西安至成都客运专线西安至江油段(陕西境内)用铜锡接触线施工工艺分析
2017-09-17 12:52谭振亚
科学与财富 2017年25期
谭振亚
摘 要:西成客专设计时速250km/h,全段正线设桥隧总长320.466km,占线路总长93.45%。西成客专用接触线为高强高导铜锡合金接触线CTS120、CTS150,其为针对特定的橋隧使用环境,应具有强度高、耐磨、耐腐蚀、耐温升和较好的取流性等特点,本文对对西成客专用铜锡合金接触线技术性能和施工工艺的分析,进一步完善了我国高速铁路用电气化接触线材的加工、生产和施工体系,增强我国高速铁路用接触线产品的竞争力,使我国现有工业体系下的高速铁路相关产品更加面向市场化、国际化。
关键词:铜锡合金;高速铁路;接触线;西成客专;施工工艺
西安至成都客运专线(西成客专)项目位于陕西省南部和四川省中北部地区,行径秦巴山地,连接关中平原、汉中盆地和成都平原。线路北起西安,向南经咸阳、安康两市局部地区及汉中进入四川省境内,后经广元至江油与绵成乐客专相接抵成都,西安至成都线路全长约643km。设计时速250km/h,西安北至江油段线路建筑长度509.312公里,其中陕西省境内342.922km,新设阿房宫、户县东、新场街、佛坪、洋县西、城固北、新集、宁强南车站8处,引入西安北、汉中既有站,全段正线设桥隧总长320.466km,占线路总长93.45%。因此,该段线路对接触线在桥隧内的使用性能提出了特别的工程应用要求。结合具体的施工实际,本文对该段线路的接触线产品性能进行了分析性。
1 技术规格
本文所介绍的西成客专用接触线为高强高导铜锡合金接触线CTS120、CTS150,这两种型号的铜锡合金接触线是依《中华人民共和国铁道行业标准》 ( TB /T2809-2005 电气化铁道用铜及铜合金接触线)进行生产的,适用于时速200km/h~250km/h的高速列车,横截面面积分别为120mm2、150mm2。产品的具体特点及性能指标等如下述。
1.1 西成客专用铜锡合金接触线特点
西成客专用铜锡合金接触线,为针对特定的桥隧使用环境,应具有强度高、耐磨、耐腐蚀、耐温升和较好的取流性等特点。另外,该型接触线还应具有表面清洁、光滑、无硬弯、扭曲、折边、裂纹、夹杂物及其他不利于使用的毛刺、划伤、擦伤等缺陷,内部更没有夹渣、气孔、无裂纹,在正常使用环境条件下质量稳定、机车的运行状态良好等优点。针对西成客专接触线的使用环境,该型接触线的额定张力、外径、单位重量如表1所示。
1.2 西成客专用铜锡合金接触线主要的性能指标
1.2.1形状规格要求
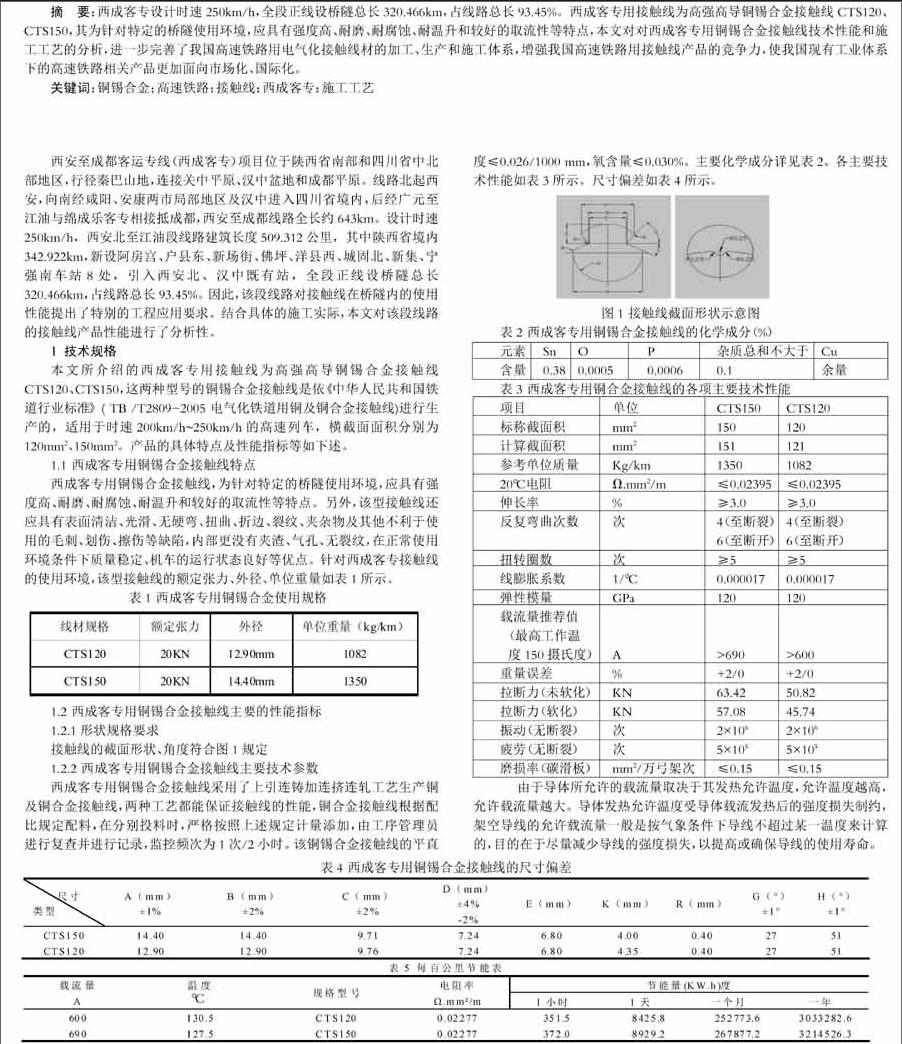
接触线的截面形状、角度符合图1规定
1.2.2 西成客专用铜锡合金接触线主要技术参数
西成客专用铜锡合金接触线采用了上引连铸加连挤连轧工艺生产铜及铜合金接触线,两种工艺都能保证接触线的性能,铜合金接触线根据配比规定配料,在分别投料时,严格按照上述规定计量添加,由工序管理员进行复查并进行记录,监控频次为1次/2小时。该铜锡合金接触线的平直度≤0.026/1000 mm,氧含量≤0.030%。主要化学成分详见表2。各主要技术性能如表3所示。尺寸偏差如表4所示。
由于导体所允许的载流量取决于其发热允许温度,允许温度越高,允许载流量越大。导体发热允许温度受导体载流发热后的强度损失制约,架空导线的允许载流量一般是按气象条件下导线不超过某一温度来计算的,目的在于尽量减少导线的强度损失,以提高或确保导线的使用寿命。
西成客专用铜锡合金接触线采用的是上引连铸+连续挤压+冷拉拔的工艺方法来进行生产的,这样生产的接触线具有强度高、导电率高、韧性好、耐磨、耐腐蚀、耐升温和较好的取流等特点。在满足载流量条件要求下,实际工作温度远低于允许最高工作温度,经济节能,符合铁路“绿色化”的发展方向。我们通过温差计算得出每百公里节能量如表5所示。
2 施工工艺
随着电气化铁路运营时速的提升,高速铁路对导线及施工质量提出了越来越高的要求。而西成客专的运营速度高达250~300km/h,对接触网中的接触线平直度提出了更为严格的要求,接触线工作时的张力也随之提高。由于西成客专用铜锡合金接触线的比强度较以往有较大提高,对展放该接触线的施工工艺提出了更高的要求。同时,接触网架设质量的好坏直接影响着弓网关系和受流质量。为确保受电弓高速运行时能良好取流,避免放线过程中产生硬弯,我们在展放承力索、接触线提时需采用恒张力车进行。
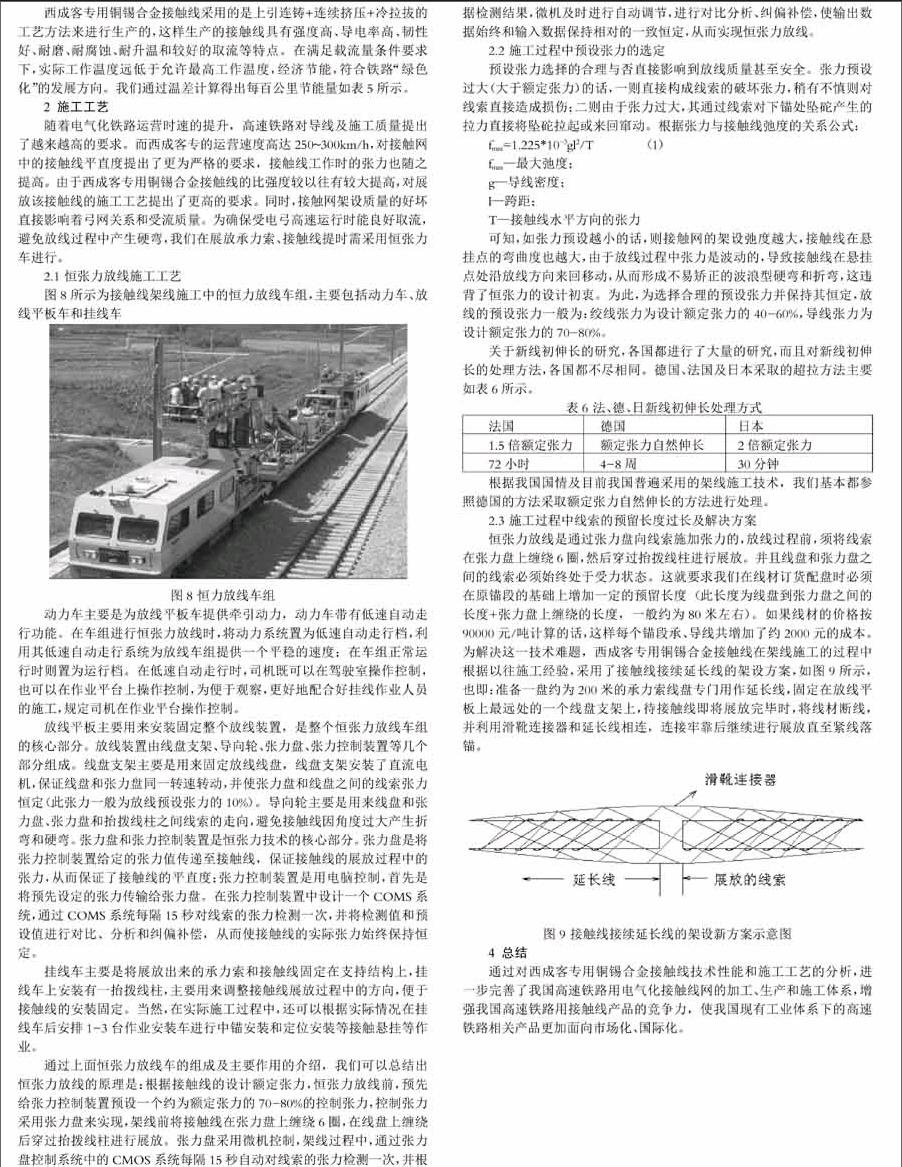
2.1 恒张力放线施工工艺
动力车主要是为放线平板车提供牵引动力,动力车带有低速自动走行功能。在车组进行恒张力放线时,将动力系统置为低速自动走行档,利用其低速自动走行系统为放线车组提供一个平稳的速度;在车组正常运行时则置为运行档。在低速自动走行时,司机既可以在驾驶室操作控制,也可以在作业平台上操作控制,为便于观察,更好地配合好挂线作业人员的施工,规定司机在作业平台操作控制。
放线平板主要用来安装固定整个放线装置,是整个恒张力放线车组的核心部分。放线装置由线盘支架、导向轮、张力盘、张力控制装置等几个部分组成。线盘支架主要是用来固定放线线盘,线盘支架安装了直流电机,保证线盘和张力盘同一转速转动,并使张力盘和线盘之间的线索张力恒定(此张力一般为放线预设张力的10%)。导向轮主要是用来线盘和张力盘、张力盘和抬拨线柱之间线索的走向,避免接触线因角度过大产生折弯和硬弯。张力盘和张力控制装置是恒张力技术的核心部分。张力盘是将张力控制装置给定的张力值传递至接触线,保证接触线的展放过程中的张力,从而保证了接触线的平直度;张力控制装置是用电脑控制,首先是将预先设定的张力传输给张力盘。在张力控制装置中设计一个COMS系统,通过COMS系统每隔15秒对线索的张力检测一次,并将检测值和预设值进行对比、分析和纠偏补偿,从而使接触线的实际张力始终保持恒定。
挂线车主要是将展放出来的承力索和接触线固定在支持结构上,挂线车上安装有一抬拨线柱,主要用来调整接触线展放过程中的方向,便于接触线的安装固定。当然,在实际施工过程中,还可以根据实际情况在挂线车后安排1-3台作业安装车进行中锚安装和定位安装等接触悬挂等作业。
通过上面恒张力放线车的组成及主要作用的介绍,我们可以总结出恒张力放线的原理是:根据接触线的设计额定张力,恒张力放线前,预先给张力控制装置预设一个约为额定张力的70-80%的控制张力,控制张力采用张力盘来实现,架线前将接触线在张力盘上缠绕6圈,在线盘上缠绕后穿过抬拨线柱进行展放。张力盘采用微机控制,架线过程中,通过张力盘控制系统中的CMOS系统每隔15秒自动对线索的张力检测一次,并根据检测结果,微机及时进行自动调节,进行对比分析、纠偏补偿,使输出数据始终和输入数据保持相对的一致恒定,从而实现恒张力放线。
2.2 施工过程中预设张力的选定
预设张力选择的合理与否直接影响到放线质量甚至安全。张力预设过大(大于额定张力)的话,一则直接构成线索的破坏张力,稍有不慎则对线索直接造成损伤;二则由于张力过大,其通过线索对下锚处坠砣产生的拉力直接将坠砣拉起或来回窜动。根据张力与接触线弛度的关系公式:
fmax=1.225*10-3gl2/T (1)
fmax—最大弛度;
g—导线密度;
l—跨距;
T—接触线水平方向的张力
可知,如张力预设越小的话,则接触网的架设弛度越大,接触线在悬挂点的弯曲度也越大,由于放线过程中张力是波动的,导致接触线在悬挂点处沿放线方向来回移动,从而形成不易矫正的波浪型硬弯和折弯,这违背了恒张力的设计初衷。为此,为选择合理的预设张力并保持其恒定,放线的预设张力一般为:绞线张力为设计额定张力的40-60%,导线张力为设计额定张力的70-80%。
关于新线初伸长的研究,各国都进行了大量的研究,而且对新线初伸长的处理方法,各国都不尽相同。德国、法国及日本采取的超拉方法主要如表6所示。
根据我国国情及目前我国普遍采用的架线施工技术,我们基本都参照德国的方法采取额定张力自然伸长的方法进行处理。
2.3 施工过程中线索的预留长度过长及解决方案
恒张力放线是通过张力盘向线索施加张力的,放线过程前,须将线索在张力盘上缠绕6圈,然后穿过抬拨线柱進行展放。并且线盘和张力盘之间的线索必须始终处于受力状态。这就要求我们在线材订货配盘时必须在原锚段的基础上增加一定的预留长度(此长度为线盘到张力盘之间的长度+张力盘上缠绕的长度,一般约为80米左右)。如果线材的价格按90000元/吨计算的话,这样每个锚段承、导线共增加了约2000元的成本。为解决这一技术难题,西成客专用铜锡合金接触线在架线施工的过程中根据以往施工经验,采用了接触线接续延长线的架设方案,如图9所示,也即:准备一盘约为200米的承力索线盘专门用作延长线,固定在放线平板上最远处的一个线盘支架上,待接触线即将展放完毕时,将线材断线,并利用滑靴连接器和延长线相连,连接牢靠后继续进行展放直至紧线落锚。
4 总结
通过对西成客专用铜锡合金接触线技术性能和施工工艺的分析,进一步完善了我国高速铁路用电气化接触线网的加工、生产和施工体系,增强我国高速铁路用接触线产品的竞争力,使我国现有工业体系下的高速铁路相关产品更加面向市场化、国际化。
猜你喜欢
高速铁路技术(2022年4期)2022-09-24
建材发展导向(2022年12期)2022-08-19
高速铁路技术(2022年1期)2022-03-17
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年24期)2021-02-12
凿岩机械气动工具(2017年3期)2017-11-22
中国公路(2017年16期)2017-10-14
石家庄铁路职业技术学院学报(2017年4期)2017-05-25
铁道通信信号(2016年2期)2016-06-01
河南科技(2015年2期)2015-02-27