
西门子S7-1200PLC在铜、镍电镀自动生产线中应用
2017-09-07 06:37洪云飞
电子设计工程 2017年17期
洪云飞
(西安航空职业技术学院 电子工程学院,陕西 西安710089)
西门子S7-1200PLC在铜、镍电镀自动生产线中应用
洪云飞
(西安航空职业技术学院 电子工程学院,陕西 西安710089)
针对某电镀厂高腐蚀性、自动化程度低、维修不方便性等特点以及产品业务对铜、镍电镀工艺的要求,文中设计了以西门子触摸屏和S7-1200系列PLC为硬件核心的控制系统,开发设计了铜、镍自动化电镀相关界面,实现了对电镀生产线的系统控制。应用结果表明:该系统具有实时动态显示和操作功能,能够实现电镀工艺流程再现,并能实现对现场设备的远程操作控制,提高了电镀生产线的自动化程度,生产效率,减轻了劳动强度。
电镀;S7-1200;PLC;触摸屏
电镀行业是国民经济中不可缺少的环节,涉及机械制造、石油化工等轻工业领域[1]、国防、生活领域。通过电镀,可以达到工件防腐、美观、延长寿命、外观装饰等效果。对于一条工业电镀生产线而言,往往具有工位多、生产复杂、化学污染和腐蚀性强等特点。伴随社会的发展,自动化技术、计算机技术等日新月异,传统的电镀方法已不能满足社会的需要,电镀生产线[2]的自动化程度已经成为必须。电镀自动线是按一定的电镀工艺过程要求,将有关镀槽、镀件提升运转装置、电气控制装置、电源设备、过滤设备、检测仪器、加热与冷却装置、滚筒驱动装置、空气搅拌设备及线上污染控制设施等组合为一体的总称。与手工操作的电镀生产线相比,可以大幅度提高产量,稳定产品质量,降低劳动强度,提高劳动生产率,简化生产管理,缩小占地面积,改善车间环境,减少有害气体,减轻工人的劳动强度,维修方便,有着非常好的经济效益和社会效益。本论文阐述的就是利用PLC和组态软件实现某厂中铜、镍电镀生产线的自动控制。
1 铜镍电镀工艺简介
某电镀厂业务产品主要集中在铜镍[3]方面,需要经过5个过程,即分别通过电解去油槽、水洗槽、酸洗槽、水洗槽和电镀槽。电镀生产线设计,如表1所示。
2 系统功能分析和控制系统设计
2.1 系统的功能分析
通过对电镀厂工艺要求,系统功能分析如下:
1)操作控制:主要对系统中4#~9#镍槽进行温控,对#11清洁剂槽进行温控,对#14微蚀槽实施温控,对#21~26铜槽温控;
2)整流机控制,提供各电镀槽的电流、电压监视,以及控制方式选择;
3)泵的控制:4#~9#镍槽过滤泵,#11清洁剂槽过滤泵,#14微蚀槽过滤泵,#21~26铜槽过滤泵;
4)空气搅拌开关;
5)紧急停止功能,若遇上紧急情况需要即时把设备停下来,操作员可以按控制面板上的急停按钮或拉动安装于走道平台边上的红绳或吊车停止/手动按钮开关来把设备剎停。待处理完紧急事故后,操作员可按固定步骤重新启动设备;
6)暂停及恢复运作若由于任何原因需要暂时把生产程序停下来,操作员可以把设备由自动运行转为手动状态,待事件处理完成后再继续生产程序;
7)系统操作摸式转换;
8)实时进行系统中吊车的工作状态、参数设定、同位槽选定、显示生产线的故障资讯、正在执行中的工艺程序及程序步、各段工艺流程运行时间的显示。

表1 电镀生产工序
2.2 控制系统设计
根据镀锌自动线控制系统[4]的要求和工艺的分析,采用集散控制方法,控制系统框架如图1所示,应用以太网实现远程通信和资源共享,利用功能强大、性能较为优越的西门子S7-1200PLC[5]作为控制核心,触摸屏作为上位机进行监控。
为了使设计清晰,将整个控制系统可分为4个部分,分别为:行车控制系统,电镀温度控制系统,辅助设备控制系统,监控系统。然而监控系统可集中控制其余3个部分,监控系统主要通过人机界面来实现。由于本系统检测及控制用点数较多,需扩展两个以上信号模块,只能采用CPU1214C。其内置一个以太网接口,可方便的下载程序,且支持与上位机连接,为日后连接到管理操作室做好准备。
系统具体硬件配置如表2所示。按照其工艺要求和规模,一般设计由行车的运动来控制。将控制下放到现场完成,实现了现场的实时控制功能并保证了控制的可靠性。
1)温度控制系统
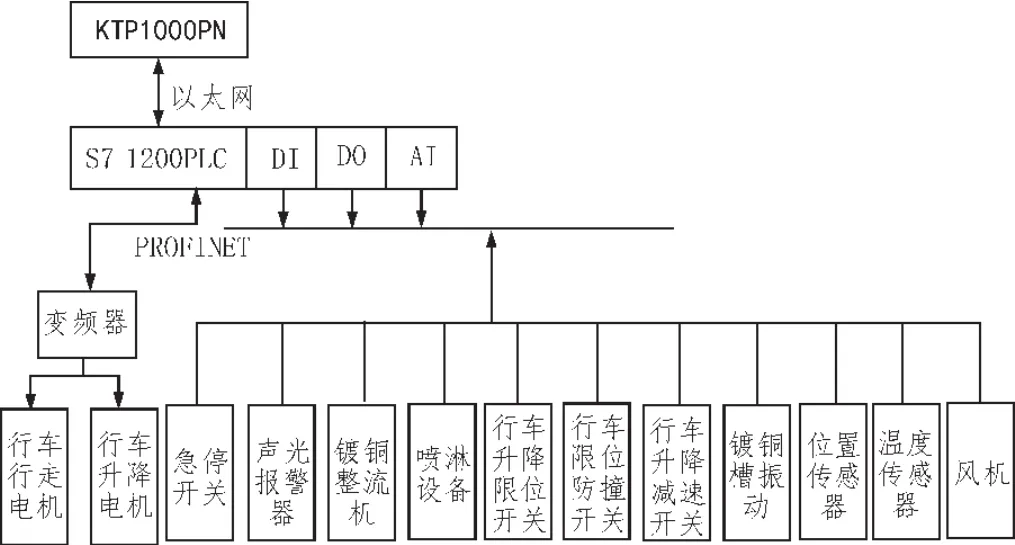
图1 电镀生产线自动控制系统结构

表2 控制系统主要设备配置表
该系统由温控仪、温度传感器、加热管以及继电器组成。当温度传感器所测槽液温度低于温控仪设定温度时,温控仪输出信号,驱动继电器,加热管继续加热;当所测槽液温度高于设定温度时,温控仪停止输出,加热管停止加热。
2)吊车控制系统
在电镀自动线上,吊车的控制系统是电镀的自动控制的核心部分。为了使吊车能准确定位,就需要对吊车的速度进行控制。本系统选用了低噪音、性价比较高的西门子G120型变频器,吊车行走电机的启动、停止和转速主要由PLC通过PROFINET总线向变频器写入相应的控制字来实现,此时需对变频器的P0700和P1000等参数进行设置,其中,命令源选择参数P0700设置为6,频率设定值选择参数P1000设置为6,变频器控制字为47 F,C7F,47E,分别通过QW200和QW204控制两台吊车行走电机的正转、反转和停止,频率数据通过QW202和QW206控制两台吊车行走电机的转速。
3)辅助设备控制系统
在辅助设备控制里,主要包括对喷淋,风机和整流器这些重要辅助设备进行控制。其中喷淋作用是对工件表面进行清洗,以保证工件表面的清洁。当吊车按工艺要求到达水洗槽后水洗完毕,工件被提起时,由PLC控制的电磁阀立即被打开,定时冲洗工件后自动关闭电磁阀。
风机主要起排气的作用,由于镀液会挥发,如弥漫在车间内,对工作人员的身体有害,因此要不断排除有害气体,净化工作环境。
由电镀原理可知,电镀电源必须是直流电源或脉冲电源,故整流器的作用就是把工业用的交流电变为直流,以便在电镀里使用。各类镀槽对电源的要求也不尽相同,电镀时电流、电压应控制在一定的误差范围内。本系统由PLC实现对整流机进行本地控制和远端控制机及其转换,为实际生产带来了便利。由于整流器,风机,喷淋现场控制的不方便,为此使用了触摸屏对其设备的开关进行控制。
4)监控系统
监控系统主要通过人机界面来实现。当启动计算机时,会出现控制软件欢迎界面,点击进入按钮,即进入电镀生产管理画面。通过此人机界面,操作员能够对生产过程做出即时监控及处理。
3 软件开发
系统软件开发包括控制程序和上位系统监控界面开发,其中控制程序编程软件采用STEP7BasicV10.5,上位监控系统选用WinCCflexible2008软件[6]。
3.1 控制程序设计
通过分析系统电镀工艺控制的过程,PLC用户程序[7-9]的开发采用面向过程和模块化[10]的设计思想,用户程序流程如图2所示。系统上电后设置所有设备停止工作和使设备回到原位的控制,同时也调用了手动子程序、故障处理子程序(各槽位温度、水位和槽液浓度的检测,吊车行走和升降超行程检测及报警保护,吊车防撞检测及报警保护,电机过热检测及报警保护,急停检测及报警保护等)、电镀生产自动控制子程序等。电镀生产线的自动工作状态流程图如图3所示。
3.2 上位机系统界面
根据本系统生产过程的工艺流程、工艺参数和监控要求,选用了西门子触摸屏[11]KTP1000PN,设计开发了上位机系统界面[12-13],如图4所示,主要包括:系统首页、主菜单画面、槽位监控画面、吊车监控界面、同槽位监控画面、料号设定界面、故障界面、运行参数设置画面等。
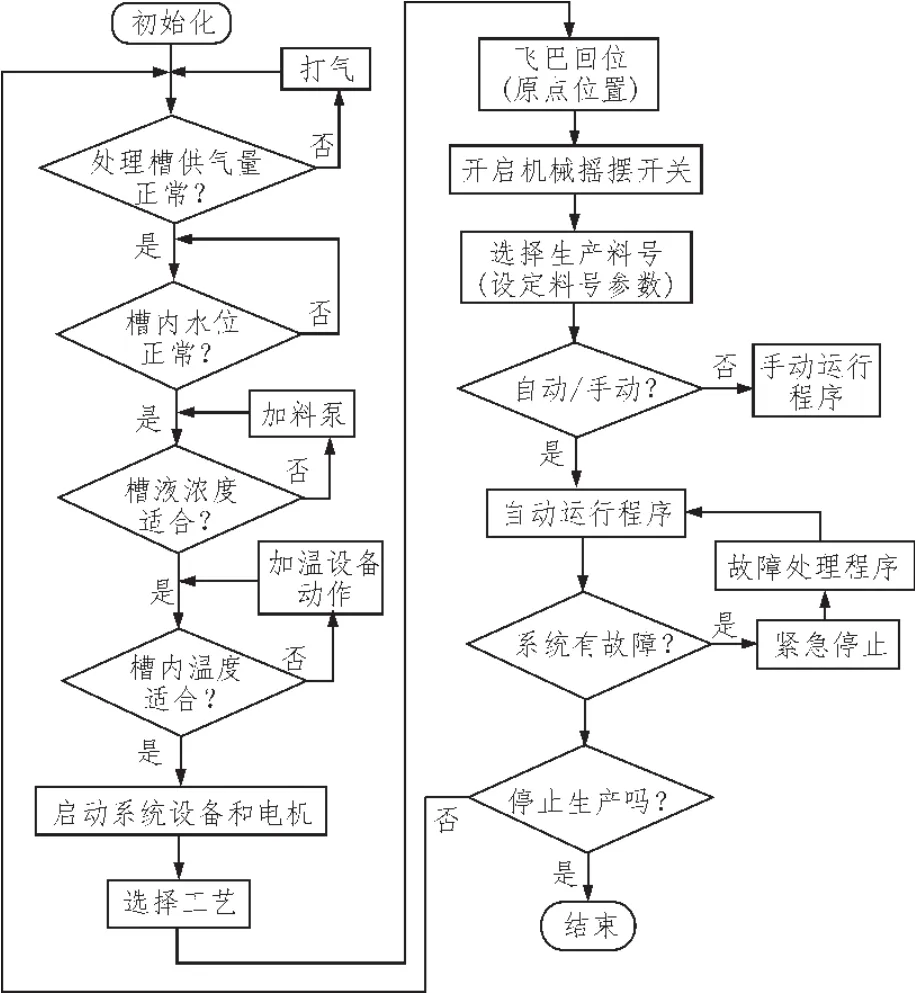
图2 电镀生产控制流程图
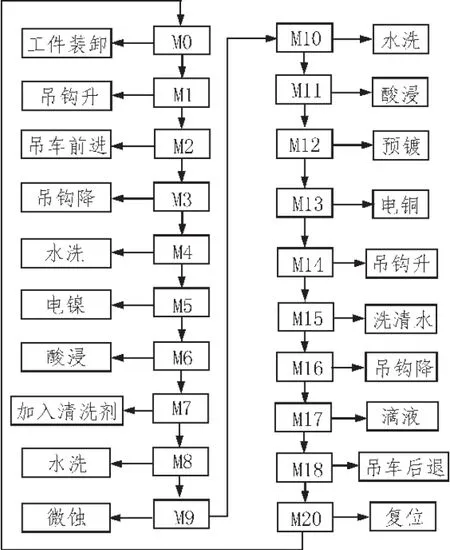
图3 电镀生产线的自动工作状态流程图

图4 监控系统结构图
1)主菜单画面
当设备的主电源开启后,显示屏便会即时启动并执行自我检查程序。如果一切正常,屏幕上便会出现如图的主画面。本画面主要显示所有监控项目的菜单,屏幕画面显示如图5所示:用手触摸所要监控项目的菜单选项,人机显示画面会切换到相应画面,用手触摸跳页按钮,人机显示画面会切换到主画面或吊车动作画面。
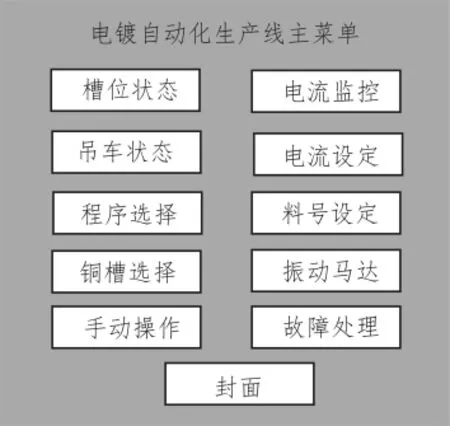
图5 电镀自动化生产线主界面
2)吊车监控界面
吊车是电镀生产线上的关键设备,电镀生产线上通常通过吊车来回传递工件,为了及时掌握吊车状况,系统开发了吊车监控界面,如图6所示,吊车的自动控制通过PLC与生产线上各感应装置配合实现,吊车的测试主要通过吊车旁的手动按钮或界面中的手动操作按钮实现。

图6 吊车监控界面
3)流程选择界面
为了显示流程选择状况,提供流程相关信息,系统开发了流程选择界面,如图7所示,按画面指示操作即可实现工艺程序的更改。
4)故障界面
生产线故障代码及对应故障资讯对于生产过程具有指导性意义,为了及时了解生产线设备的故障情况,及时、准确、顺利地解决这些故障,系统开发了故障界面,如图8所示。由于显示屏的限制不可能将整个故障资讯都显示在同一画面上,因此生产线上的主要故障资讯的资料分别置于15个画面内,利用设置于画面左、右下角的跳页按钮,操作员可以来回于各个画面之间,并获得所需要的故障资讯。

图7 流程选择界面
4 S7-1200PLC与触摸屏的通讯
S7-1200PLC与触摸屏通信采用IP协议,通过电缆连接二者的以太网[14]接口。为了实现通信,需要在STEP7 Basic中组态分别从PLC和触摸屏两方面进行通讯组态。具体需要设置子网掩码和IP[15]地址和,其中PLC和触摸屏方面的子网掩码均为为:255.255.255.0,PLC和触摸屏 IP地址分别为:192.168.0.1和 192.168.0.2。
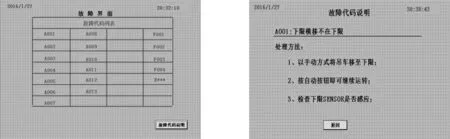
图8 故障界面
5 结束语
以S7-1200PLC为核心的电镀生产线实现了全自动控制,触摸屏显示实现了镀件电镀程序自动化生产过程的全线集中监控,通过对工艺参数、用水、用气、废水排放量、废气排放量等环节加以严格、合理的控制,实现了电镀生产线的清洁生产、节能减排、低碳、环保的目的。该系统自投入使用以来,系统稳定、可靠、安全,电镀生产的效率高,深得用户的好评。
[1]陈永利,任艳艳.基于PLC和触摸屏的电镀生产线控制系统设计[J].制造业自动化,2011,33(24):149-151.
[2]刘仁志.现代电镀手册[M].北京:化学工业出版社,2010.
[3]李东光.150种电镀液配方与制作[M].北京:化学工业出版社,2012.
[4]靳建水,王卫华,赵庆云.基于S7-1200的计量控制系统的实现 [J].化工自动化及仪表,2012,39(8):1094-1096.
[5]李茜.基于S7-1200 PLC的清洗设备控制系统的开发[J].工业仪表与自动化装置,2013,43(5):49-50.
[6]刘文光,张铭铭.PLC和触摸屏软件在电镀控制系统设计调试中的应用[J].济南职业学院学报,2015(01总108):90-91.
[7]廖常初.S7-1200 PLC编程及应用[M].北京:机械工业出版社,2010.
[8]李方园.图解西门子S7 1200 PLC入门到实践[M].北京:机械工业出版社,2011.
[9]黄恭伟,倪受春.S7-1200PLC结构化编程的研究和应用[J].滁州学院学报,2015,17(5):62-64.
[10]陈刚,赵龙,王亚楠.西门子S7-1200在污水处理厂中的应用[J].信息通信,2014,28(12):89-91.
[11]李秀忠,钟造胜.基于S7-1200 PLC的弱磁性铁矿石磁选机控制系统设计 [J].自动化技术与应用,2015,34(7):56-61.
[12]周登科.基于S7-1200的冷轧带钢真空清洁装置控制系统[J].智慧工厂,2016,2(3):55-58.
[13]王保权.西门子S7-1200在染色棉烘干联合机上的应用[J].纺织机械,2013(2):53-55.
[14]戚磊,韩喆.S7-1200以太网通信的真空造浪测控系统设计与实现[J].工业仪表与自动化装置,2016(3):31-34.
[15]单宝明,赵文强.基于S7-1200的电动机附加损耗测试系统设计[J]甘肃科学学报,2016,28(3):35-39.
Application of the cleaning equipment control system based on the S7-1200 PLC
HONG Yun-fei
(College of Electronic Engineering,Xi'an Aeronautical Polytechnic Institute,Xi'an 710089,China)
According to a electroplating factory's the present situation of high corrosion resistance,low degree of automation,maintenance convenience,etc,and product business demand for copper,nickel plating process,this paper,taking Siemens touch screen&S7-1200 series PLC as the core of control system hardware,has designed some relevant interface of copper,nickel plating,realized with electroplating production line control system.Application results show that the system has some functions of real-time dynamic display and operation function,can realize electroplating process,and can realize remote operation control of field devices,improves the automation degree of electroplating production line and the production efficiency,reduces the labor intensity.
electroplating;S7-1200;PLC;touching screen
TN081
A
1674-6236(2017)17-0152-05
2016-08-16稿件编号:201608117
洪云飞(1982—),男,湖北天门人,硕士研究生,讲师。研究方向:多媒体信息处理与通信技术。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
装备制造技术(2019年12期)2019-12-25
知识就是力量(2018年7期)2018-07-11
石油化工建设(2017年5期)2018-01-26
幼儿画刊(2017年1期)2017-03-20
电镀与环保(2016年3期)2017-01-20
学苑创造·A版(2016年9期)2016-10-10
电镀与环保(2015年6期)2015-03-11
河南科技(2014年12期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
