
YJ212接装机搓板自动清洁装置的研究与设计
2017-11-01 05:00姜冬子王金晨褚洪国宋慧星
化工自动化及仪表 2017年4期
姜冬子 王金晨 褚洪国 宋慧星
(山东中烟工业有限责任公司济南卷烟厂)
YJ212接装机搓板自动清洁装置的研究与设计
姜冬子 王金晨 褚洪国 宋慧星
(山东中烟工业有限责任公司济南卷烟厂)
为减少卷烟机主设备YJ212接装机因搓板堵塞而造成的停机时间,提高搓板清洁速度,提高卷烟质量,设计了一套搓板自动清洁装置。通过压缩空气与铜丝刷清洁配合,彻底清洁鼓轮和搓板的附着物和胶垢。采用设备原主控制器S7-400 PLC编写控制功能块,实现搓板自动清洁装置的3种工作模式。试验结果表明:搓板堵塞造成设备停机后,搓板自动清洁装置一次清洁成功率达到98%以上,烟支泡皱率由8%降低到3%,搓板清洁时间由原来的每次45s降低到10s。
搓板自动清洁装置 YJ212接装机 S7-400 PLC 搓板堵塞
YJ212接装机是ZJ112型卷烟机组两大主要组成设备之一,是中国烟草机械技术中心在PROTOS 90E卷接机组专有技术基础上研制的国产高速机型。在日常生产过程中,由于生产速度较高,任何烟支的位移和交接不顺畅都会引起搓板堵塞,操作工需打开机器防护罩,用铜丝刷清理搓板表面的胶垢和附着物。由于搓板堵塞是设备的主要故障之一,所以清洁搓板用时较长,影响了机器的生产效率;若搓板清洁不及时,容易使生产的烟支出现泡皱质量缺陷,严重影响产品质量。因此,为了减少因搓板堵塞而造成的停机时间,提高搓板清洁速度,提高卷烟质量,研究设计一种高效的搓板自动清洁装置势在必行。
1 搓接成型原理
搓接鼓轮和搓板的作用是使接装纸纸片包裹组烟,从而形成双倍长度的滤嘴卷烟,并将机器在启动和停止过渡期以及其他非正常期生产的烟支剔除。
滤嘴卷烟搓接成型原理如图1所示。搓接鼓轮从靠拢鼓轮处接收粘有接装纸纸片的组烟,搓接鼓轮烟槽中的吸风使组烟落入烟槽,同时搓接鼓轮外圆面上气孔的吸风将接装纸片平铺在带直纹的外圆面上。进入搓接工作位置时,由于启动轨与搓接鼓轮烟槽的间距为烟支直径减去0.7mm,因此启动轨必然将组烟从烟槽中带出,并使组烟在搓接鼓轮圆弧面与搓板之间滚动,从而使接装纸片将组烟紧密包裹粘合形成双倍滤嘴卷烟,成型后的双倍滤嘴卷烟从搓板滚出时恰好落入搓接鼓轮的第3个烟槽中。如果在搓接过程中由于滑动造成烟支发生移位,归位鼓轮的辅助加速作用可帮助双倍滤嘴卷烟落入烟槽。组烟在滚动过程中,加热的搓板可使接装纸片上的胶水被即时烫干[1]。

图1 滤嘴卷烟搓接成型原理
搓接鼓轮内的配气座控制搓接鼓轮的吸气范围,使搓接鼓轮表面的吸风在靠近搓板时停止、离开搓板之前接通。
搓板出口处装有监测器,如果监测器监测到连续10支卷烟丢失,则表示搓板堵塞并发出立即停机信号。
搓接鼓轮外圆上均匀分布着22个烟槽和锯齿直纹、132个φ2.5mm的气孔。搓接机构如图2所示,搓板的工作表面由一段带齿的圆弧面和一段光滑的圆弧面组成。搓板前端装有启动轨,搓板中装有加热器和温度传感器,搓板装在转臂上,并通过连杆和关节轴承与气缸活塞杆连接,由气缸控制搓板进入或离开工作位置。

图2 搓接机构
2 搓板清洁装置总体设计
2.1 机械结构部分
在搓接装置的右侧设计了一套搓板自动清洁装置,其结构如图3所示,包括机械部分、气动部分和电气控制部分。

图3 搓板清洁装置结构
机械部分包括磁性耦合无杆气缸、清理铜刷、吹气管和气缸支架。清理铜刷安装在磁性耦合气缸上并通过螺钉固定;磁性耦合无杆气缸安装在气缸支架上与设备主墙板连接;吹气管由圆形吹气管和弧形吹气管组成。圆形吹气管主要清洁搓板上的附着物,弧形吹气管主要清洁吸附在搓接鼓轮上的烟支和碎纸片。圆形吹气管安装在主墙板上,在搓板降落时位于其上方30mm处,吹气管的气孔对准搓板的里侧位置,为方便角度调整,所以设计成圆形;弧形吹气管也固定在主墙板上,吹气管的气孔正对准每一个搓接鼓轮的10个承烟槽[2]。
气动部分(图4)由二位五通电磁阀、磁性耦合无杆气缸、排气节流阀、二位三通电磁阀、单向节流阀、吹气管和其他辅助元件组成。两个电磁阀分别安装在接装机后方配气盘的支架上,二位五通电磁阀和排气节流阀分别设置在磁性耦合无杆气缸回路上,二位三通电磁阀和单向节流阀分别设置在吹气管回路中。

图4 搓板清洁装置气路
2.2 控制系统部分
ZJ112型卷烟机组控制系统的核心是S7-400 PLC系统,通过Profibus总线连接10个DP从站[3~5],其总体结构如图5所示。S7-400 PLC主站包括A100-A1/PS407电源模块、CPU414-3DP、A100-A4HIP卡、A100-A6数字量输入模块(32位)、A100-A7数字量输入模块(32位)、A100-A8数字量输出模块(32位)、A100-A9数字量输入模块(32位)、A100-A10数字量输入模块(32位)和CP443-1以太网通信模块。
YJ212接装机部分共有4个从站,分别是A101M、A102M WAGO分布式I/O、A103M FESTO分布式I/O和MP2300安川PLC系统。
搓板自动清洁装置的电气控制系统(图6)核心是PLC,系统采用原主控制器CPU414-3DP,不额外增加控制器,PLC输入输出点采用A101M、A102M WAGO分布式I/O原备用输入输出点,通过增加PLC控制程序实现相关功能。

图5 S7-400 PLC系统总体结构
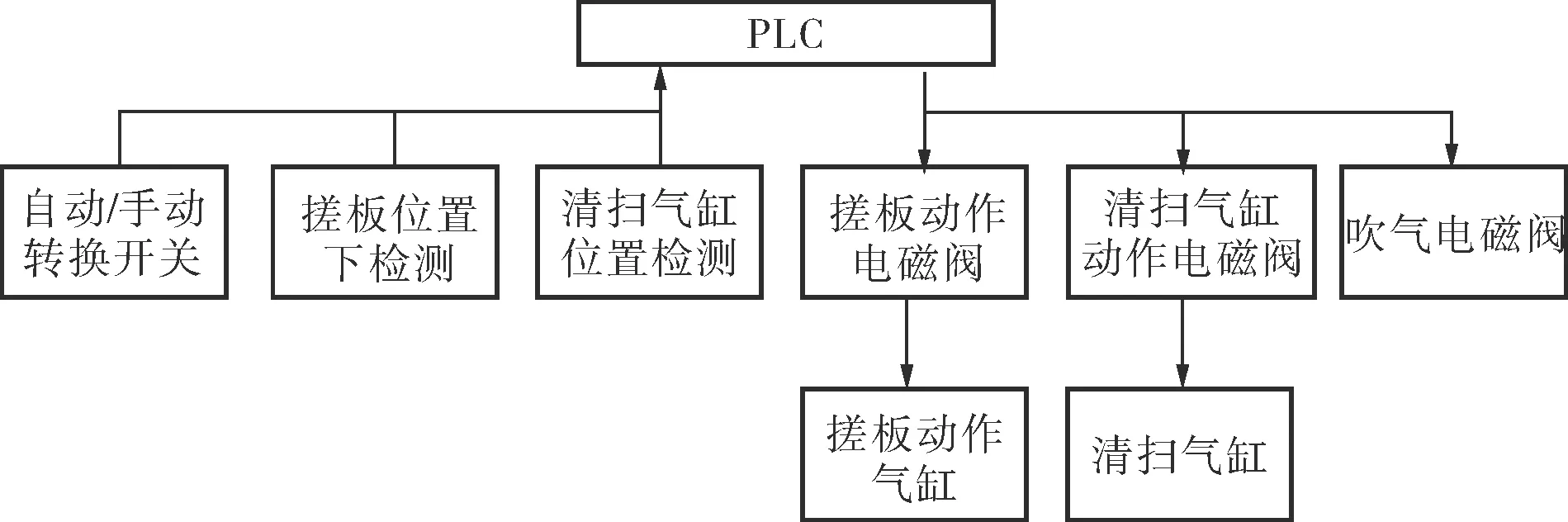
图6 电气控制系统框图
自动/手动转换开关采用三位置转换开关,分别为手动、关闭和自动;搓板位置下检测采用接近开关,用于检测搓板是否处于下侧位置;清扫气缸位置检测采用电磁耦合原理,即通过在气缸内安装磁环的方式检测气缸是否动作到位;搓板动作和清扫气缸动作电磁阀均采用双作用电磁阀;吹气电磁阀采用高速单作用电磁阀[6~8]。
3 电路设计
电路设计的原则是可靠性和安全性,可靠性即在保证原设备功能的基础上,增加搓板清扫功能电路;安全性即通过在动作输出回路串联安全继电器的辅助触点来确保设备和人员安全。
搓板动作电路(图7)的设计是在原回路上串联分布式I/O A101M-A43继电器输出,保证在原条件均满足的情况下,程序控制搓板抬起时,搓板才能执行抬起动作。设备原搓板控制开关S37M保持原有功能,即S37M处于任何状态,搓板清扫动作都能进行,但清扫结束后,想要搓板抬起,S37M必须处于闭合状态。
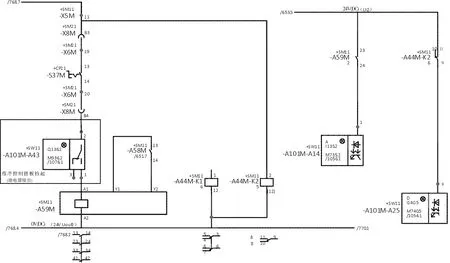
图7 搓板动作电路
PLC输入电路(图8)的输入点均采用原设备PLC的备用输入点(A102M-A5、A102M-A8和A102M-A10),分别接入搓板清洁装置手动和自动模式、清扫气缸伸出和收回位置检测和搓板落下位置检测。
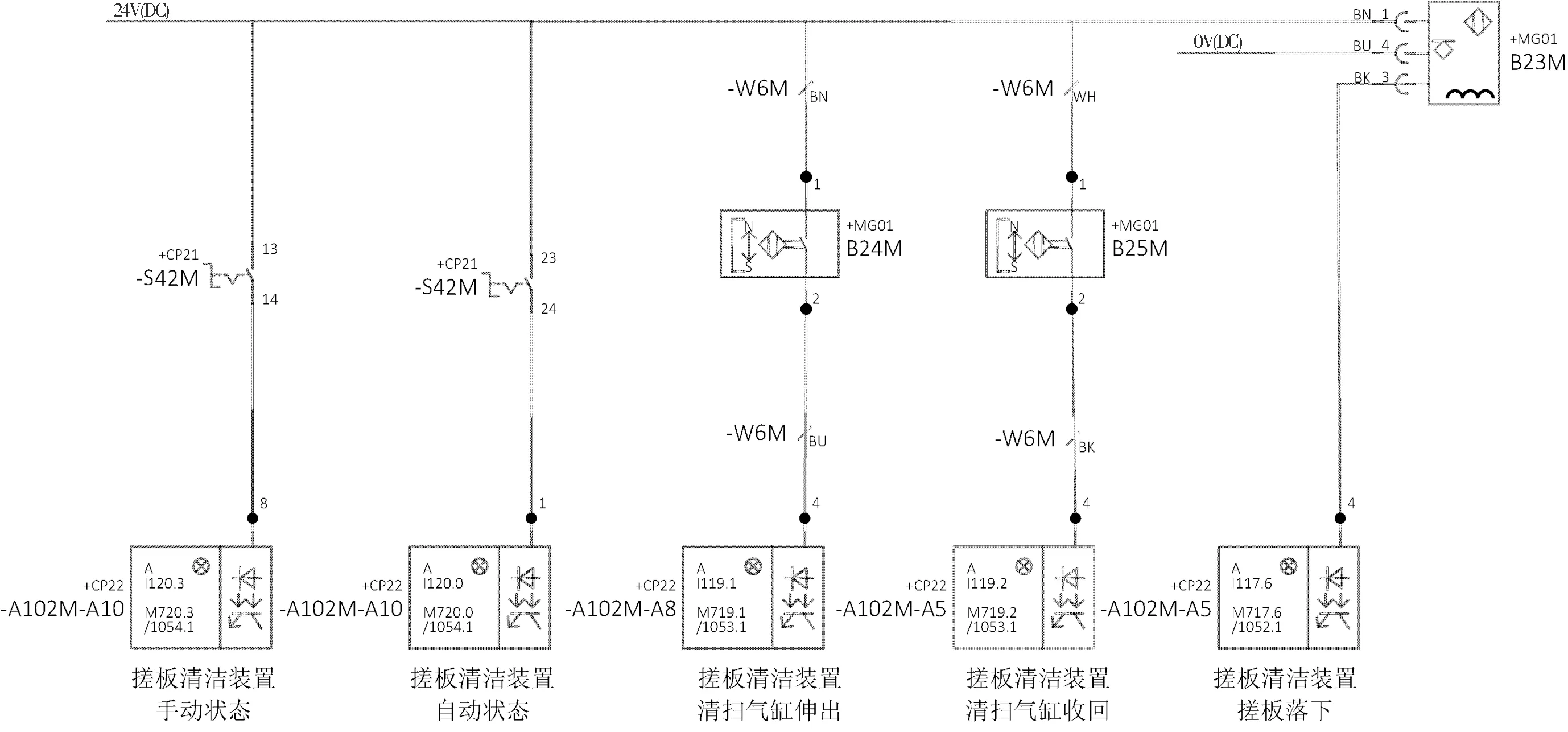
图8 PLC输入电路
PLC输出电路(图9)的输出除了一路继电器输出控制搓板动作外,还有两路电平输出,分别采用A101M-A52和A101M-A31备用输出点。控制清扫气缸动作的输出回路串联安全继电器A58M常开触点,A58M是串联MAX上下防护罩安全开关的安全继电器,即确保在MAX上下防护罩均关闭的情况下,清扫气缸才能动作,否则无法动作。

图9 PLC输出电路
4 控制程序设计
4.1 工作模式
YJ212接装机搓板自动清洁装置的工作模式有以下3种:
a. 关闭模式,设备维持原有功能,搓板清洁系统不动作;
b. 自动模式,在设备正常开动过程中,当出现搓板堵塞信号时,在设备停稳后,执行清洁功能;
c. 手动模式,当设备停止时,若需清洁系统清洁搓板,必须将转换开关从关闭模式切换到手动模式后,清洁系统才能执行清洁功能。
4.2 输入/输出点分配
PLC的输入/输出点分配见表1,为了保证设备和操作安全,程序设计时需要考虑设备静止监视信号和上下防护罩检测信号。
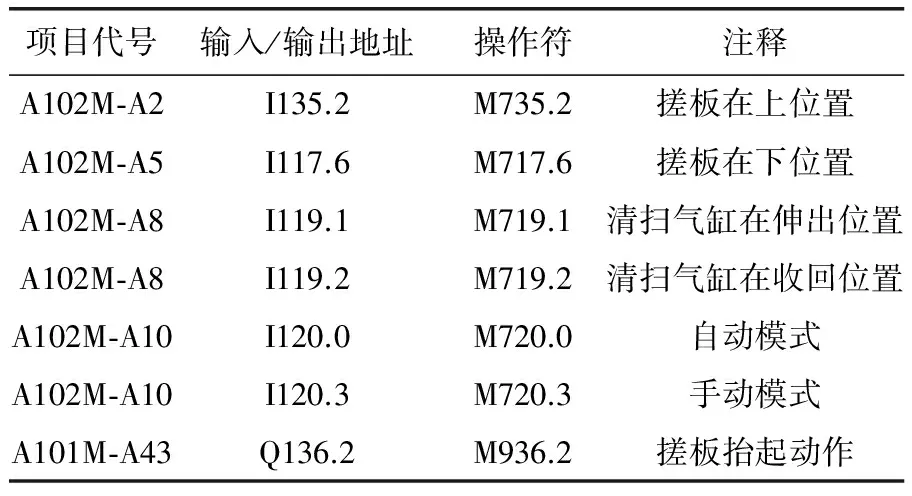
表1 输入/输出点分配情况

(续表1)
4.3 动作流程
搓板自动清洁装置动作流程如图10所示。为保证搓板和鼓轮能够彻底清洁,采用吹气-清扫-吹气的清洁模式。当清扫气缸动作完毕后,吹气3s,当吹气进行1s后搓板抬起,以保证搓板抬起后能够继续吹气,将搓板下部的散落烟支、水松纸等清理干净。

图10 动作流程
若在清扫过程中上/下防护罩被打开,则暂停清扫流程,在防护罩关闭后继续清扫。
手动、自动清扫流程的前提条件是搓板控制开关在上位置;若搓板控制开关在下位置,清扫过程也可以进行,但清扫结束后搓板不会抬起,只有当搓板控制开关处于上位置时,搓板才会抬起。
4.4 安全措施
加装搓板上下到位检测(搓板在上位置检测取A59M闭合信号),防止出现搓板未抬起就启动设备或搓板未落下就启动清扫气缸的情况。
手动或自动清扫过程都要求在上下防护罩均关闭的情况下进行,有硬件和软件双重保护,若防护罩打开,程序控制停止清扫过程,同时,硬件通过安全继电器A58M断开清扫气缸动作。
清扫动作必须在设备完全静止的条件下进行,程序控制中需串入设备静止监测信号,若无静止信号,则不启动清扫过程。
5 结束语
试验结果表明:YJ212接装机加装搓板自动清洁装置后,烟支泡皱率由8%降低到3%,泡皱烟支比例大幅降低,烟支质量得到了有效提高。搓板堵塞停机后,清洁过程自动启动,搓板清洁时间由原来的每次45s降低到10s,7台设备可节约187h,能够有效降低操作工的劳动强度,提高设备的有效作业率。
[1] 栗勇伟,乔建军,马少军,等.卷接机组烟支搓接质量的研究及改进[J].烟草科技,2012,45(10):24~27.
[2] 王海峰,李东亮,孟振伟.PASSIM接装机搓板堵塞检测气路清洁组件的改进[J].中国设备工程,2011,(8):44~46.
[3] 席英杰,刘文丽.简述西门子S7-300/400的通讯功能及工业应用[J].自动化与仪表,2007,22(1):37~40.
[4] 李鹏翔.基于S7-400的PROFIBUS-DP网络的组态及应用[J].可编程控制器与工厂自动化,2013,(2):68~70.
[5] 宁金龙,杨海燕.ProfibusDP通信技术在DCS中的应用[J].石油化工自动化,2015,51(2):59~60.
[6] 文德明,洪杰.ZJ112型卷接机组电气控制系统的改进[J].湖南文理学院学报(自然科学版),2010,22(1):88~91.
[7] 钱芝忠.西门子S7-400H PLC的几种故障分析及处理方法[J].化工自动化及仪表,2011,38(6):768~770.
[8] 徐世彬,刘焕东,庞锐.基于ProfiBus总线的污水监控系统设计与实现[J].化工自动化及仪表,2009,36(3):79~80.
StudyandDesignofRollingBlockAuto-cleaningEquipmentonYJ212Assembler
JIANG Dong-zi, WANG Jin-chen, CHU Hong-guo, SONG Hui-xing
(ChinaTobaccoShandongIndustrialCo.,Ltd.)
To reduce the downtime caused by “rolling block jam” and increase the rolling block cleaning speed, as well as improve the quality of cigarettes in YJ212 cigarette assembler, the rolling block auto-cleaning equipment was designed. Through blowing and cleaning with wire brush, the glue and attachments on the drum and rolling block can be thoroughly cleaned, including having S7-400 PLC employed to write control function blocks so as to realize three working modes of the rolling block auto-cleaning equipment. The test results show that, when the “rolling block jam” incurs the equipment downtime, the rolling block auto-cleaning equipment’s success rate at one time of cleaning is over 98%, and the cigarette’s rate of wrinkling can be decreased from 8% to 3% as well as the cleaning time required by the rolling block can be shorted from 45s to 10s per time.
rolling block auto-cleaning equipment, YJ212 assembler, S7-400 PLC, rolling block jam
TH862
A
1000-3932(2017)04-0383-06
2016-08-17)
姜冬子(1972-),工程师,从事烟机设备的运行与维护工作。
联系人王金晨(1988-),助理工程师,从事烟机设备的电气维护工作,qzwangjinchen@163.com。
猜你喜欢
轮胎工业(2022年4期)2022-11-25
汽车实用技术(2022年20期)2022-11-02
设备管理与维修(2021年1期)2021-03-05
化工管理(2021年3期)2021-01-29
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
小猕猴智力画刊(2020年8期)2020-07-27
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
