
SCMn2B蓬罩的热处理试制生产
2017-09-07 08:10王晓燕周星云
大型铸锻件 2017年5期
王晓燕 周星云
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
SCMn2B蓬罩的热处理试制生产
王晓燕 周星云
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
根据SCMn2B蓬罩试块试验结果,摸索出SCMn2B蓬罩合理的热处理工艺为870℃淬火+水冷以及500℃回火+空冷。利用该工艺进行试制生产,产品满足技术要求。
SCMn2B蓬罩;热处理工艺;试制
SCMn2B蓬罩是日本某公司委托我公司进行热处理试制生产的,该产品壁薄且零件截面厚度相差大,易出现裂纹,要求硬度高且均匀性好,综合技术指标高于日本标准。鉴于该材料产品在国内属首次生产且难度较大,我公司特成立项目组进行技术攻关。
1 零件材料、规格及技术要求
1.1 材料及规格
材料为SCMn2B,执行日本标准JISG5111,其材料成分见表1。零件为铸后毛坯状态,轮廓呈锥筒形,最大外径1.8 m,单重5350 kg。

表1 SCMn2B材料化学成分(质量分数,%)
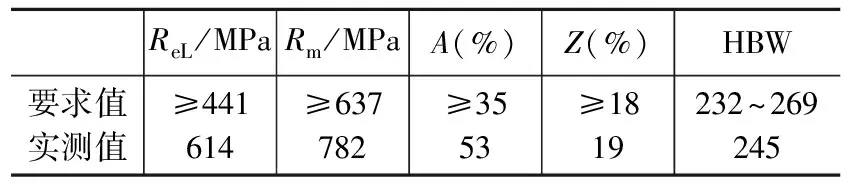
表2 试块性能结果
1.2 技术指标及其它要求
力学性能指标高于日本标准,具体见表2。表面无裂纹等缺陷。
1.3 取样要求
预检硬度合格后,从零件上随机切取1个本体试块进行拉伸试验。
2 工艺制定
2.1 试块试验
由于零件力学性能要求较高,硬度要求值高于日本标准要求,国内没有该材质产品的相关热处理生产经验,因此计划先对100 mm×100 mm×160 mm试块进行工艺试验,通过检测结果摸索出合适的工艺参数,从而确定合理的调质工艺,确保热处理生产一次性合格。经查阅资料,结合相关工艺标准,初步制定试块热处理调质工艺为:870℃淬火+水冷,520℃回火+空冷。试块按照该工艺进行试验后,力学性能检测结果见表2,各项性能值均达到了技术要求。
2.2 确定热处理工艺
试块试验结果证明初步制定的工艺能够满足其性能要求,但由于试块小,有效截面尺寸为100 mm,而蓬罩本身截面厚度相差大,最厚处达400 mm,本体淬火效果不及试块,所以SCMn2B蓬罩的回火温度应该适当降低。结合蓬罩本体的结构特征和生产现场的实际情况,参照热处理工艺标准,SCMn2B蓬罩的热处理工艺按图1所示曲线执行。
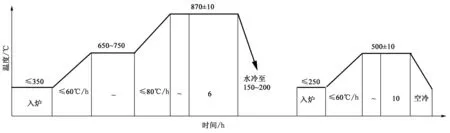
图1 热处理工艺曲线
3 试制生产
本次调质生产1件蓬罩试制件,我公司热处理后经日方公司检验合格后投入批量生产。由于是国内首次生产,缺少该材料零件的技术和生产经验,我公司高度重视,整个生产过程要求相关部门全程监控,主要质量控制要点和措施如下:
(1)采用平托盘摆件,蓬罩大端面朝下,与托盘之间用垫圈或垫块均匀垫平垫稳,装炉时将托盘放置在垫铁之上,靠近烧嘴部位的垫铁用耐火纤维盖住,防止垫铁局部高温影响零件。保证工件离烧嘴的距离在300 mm以上,避免零件受烧嘴热集中影响而使局部温度过高。为准确控制零件温度及其到温保温时间,进电炉前在蓬罩本体上压临时热电偶,生产中以临时热电偶到温开始计算保温时间。
(2)点炉后严格按工艺要求控制升温速度,监控人员与操作者要定时查看炉内温度场及烧嘴火焰大小,发现温差时要及时调整偏差,确保炉膛各区温度及本体温度均匀,避免速度太快和温度不均使零件产生变形。
(3)为保证淬火冷却效果,淬火前提前开启淬火用水槽的循环系统及加热系统,并确保水温在40℃左右。淬火时采用吊链吊具吊托盘淬火,起吊平稳,淬火操作迅速,严格控制零件出炉至进水槽的时间。为提高蓬罩的淬火效果,同时为避免其因截面厚度相差大而产生裂纹,在蓬罩进入水槽后至出水槽前始终保持缓慢串动状态。淬火时对水温进行实时监测,并对出水的蓬罩进行温度检测,严格控制本体温度在150~200℃之间。淬火后及时装炉回火,严格按工艺执行,确保回火温度均匀,保温时间充分,空冷时严禁有过堂风。
(4)零件热处理结束后及时进行交检。本体硬度预检合格后从零件上随机切取1个本体试块,委托做拉伸试验,其检验结果见表3。
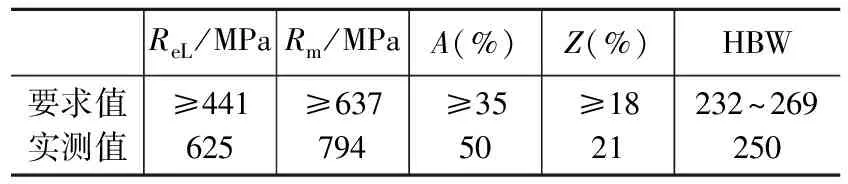
表3 检验结果
4 结论
SCMn2B蓬罩热处理试制生产后,蓬罩表面未出现裂纹,硬度均匀,满足了客户的硬度要求范围,力学性能指标也合格。这次试制生产成功满足了SCMn2B蓬罩的技术要求,得到了日本公司的认可,为今后SCMn2B蓬罩在国内进行热处理工序做了充足的技术准备。
编辑 杜青泉
Preproduction of Heat Treatment for SCMn2B Hood
Wang Xiaoyan,Zhou Xingyun
According to the test result of test block of SCMn2B hood, the reasonable heat treatment process is worked out as quenching at 870℃, water cooling, tempering at 500℃ and air cooling. The preproduction of SCMn2B hood by this process satisfies the technical requirements of customers.
SCMn2B hood, heat treatment process, preproduction
2017—01—21
王晓燕(1983—),女,硕士,工程师,从事热处理工艺研究与设计工作。
TG156
B
猜你喜欢
科学技术创新(2022年1期)2022-02-19
政工学刊(2021年12期)2021-12-22
无损检测(2021年10期)2021-12-13
哈哈画报(2021年10期)2021-02-28
科学技术创新(2021年3期)2021-01-22
铸造设备与工艺(2019年2期)2019-07-25
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造业自动化(2017年2期)2017-03-20
汽车与新动力(2014年5期)2014-02-27
