注塑条件对K4912牌号聚丙烯力学性能的影响
2017-11-03 04:44高星神华榆林能源化工有限公司陕西榆林719300
化工管理 2017年30期
高星(神华榆林能源化工有限公司,陕西榆林719300)
注塑条件对K4912牌号聚丙烯力学性能的影响
高星(神华榆林能源化工有限公司,陕西榆林719300)
本文采用K4912牌号聚丙烯为试验物料,研讨了在注塑成型过程中注射速度、模具温度、熔体温度、保压压力对其拉伸屈服应力、弯曲模量、简支梁缺口冲击强度的影响,并最终选定合适的注射速度、模具温度、熔体温度设定、保压压力等试验条件进行注塑试样。
聚丙烯;注塑;力学性能
神华榆林能源化工有限公司聚丙烯装置采用INEOS聚丙烯生产工艺,设计负荷300kt/a,公司生产的K4912牌号聚丙烯属于中高熔融指数透明注塑产品。由于K4912牌号聚丙烯熔融指数高,流动性能好,冷却速度快,因而在注塑加工过程中,样品经过溶解、加压、注射、保压、冷却成型多个过程使得分子链的排列与初始发生改变,从而导致产品聚集态结构的改变进而影响力学性能。本文依据最新版力学性能分析国家标准,通过改变熔体温度、注射速度、保压压力、模具温度寻找出最佳的参数条件以期客观反映聚丙烯树脂K4912的力学性能,并对下游加工做出支持。
K4912牌号产品属于无规共聚聚丙烯,通常是在第一和第二反应器中分别通入丙烯和少量其他单体,主要为乙烯进行共聚而成,乙烯加入量占总产量的比例约为3-4%wt。与均聚的等规聚丙烯相比,无规共聚物的拉伸强度、模量、硬度和热变形温度均有所降低,冲击强度和透明性得到提高,因而K4912牌号聚丙烯广泛应用于各类医疗器械及保鲜盒、整理箱、水杯等日常使用透明注塑制品。
1 注塑成型过程简介
注塑过程分为预塑、注射、保压、冷却成型过程。
(1) 预塑过程即物料通过螺杆旋转输送至压缩段,在压缩段塑化排气,至计量段物料充分熔化搅拌完成预塑过程。经过这一系列过程,固体物料从玻璃态经粘弹态至粘流态,使得物料温度均化、黏度均化、密度均花、组成均化。
(2) 预塑完成后模具闭合,熔料在螺杆推动下从喷嘴经浇口高速注入模腔中将模腔中,将模腔充满。从模具闭合开始注塑算起到模具型腔填充到大约95%为止。
(3) 注射完成后立即进入保压阶段,保压的作用是持续施加压力,压实熔体,增加塑料密度以补偿塑料的收缩行为。在保压后期,材料密度逐步增大试样逐步成型,保压阶段持续到浇口固化封口为止,此时模腔压力达到最高值。
(4) 冷却阶段占整个注塑时间的70%-80%,使塑料制品冷却至热变形温度以下,塑料制品只有冷却固化到一定程度后才能避免塑料制品因外力作用产生变形;脱模是注塑成型循环中最后一步,虽然试样已经固化成型,但是脱模不当还是有可能导致产品受力不均,引起产品变形等缺陷。
2 实验
2.1 原料:聚丙烯K4912
2.2 实验设备:
(1) 注塑机,奥地利BattenfeLd公司HM110/210注塑机,螺杆直径30mm,GB/T 1040.2中规定的1A哑铃形模具。
(2) 万能试验机,INSTRON 5966 10KN能量万能材料试验机双立柱机架。配有10KN载荷传感器、5KN气动夹具、锯齿形夹面、长行程引伸计。
(3) 冲击试验机,CEAST(意大利),CEA9050。
2.3 测试方法
GB/T 2918-1998塑料试样状态调节和试验的标准环境
GB/T 1040.1-2006/ISO 527-1:1993塑料拉伸性能的测定第1部分:总则
GB/T 9341-2000塑料弯曲性能测试方法
GB/T 1843塑料悬臂梁冲击强度的测定(ISO 180:2000,IDT)
2.4 本文以调整注塑过程中注射速度、模具温度、熔体温度、保压压力四个参数为变量,在其他条件一致的情况下采用控制变量法以研究具体变量对力学性能的影响
样品注塑完成后在GB/T 2918规定的条件下调节48h后在相应国标条件下进行力学性能试验。
3 结果与讨论
3.1 注射速度的影响
以国标给定条件GB/T 2546.2-2003塑料聚丙烯(PP)模塑和挤出材料第2部分:试样制备和性能测定给定条件为基础,在熔融指数MFR>7g/10min时注射速度为200±20mm/s,为保证所有试验样条条件一致,本试验采用GB11997中规定的多用途试样。注射速度定义为熔体通过关键截面时的平均速度,对比注射前后注塑机行程差及螺杆直径得出拉伸样条模塑体积为38.86cm3,通过公式v1=VM计算得到注射时间为2.43s从而设定注塑机速度,当注塑机速度为22.6m/s时注射速度为200mm/s。调整注塑机速度分别为13、18、23、28、32即注射速度分别为115mm/s、160mm/s、200mm/s、250mm/s、280mm/s,保证熔体温度为200℃、模具温度40℃、保压压力、螺杆转速不变,注得样条进行拉伸、弯曲、冲击试验结果如图1、图2所示。

图1:注射速度与弯曲模量和简支梁缺口冲击强度的关系
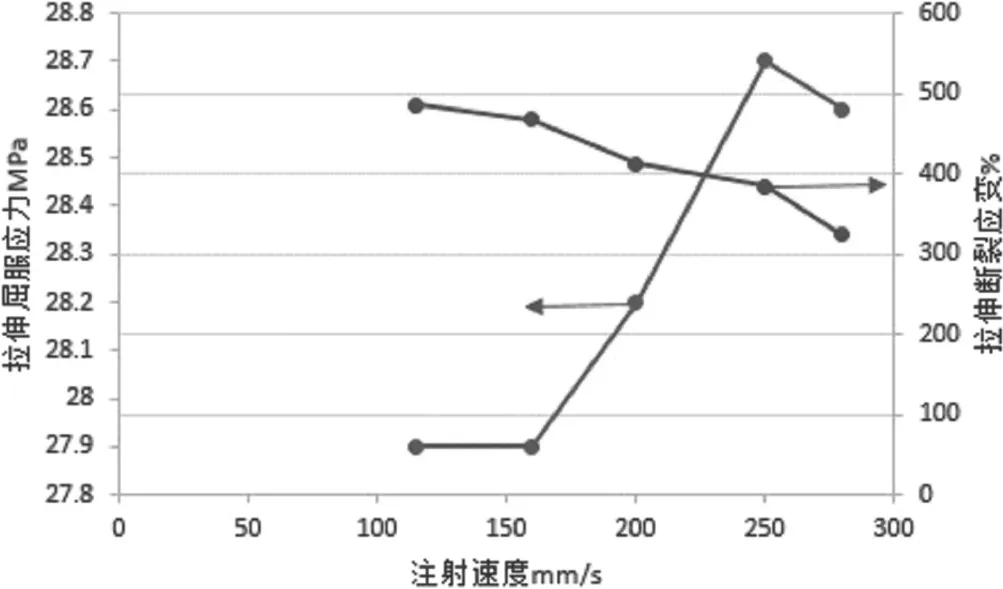
图2:注射速度与拉伸强度的关系
从图1、图2中可以看出,注射速度为115mm/s-280mm/s时,拉伸强度随折射速度的增加先减小再逐步增加,拉伸断裂应变及弯曲模量逐步升高,冲击强度随着注射速度的提高,拉伸强度逐步增加,但是拉伸断裂伸长率随注射速度增加而降低。冲击强度主要由结晶状况及试样内部的内应力决定,在剪切力作用下,分子链沿试样流动方向规律排列,在注射速度低的时候,剪切速率就相应降低,因而在注射速率大的时候,能够承载的冲击强度会更大。这种应力作用下晶体间的规律排列使得在沿着流动方向拉伸样品时制品力学性能好,而同时这种取向不利于试样的延展,因而断裂伸长率随注射速度的增加而减小。
3.2 模具温度对力学性能的影响
在注塑过程中模具通过模温机中循环水控制稳定的温度,熔融状态的聚丙烯熔胶注入模具后开始降温结晶。保证注射速度200mm/s、保压压力100bar、熔体温度200℃、保压时间40s,对注塑样品分别在40℃和60℃下冷却结晶。对制得样品进行状态调节后试验,试验得到以下结论:在较高的温度下结晶,拉伸屈服应力、拉伸断裂应变、弯曲模量均得到提高但是冲击性能即简支梁缺口冲击强度降低。
这是因为结晶速度取决于熔体与模具温度之差,在熔体温度一定的情况下,较高的模具温度使得结晶速率降低,结晶时间增长而结晶度增加,拉伸性能、弯曲性能等韧性结果提高,而较高的结晶度使得分子链排列紧密,孔隙率下降,分子间作用力增加,分子链段活动余地小因而冲击性能降低【1】。
3.3 熔体温度对力学性能的影响
熔体温度的设定通过对注塑机各段的温度设定来控制,通过温度传感器测定注塑机接近注胶口的温度为熔体温度。保证注射速度200mm/s、保压压力100bar、模具温度40℃、保压时间40s,分别设定熔体温度为190℃、210℃、230℃制样,制得样品在温度23±2℃,湿度50±5%的条件下状态调节40h,进行力学性能测试,以考察熔体温度对试样力学性能的影响。
试验结果为随着熔体温度的提高,聚丙烯试样的拉伸性能,弯曲性能,冲击性能均降低。分析认为拉伸性能和弯曲性能的下降是因为熔体温度越高,溶胶与冷却温度即模具温度的温差越大,在冷却过程中外层溶胶即与模具贴合的部位比内部即注塑件里面的冷却速度快,在试样内部进一步冷却过程中必然会收缩而使试样内部产生内应力,这种内应力通过状态调节改善而不能被完全消除,进而影响试样的拉伸力学性能【2】。而简支梁缺口冲击强度的降低是因为熔体温度高时,分子链的运动加强,热运动剧烈,不易形成有规律的排序,取向程度降低;另一方面,熔体在高温的情况下,需要冷却的时间增长,导致塑料大分子松弛时间增长,也会解取向,使得取向程度降低【3】。
3.4 保压压力的影响
试样注射结束后进入保压阶段,保压过程是给予模腔一定压力,防止腔内物料倒流,确保熔体顺利成型的过程。保压过程中聚合物温度降低黏度增大,如果保压压力不足将会造成试样严重收缩变形,若保压压力过大则会造成溢料,试样飞边等影响外观的状况。保证注射速度200mm/s、熔体温度210℃、模具温度40℃、保压时间40s,我们采用50bar、80bar、110bar、140bar的保压压力进行试验验证保压压力对聚丙烯K4912力学性能的影响。
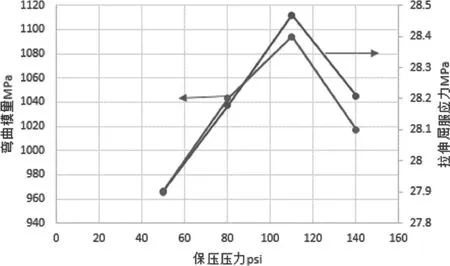
图3:保压压力对拉伸性能、弯曲性能的关系
从图3中可以看出,试样的质量和厚度随保压压力的增大先逐渐增大,到达110bar后增速减缓,试样的拉伸性能、弯曲性能均随着保压压力的提高呈现出先逐步增大到达一定值后又趋于减小的情况。这是因为在保压压力较低的时候,试样的质量也偏低,说明模腔内的物料得不到充分的补充。在保压压力撤除后,物料未充分冷却,模腔内的物料后出现向物料来源方向即射台方向倒流的状况。这种变化会使试样初冷后又出现滑动,造成试样内部出现不连续的应力缺陷,从而造成力学性能整体偏低。随着保压压力的增大,模腔内的物料逐步得到补充,厚度、密度均逐步增加,这种变化会使得晶体熔点升高,结晶速度加快,在更高的温度下开始结晶,这就使得试样的内部缺陷减少,因而冲击性能逐步提高。当保压压力过大时,物料外溢造成飞边的情况,另一方面熔体分子的方向性增加,试样内应力增大,进而影响试样的冲击性能。
4 结语
聚丙烯K4912牌号产品在透明聚丙烯市场应用广泛,对于下游加工生产,注塑条件的选择对最终制品的性能和质量非常重要,通过本文研究,对于下游生产应根据所生产产品的主要用途合理设定各个注塑参数,在兼顾聚丙烯K4912牌号的刚性和韧性的情况下应选择200mm/s的注射速度、40℃的模具温度、200℃的熔体温度设定、110pai的保压压力注塑试样。
[1]洪定一,聚丙烯-原理、工艺与技术,中国石化出版社,2011.
[2]王兴天,注射成型工艺[M]北京:化学工业出版社,1998.
[3]李素云、刘长维、陈炎、等,聚丙烯注射模塑工艺条件与结构形态及性能的关系[J]北京化工学院学报,1983.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
山东冶金(2019年3期)2019-07-10
合成纤维工业(2017年6期)2018-01-24
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2016年10期)2016-06-27
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
中国塑料(2015年12期)2015-10-16