
A/C数控铣头热变形研究
2017-10-23 12:44罗和平祁胜飞
重型机械 2017年5期
罗和平,汲 军,张 童,祁胜飞
(1.沈阳机床股份有限公司,辽宁 沈阳 110142;2.沈阳工业大学,辽宁 沈阳 110870)
A/C数控铣头热变形研究
罗和平1,汲 军1,张 童1,祁胜飞2
(1.沈阳机床股份有限公司,辽宁 沈阳 110142;2.沈阳工业大学,辽宁 沈阳 110870)
热变形式是直接影响直驱式A/C轴数控铣头加工精度的主要因素。本文分析AC数控铣头的发热来源,并进行有限元分析。利用热红外成像仪连续测量数控铣头温度变化情况,同时用API测量仪测量与铣头连接的检棒的变形。根据测得数据,建立模型对热变形进行了补偿。实验结果可知C轴的发热和散热情况对数控铣头加工精度有很大影响,通过补偿系统的建立使误差降到0.001 56 mm,使数控铣头的精度有很大的提高。
数控铣头;热变形;热红外成像;误差补偿
0 前言
五轴联动数控加工中心用于叶轮、螺旋桨等复杂曲面的加工,反映了高端装备制造的水平。除了三个移动轴,回转轴有工作台回转与主轴头回转两种方式。前者的主轴结构比较简单,刚性非常好,但一般承重较小。后者的主轴前端是一个回转头,还带有可绕X轴旋转的A轴。这种方式主轴灵活,工作台承重大。根据传动方式不同,双摆角铣头分为同步带传动、齿轮式传动、蜗杆传动和力矩电动机直接驱动。
直驱式双摆角铣头结构紧凑,摆角范围广,但力矩电机工作时绕组产生的热量是影响数控铣头加工精度的一个关键问题,对铣头的工作性能和精密运动有很大的影响。由于C轴带动A轴部分做360°转动,并且C轴结构复杂,作为A轴传动的上一级,C轴误差对A轴影响较大。本文研究数控铣头热变形,分析数控铣头的热源及散热情况,并进行有限元分析。利用热红外成像仪连续测量数控铣头温度变化情况,同时用API测量仪测量与铣头连接的检棒的变形。根据测得数据,建立模型对热变形进行补偿。
1 A/C轴铣头热误差来源
如图1所示,双摆角铣头主要由C轴和A轴两个部分构成。C轴的齿盘,与A轴的齿盘啮合,使其绕C轴±360°旋转。同时电主轴绕A轴摆动。
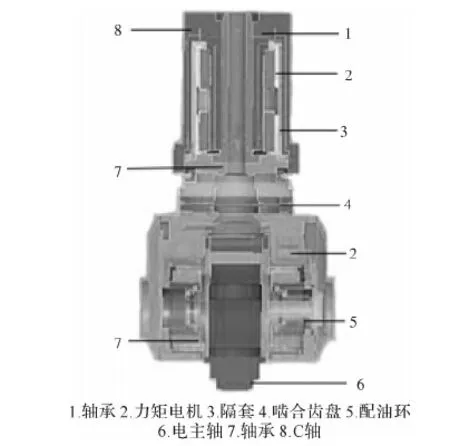
图1 数控铣头剖面图
受不同热源的影响, A/C 轴数控铣头产生的主要误差如表1所示。

表1 A/C轴数控铣头热误差
采用如图2所示的检棒与5个位移传感器的组合来检测。
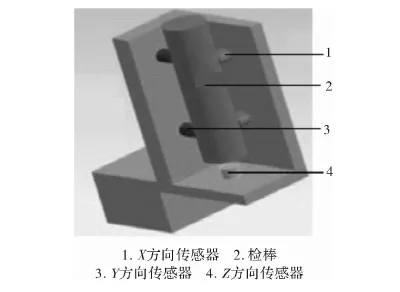
图2 热变形测量传感器
2 基于ANSYS的热误差分析
冷却水与空气温度分别为26℃与20℃。通过稳态热分析,计算求得:C轴力矩电机生热功率 2 591 W;冷却水换热系数6 920 W/m2·℃;壳与空气对流换热系数12.5 W/m2·℃。
C轴壳体材料为45号钢,物理特性参数见表2。
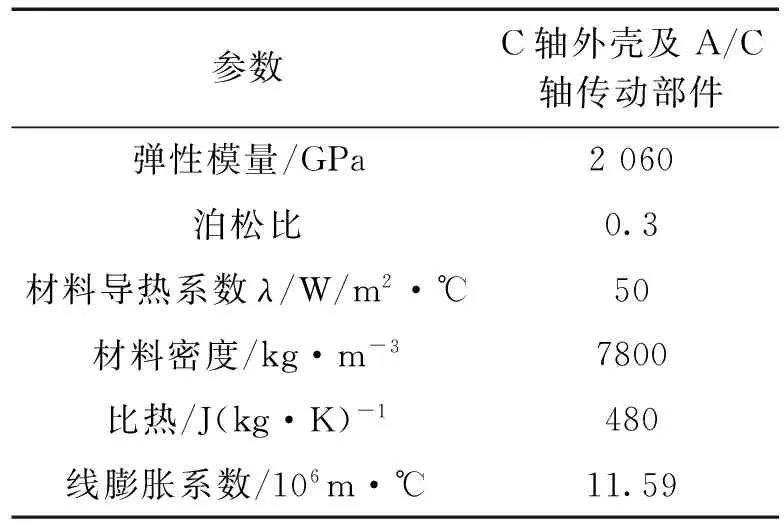
表2 物理特性表
在热-结构耦合分析中把C轴物理参数代入ANSYS命令流中,设定 Steady-State 选项、输出控制、载荷步控制等,进行求解计算。ANSYS的 C 轴温度场分析结果如图 3所示。

图3 铣头C轴温度场分布图(剖面图)
由上图可知,力矩电机的定子处温度较高,在65℃左右时,C轴达到了稳态热平衡。
3 热误差补偿
3.1 补偿系统数学模型的建立
根据机床运动副误差运动学原理,由小误差假设得综合热误差运动矩阵[8]:
式中,Δθx为铣头在X方向的转角误差;Δθy为铣头在Y方向的转角误差;Δθz为铣头在Z方向的转角误差;Δλx为铣头在X方向的位置误差;Δλy为铣头在Y方向的位置误差;Δλz为铣头在Z方向的位置误差。
3.2 实验验证
实验所需的设备有:直驱式A/C轴数控铣头、ThermoVision A40红外成像仪、API测量仪、连接API测量仪带有传感器的测量支座,安装在数控铣头上的检棒。实验开始时,控制铣头电机使其带动C轴转动,并使其转速维持在5 000 r/min,不间断测试3 h以上,每间隔5 min采集图像信息并分析主轴旋转过程中热的分布情况和铣头随时间的温度变化情况,同时根据API测量仪测量每次检棒的变形,分析温度变化产生的误差(图4)。在实验过程中,首先需要测量在常温状态下未加入补偿系统的C轴的温度和传感器检测的位移值。主轴转动的同时,带动A、C轴同时运动,分别测量加入补偿系统和不加入补偿系统的温度分布情况和位移传感器的值。

图4 热变形测量
补偿前,Z向最大值为0.369 54 mm、最小值为0.355 60 mm,差值为0.013 94 mm。 图5所示为补偿后位移传感器数值,20 min后基本趋于平稳,在0.355 mm附近微小波动,变化范围为0.001 41 mm。
图5 补偿后位移传感器数值
4 结论
热变形式是直接影响直驱式A/C轴数控铣头加工精度的主要因素。本文分析数控铣头的热源及散热情况,建立模型对热变形进行了补偿。
(1)通过有限元热分析方法,分析了直驱式A/C轴数控铣头的发热来源,结果显示C轴力矩电机定子处的温度较高,产生热变形较大,对加工精度有影响。
(2)通过ThermoVision A40红外成像仪和API位移传感器连续测量铣头温度分布情况和检棒位移随温度变化情况。
(3)实验结果显示C轴的发热和散热情况对数控铣头加工精度有很大影响,通过补偿系统的建立使热变形误差从0.013 94 mm 降到 0.001 56 mm。
[1] 杨庆东,王科社,刘国庆.铣头式机床创新设计建模方法研究[J].中国机械工程,2007,18( 06):665-667.
[2] Yang Qing-dong, Liu Guo-ping. Dynamics analysis of special structure of milling-head machine tool [J].Chinese Journal of Mechanical Engineering (English edition), 2008, 21(06):103-107.
[3] 张伯霖.超高速传动与机床的零传动[J].中国机械工程,1996,7(06).
[4] Brandenburg G, Bruckl S, Dormann J. Comparative investigation of rotary and linear motor feed drive systems for high precision machine tools [C]. International workshop on Advanced Motion Control, 2000, 21(05): 384-389.
[5] 闫明,林剑锋,郑鹏等.直驱式A/C轴双摆角铣头C轴结构单元有限元分析[J].组合机床与自动化加工技术,2010(04):13-15.
[6] 刘磊,杨庆东.几种双摆式铣头的结构分析及精度保持性研究 [J].机械制造与自动化,2009,38(03):13-15.
[7] 任永强,杨建国,窦小龙,等.五轴数控机床综合误差建模分析.上海交通大学学报,2003,37(01):71-74.
[8] 陈学尚,黄智,许可,等.考虑环境温度的重型落地镗铣床热误差建模研究[J].重型机械,2015(05):10-16.
Study on thermal deformation of A/C CNC milling head
LUO He-ping1,JI Jun1,ZHANG Tong1,QI Sheng-fei2
( 1. Shenyang Machine Tool Co.,Ltd.,Shenyang 110142,China;2.Shenyang University of Technology,Shenyang 110870,China)
The thermal deformation is a main factor which affects the machining accuracy of direct drive A/C axis CNC milling head. In this paper, the heat source and heat dissipation of CNC milling head were analyzed, and the finite element analysis was carried out. The temperature change of CNC milling head was continuously measured by the thermal infrared imager, and the deformation of rod connected with the milling head was measured by the API measuring instrument. According to the measured data, the model was used to compensate the thermal deformation. The experimental results showed that the heating and cooling of the C axis had a great influence on the machining accuracy of the CNC milling head, and the error was reduced to 0.001 56 mm by building the compensation system.
CNC milling head;thermal deformation;thermal infrared imaging;error compensation
TP391
A
1001-196X(2017)05-0035-03
2017-04-28;
2017-06-27
国家科技重大专项(2013ZX 04001-031)
罗和平(1979-),男,高级工程师,主要研究方向:加工单元集成技术。
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
哈尔滨轴承(2022年1期)2022-05-23
内燃机与配件(2022年2期)2022-01-17
上海理工大学学报(2021年3期)2021-07-20
哈尔滨轴承(2020年2期)2020-11-06
机电信息(2020年23期)2020-09-26
今日中国·法文版(2020年7期)2020-07-04
中国特种设备安全(2019年1期)2019-03-13
人生十六七(2016年14期)2016-12-01
电子制作(2016年21期)2016-05-17
