基于西门子PLC的液体混合系统设计
2017-09-06 09:45李国勇
科学与财富 2017年24期
李国勇
摘 要:在当前传统的机械搅拌过程中还存在很多的不足,为更好的进行搅拌,通过PLC系统对其进行混合。通过硬件和软件的使用,进一步满足工业生产的需要。
关键词:西门子;PLC;液体混合;控制系统
1.前言
本文主要就西门子PLC的液体混合控制系统的设计及相关的使用进行分析,就出现的问题进行阐述。
2.概述
本液体混合控制系统运用的是以S7-200PLC为主控制器的
控制系统,替代传统的控制系统,如由单片机、继电器等构成的控制系统。该混合控制系统采用的结构是模块化结构,结构清晰便于维护。例如,在混合容器中将两种液体按一定比例混合,电动机搅拌后,将混合均匀的液体输出容器,并形成循环状态。本设计以S7-200PLC控制器为液体混合控制中心,从控制系统的软硬件组成到系统的设计过程(包括液体混合装置的方案设计、控制系统装置设计、要求设计、梯形图设计、外部连接通信等),对其中的设计及制作过程做简明的介绍和概述。设计采用西门子公司的S7系列去实现设计要求。
3.液体混合装置的方案设计
3.1液体混合控制系统的设计要求
某液体控制系统装置示意图如图1所示。
3.2可编程控制器及其基本结构
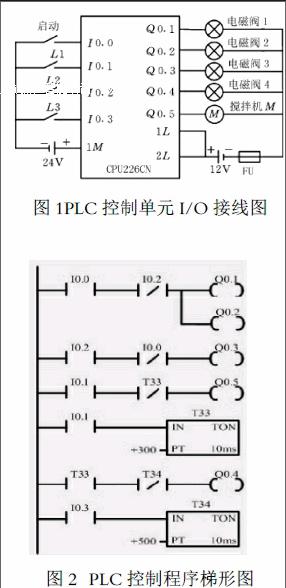
本设计采用的控制器是西门子S7-200型可编程控制器,采用双CPU构成冗余系统,控制示意图如图2所示。本设计采用西门子公司S7-200系列CPU224XP的PLC为主控制器。在实验室台上的PC机里安装一款由西门子公司提供的STEP7MicroWinV4.0SP6编程软件作为人机界面,编写程序、调试程序、下载程序等。PC机与PLC实验机用一根PC/PPI电缆连接进行通信,并对相应的参数进行设置。用RS-485总线将PC机与PLC实验机进行连接。
4.液体混合控制系统PLC的软件设计及程序设计
STEP7MicroWinV4.0SP6编程软件是专门为PLC编程设计的一款软件,其程序是通过梯形图来实现。梯形图是在继电器与接触器逻辑控制基础上演变而来的,其中的继电器实质上是变量存储器中的位触发器,若位触发器为“1”态,表示该继电器线圈通电,其动合触点闭合,动断触点打开,反之为“O态”。液位传感器(英文名称Liquidlevelsensor)是一种检测装置,在本设计中将检测到混合装置中的液位信息,按一定规律变换成为电信号传送给PC机,进而在PC机上能够将信息做相应的处理、存储、显示、记录和控制。液位传感器在液体混合控制系统中起着重要的作用。该控制系统的工作过程如下所示:H、I、L为3个液位传感器,液体淹没时接通。进液阀Q0.0、Q0.1分别控制A液体和B液体进液,出液阀Q0.2控制混合液体出液。
4.1初始状态:当装置投入运行时,进液阀Q0.0、Q0.1关闭,出液阀Q0.2打开10秒将容器中的残存液体放空后关闭。
4.2起動操作:按下起动按钮SB1,液体混合控制系统工作顺序如下所示:①打开进液阀Q0.0,A液体流入容器,液位上升。②液位上升到I处时,进液阀Q0.0关闭,A液体停止流入,同时打开进液阀Q0.1,B液体开始流入容器。③液位上升到H处,进液阀Q0.1关闭,B液体停止流入,此时搅拌电动机开始工作。④混合液体搅拌。⑤当搅拌电机搅拌均匀后停止搅拌,放液阀Q0.2打开,开始放液,液位开始下降。⑥液位下降到L处时,开始计时且装置继续放液,将容器放空,计时满10秒后将放液阀Q0.2关闭,自动开始下一个循环。
4.3停止操作:工作循环完成后再停止。工作中,若按下停止按钮SB2,装置不会立即停止,而是完成当前工作。
5.硬件设计
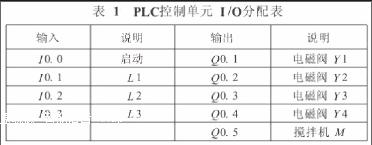
基于本系统的工作原理,选用西门子公司S7-200CPU226CN型PLC为主控制器。S7-200PLC是德国西门子公司研制的一种新型可编程控制器,可应用于各种自动化系统。它结构紧凑,成本低廉,工作可靠,功能指令强大,存储容量大,编程方便,抗干扰能力强,成为各种小型控制任务理想的解决方案。本系统采用EM235模拟量输入输出模块,可接收检测机构输入的0V~5V直流信号,并可通过编程输出执行机构所需要的0V~5V标准信号。利用西门子S7-200可编程序控制器编写一个控制程序即可满足本系统的要求。S7-200CPU226CN型PLC支持多种通信协议,包括PPI点到点协议(Point-to-Point),MPI多点协议 (Multi-Point),Profibus协议。PPI协议是一个主/从协议,通过令牌环网实现。网络使用RS485标准双绞线,PPI电缆用于连接PC机的232接口和PLC的485接口。当数据从RS232传送到RS485时,PC/PPI电缆是发送模式;当数据从RS485传送到RS232时,PC/PPI电缆是接收模式。液位传感器的信号通过电缆传送到PLC中。人机界面采用西门子公司提供的STEP7MicroWinV4.0PLC编程软件,进行程序的组态、编译、上传、调试和运行。
其中PLC控制单元的输入输出分配表如表1所示,PLC和各个测量控制点的分配表和接线图如图1所示。
5.软件设计
控制程序设计在西门子公司提供的STEP7MicroWniV4.0PLC编程软件下进行厂已是S7-200系列的PLC的编程软件,可以对S7-200的所有功能进行编程。该软件在WINDOWS'下台上运行,其基本功能是协助用户完成应用软件任务。例如创建用户程序、修改和编辑过程中编辑器具有简单语法检查功能,还可以自接用软件设置PLC的工作方式、参数和运行监控。本程序采用了在PLC编程中常用的梯形图进行编译、调试和修改,并采用模块化、结构化的程序设计方法Czl。具体控制程序如下,其他程序略。
6.结束语
综上所述,在当前社会发展的过程中,要不断运用先进的技术,提升液体混合的效果。
参考文献:
[1]吴中俊,黄永红.可编程序控制器原理及应用[M].北京:机械工业出版社, 2004.endprint
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
能源(2017年7期)2018-01-19
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28