
如何防止和减少电镀过程中的磕碰
2017-09-08 01:37李飞张涛张国范李云秦宇
电镀与涂饰 2017年15期
李飞*,张涛,张国范,李云,秦宇
(淮海工业集团有限公司,山西 长治 046012)
如何防止和减少电镀过程中的磕碰
李飞*,张涛,张国范,李云,秦宇
(淮海工业集团有限公司,山西 长治 046012)
对镀前准备、入槽、电镀、镀后处理(包括吹干、下挂、检验、装箱)等过程中容易造成工件磕碰变形的错误行为进行了详细分析,描述了正确的操作方法,并以漫画的形式统统呈现出来。
电镀;操作方法;行为动作;磕碰;变形
近几年来,笔者所在公司检验人员在检验成品时,经常发现工件有磕碰、划伤现象。这些磕碰、划伤是工件原本就有的,还是在电镀过程中形成的,成了客户和电镀部门产生纠纷的焦点。若检验时能够及时发现还算亡羊补牢,为时不晚,但若将这些问题件装配成品,麻烦可就大了。因此,笔者想借此文,将在工件防磕碰方面做的一些工作总结以漫画的形式展现出来,与同行们共勉。
1 镀前准备
1.1 验收工件(图1)
在接收客户或机械加工单位送来的工件时,首先要进行验收。库管人员除了把数目清点准确外,还要对工件的外观进行仔细的检查。若发现工件本身存在诸如磕碰、划伤、压坑这些通过电镀无法掩饰的缺陷,库管人员要及时与客户或上道单位沟通,避免电镀完毕后再次送交客户时出现不必要的纠纷。
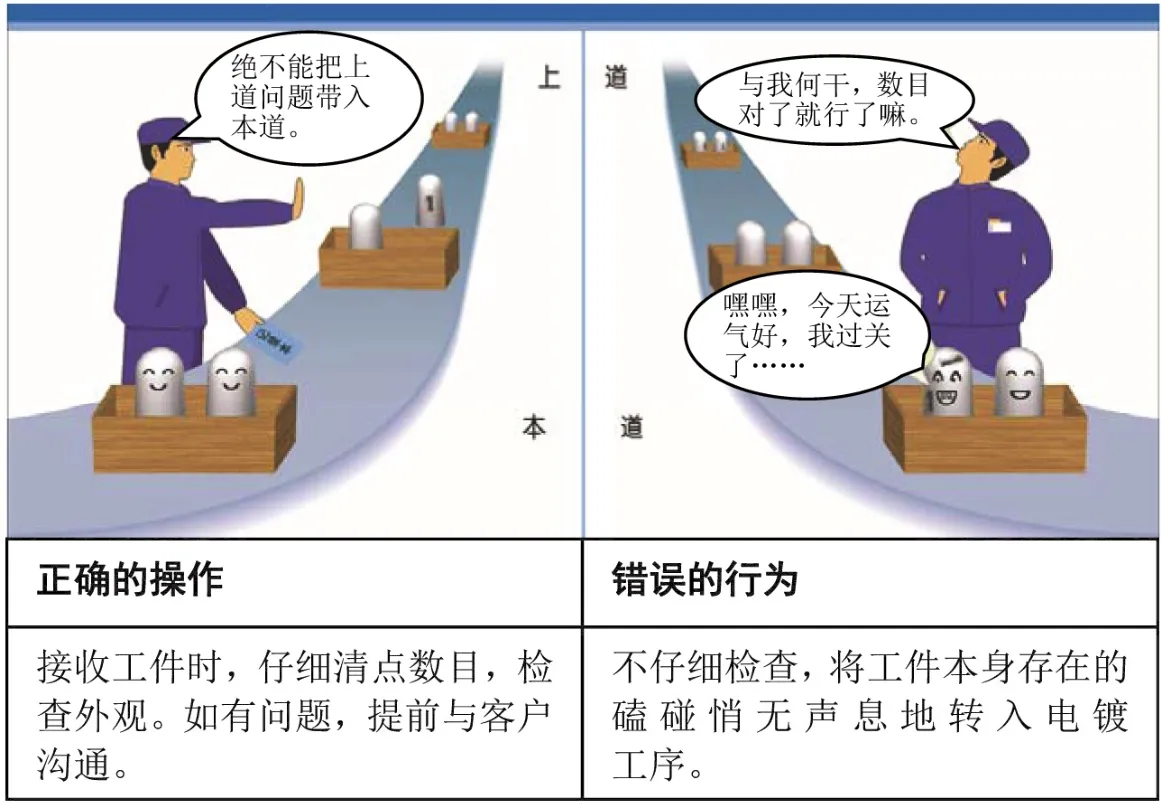
图1 验收工件Figure 1 Acceptance check of parts
1.2 消化作业指导书(图2)
针对特殊工件(客户有特殊要求、所属产品有性能需要),工艺人员会事先编制专用作业指导书,在作业指导书中会对工件采用的挂具、工件装夹部位及装夹方法进行详细说明,但有些生产一线人员无视作业指导书,认为“电镀很简单,不就是镀镍(或镀锌等),所有工件的操作方法都是一样的嘛”,贪图一时之快,无论什么样的工件,都按照常规工件的方法进行电镀操作,甚至凭自己的喜好来选用自认为既简单又高效的挂具。如此无疑给那些具有特殊要求的工件留下了质量隐患。正确的做法是:生产前,先查阅、消化作业指导书,严格按照作业指导书的要求选用挂具,按要求的方法在指定位置穿挂。

图2 消化作业指导书Figure 2 Understanding of working instructions
1.3 穿挂工件
1.3.1 穿挂较小的薄壁工件(图3)
在生产中经常会遇到一些薄壁、易变形的工件,这些工件无论采用滚镀还是筐镀,都容易贴合,造成贴合面无法正常沉积镀层。因此,通常把这些工件穿成串后再进行电镀。正确的做法是:先将这些工件像穿项链一样,逐一穿在铜丝或铁丝上,将铜丝或铁丝拉直后捆绑于挂具上,这样工件既不会贴合,也不会因相互挤压而产生磕碰、变形。

图3 穿挂薄壁工件Figure 3 Hanging thin-walled parts
1.3.2 穿挂较大的工件(图4)
体积较大的工件只能挂镀,那么穿挂工件就成了必不可少的环节。若穿挂不当,同样会造成工件磕碰。正确的做法是:先放稳挂具,再将工件逐一上挂,拿一件,上挂一件,做到拿得稳、挂得准、动作轻。

图4 穿挂体积较大的工件Figure 4 Hanging large-sized parts
1.3.3 放置穿挂好的工件(图5)
工件穿挂好后,不能立即放入镀槽,要先将穿好的工件集中放在一个位置,待穿好的工件满一个镀槽的数量后再逐一入槽。看似非常简单、在常人眼里看来无所谓的一个动作,倘若不注意,也会造成工件磕碰。正确的操作方法是:穿挂完一挂后,应先将穿挂好的挂具挂在小推车或专用架子上,再穿下一挂。做到穿一挂,悬挂一挂。不能为图一时之快,将穿挂好工件的挂具就近斜靠在墙体上。

图5 放置挂具Figure 5 Placing racks
2 工件入槽(图6)
一般人会认为,采用专用挂具挂好工件,电镀时工件就不会磕碰。殊不知,不按规矩进行入槽操作同样会造成工件磕碰。正确的做法是:工件入镀槽时,一手持一挂工件,将挂具沿着一个方向逐一悬挂,并保证挂具与挂具之间留有足够的间隙,镀铬的挂具之间更应保持足够的距离。如此不但可以防止工件之间发生挤压和碰撞,而且可以有效防止因工件相互之间屏蔽而产生不良的镀层。
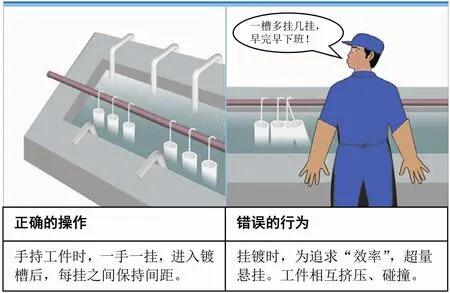
图6 工件入槽Figure 6 Dipping parts into plating tank
3 电镀后处理
3.1 吹干(图7)
吹干工序是电镀后处理必不可少的环节,其主要目的是将电镀工件表面残留的水分吹干,防止留下水迹。若吹干操作不当,工件同样存在因磕碰而变形的风险。正确的做法是:开启压缩空气阀门,一只手持压缩空气管,另一只手伸在风口处,先用手试探风力大小,根据工件的特点,选择适当的风力。首先,风力不至于引起工件翻出篮子外;其次,所采用的风量能够使工件翻动,但又不会引起工件以飞快的速率相互碰撞。待风力调整合适后,再用压缩空气对准工件吹干。

图7 吹干Figure 7 Blow drying
3.2 下挂(图8)
工件经过前处理、电镀、吹干、烘干等一系列工序后,便进入下挂环节,下挂在电镀中算不上什么重要工序,更谈不上有什么技术含量,但下挂环节出了问题,就前功尽弃了。正确的做法是:下挂时先用一只手持挂具并放置稳妥,然后另一只手逐一取下挂具上的工件,随即放入容器箱内,做到取一件放一件,并摆放整齐。
3.3 检验(图9)
检验工序是为了剔除不合格品,但检验方法不正确也会将合格品变成不合格品。因此,检验工件也有规可循:一是轻拿轻放;二是在对合格品、返修品、废品进行分类的同时,将每类工件各自摆放整齐,做到检验一件,摆放一件,并在相应的容器盘内放置随盘小票。

图9 检验Figure 9 Inspection
3.4 装箱
3.4.1 非专用容器摆放(图10)
对一些非精密工件而言,在采用通用箱子装箱时,势必会出现多放一行工件放不进去,少放一行容器内又会有较大空隙的情况。此时,若不采取措施,工件在搬运过程中就会在容器内来回窜动,本来摆放整齐的工件变得凌乱不堪,转交下道单位或客户时,不仅数量难以清点,而且会有工件表面镀层被划伤甚至磕碰变形问题。正确的做法是:在采用非专用容器摆放工件时,若工件与容器间存在较大的空隙,工件摆放完之后,应在空隙处采用纸团或空气膜填充,以防工件来回窜动。
3.4.2 较大工件多层摆放(图11)
电镀工件种类繁多,千差万别,不同工件采用的容器和摆放方法不同。当摆放体积较大、同一容器允许摆放双层或多层时,每层之间应采用较硬的纸板间隔,防止上下层工件相互划伤。

图10 装箱行为1Figure 10 Packaging behavior No.1
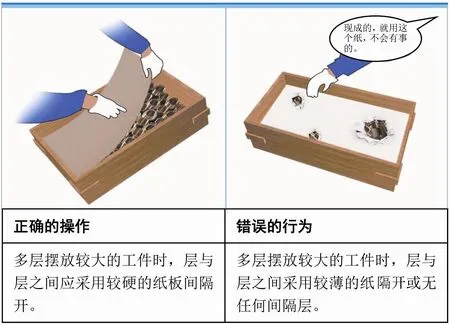
图11 装箱行为2Figure 11 Packaging behavior No.2
3.4.3 较大工件的单层摆放(图12)
电镀工件装箱时,还有一种情况就是工件单层摆放,但工件高度超出容器高度。为了减少占地面积,操作人员通常会将装好工件的容器堆垛起来。此时若直接将上层容器放置在下层容器上,上层容器就压在了下层容器内的工件上,工件在压力作用下就容易变形或有镀层擦伤。正确的做法是:工件摆放完后,用一个倒置的空容器,像盖子一样将装有工件的容器罩住。该方法适合两个容器的高度超过工件高度的情况,否则需要制作专用容器,这里不再详述。
4 周转(图13)
周转可以说贯穿于整个电镀过程。工件到库后,生产班组需要将工件运转至指定区域进行穿挂;工件电镀完毕,生产人员又必须将工件从电镀生产线运转至指定区域进行检验、包装、装箱;之后,搬运人员还需要将包装好的工件运转至成品库房。工件周转时,一般都使用周转筐或周转盒,它们可以叠加,但叠加高度不应超过1.2 m,因为周转盒摆放过高则重心上移,上层周转盒极易倾倒,而且运转人员的视线极易受阻,无法保证运转小车正常平稳地运行,使得工件在运转盒内振动、窜动,甚至因振动而打翻周转盒,造成工件磕碰。另外,周转容器不得直接压在工件上,确保工件在整个周转过程中不受力。对于带有孔眼或格子的周转盒,应根据工件大小和格子数量均匀放置。对于较大的工件,一格一件;对于较小、较轻的工件,可以一格多件(一般一格2 ~ 5件)。

图12 装箱行为3Figure 12 Packaging behavior No.3

图13 周转Figure 13 Transfer
5 结语
无规矩不成方圆。无论做什么事情都有规可循。倘若不按规矩办事,就容易出问题,甚至是大问题。电镀作为一种特种工艺,更是这样。它作为工件加工的最后一道工序,决不能掉以轻心。不能让一个已经完成冲压、机械加工、热处理等多道工序均合格的工件,因电镀时一个不经意、不小心的磕碰而报废,或因为没有进行严格的镀前检查,让本身带有缺陷的工件继续生产,既浪费了电镀资源,又与客户产生不必要的纠纷。显然,这样的做法都是得不偿失的。
[ 编辑:周新莉 ]
How to prevent and reduce bumping against workpiece during plating
LI Fei*, ZHANG Tao, ZHANG Guo-fan, LI Yun, QIN Yu
The incorrect behaviors easily leading to bumping and deformation of workpiece during preparation before electroplating, dipping the parts into plating tank, electroplating, post-treatments (including blow drying, unloading, inspecting and packaging) were analyzed.The correct operation manners were described and presented in a form of cartoon.
electroplating; operation method; action; bumping; deformation
Huaihai Industry Group Co., Ltd., Changzhi 046012, China
TG178; TQ153
B
1004 – 227X (2017) 15 – 0839 – 07
10.19289/j.1004-227x.2017.15.010
2017–06–04
2017–07–23
李飞(1976–),男,山西长治人,本科,高级工程师,主要从事表面处理工艺研究和应用工作。
作者联系方式:(E-mail) lifei03553915733@163.com。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
减速顶与调速技术(2021年3期)2021-03-09
汽车实用技术(2018年3期)2018-03-06
制造技术与机床(2017年7期)2018-01-19
汽车与安全(2017年5期)2017-12-09
上海大中型电机(2017年3期)2017-11-13
石油知识(2016年2期)2016-02-28
铁道科学与工程学报(2015年5期)2015-12-24
河南科技(2015年2期)2015-02-27
建筑与预算(2014年10期)2014-04-11
