also compared with the molten wire TIG welding process,MIG and TIG welding process.The results showed the molten wire TIG welding welding speed could reach 210 mm/min,the welding efficiency was much higher than TIG welding;MIG welding spatter quantity increased with the increasing of welding bead length,and the molten wire TIG welding spatter quantity indistinctively changed with the increasing of the welding bead length.MIG welding spatter rate was 2.984%,and the molten wire TIG welding was only 0.057%,the stability of the molten wire TIG welding was much higher than MIG welding.In suitable process,microstructure of the molten wire TIG welding was tinier MIG welding.So the molten wire TIG was a new high efficient,stable and high quality welding method.Keywordsthe molten wire TIG welding;the welding efficiency;the spatter lose rate
2016-08-26
张兴品(1990—),女,硕士研究生;通讯作者:刘爱国(1969—),男,教授,博士,研究方向:堆焊、热喷涂。
1003-1251(2017)04-0044-05
TG422
A
猜你喜欢
图学学报(2022年2期)2022-05-09
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年1期)2016-02-27
电子与封装(2015年12期)2015-10-29
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
汽车零部件(2014年5期)2014-11-11
