
基于旋转电极的方孔电火花加工新方法
2017-11-07 09:18代志峰杨晓冬
电加工与模具 2017年4期
代志峰,杨晓冬
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001)
工艺·装备
基于旋转电极的方孔电火花加工新方法
代志峰,杨晓冬
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001)
提出一种方孔电火花加工新方法,利用具有勒洛三角形截面形状的工具电极在等宽方形约束孔中转动,使电极沿横截面扫过一个正方形区域,从而通过电极底面放电加工出方孔。分析了勒洛三角形电极在与其等宽的方孔中的运动方式和轨迹,设计了基于旋转电极的方孔电火花加工装置,通过实验验证了该方法的可行性。在不同的开路电压下,分别利用旋转的勒洛三角形电极和不旋转的方形电极进行方孔加工,发现旋转的勒洛三角形电极加工效率更高、电极损耗更低。
电火花加工;方孔;旋转电极;勒洛三角形
方孔能承受较大转矩,其导向性强,传递能量、运动时平稳性好,常被应用于工作环境恶劣、要求承受较高转矩的连接零部件。但相对于圆孔,其加工难度大、生产效率低、加工费用高,限制了其使用范围,若为盲孔则加工更加困难。本文研究了方孔的加工方法,通过改善机械结构工艺性,使方孔结构能被大量应用,为设计制造带来更多可能性。
电火花加工具有非接触式加工、加工过程不受材料硬度限制、可加工材料广泛等优点,特别适用于加工高硬度、高韧性、高脆性等特殊材料。若利用电火花加工方法加工方形盲孔,常采用将方形工具电极形状复制到工件上的方法,但随着加工深度增加,加工时产生的电蚀产物会聚集在加工间隙中难以排出,导致加工效率降低、电极损耗增大,甚至无法继续加工[1]。众所周知,在圆孔加工中采用的旋转电极方法可促进排屑,有效提高加工效率[2]。为改善电火花加工方孔排屑困难、加工效率低的问题,本文提出一种加工方孔的新方法——利用具有勒洛三角形截面形状的工具电极,在其自转的同时,围绕与该勒洛三角形等宽的方形约束孔的中心轴做公转,可使工具电极沿横截面方向扫过一个正方形区域,从而通过电极底面放电加工出方孔。勒洛三角形电极的旋转运动可搅拌工作液,促进电蚀产物排出,改善电极放电状态,从而提高加工效率,适用于小尺寸、大深径比及难加工材料的方孔加工。
1 旋转电极加工方孔原理
勒洛三角形是一种等宽曲线,在与其边长等宽的方形约束孔中转动时扫过的面积为正方形[3],其运动包括绕其中心的自转及其中心绕方孔中心的公转。
图1是电极在与其等宽的方形约束下绕其中心逆时针自转30°的示意图。设勒洛三角形宽度为单位1,在边长与其等宽的正方形中转动,将其顶点A、B、C连接得到等边三角形ABC,点O为其中心。由图1可知,勒洛三角形在逆时针自转30°的过程中,其中心在第三象限顺时针绕坐标系原点转动90°,由此可知勒洛三角形在正方形中运动时的自转公转转速比为 1∶3。
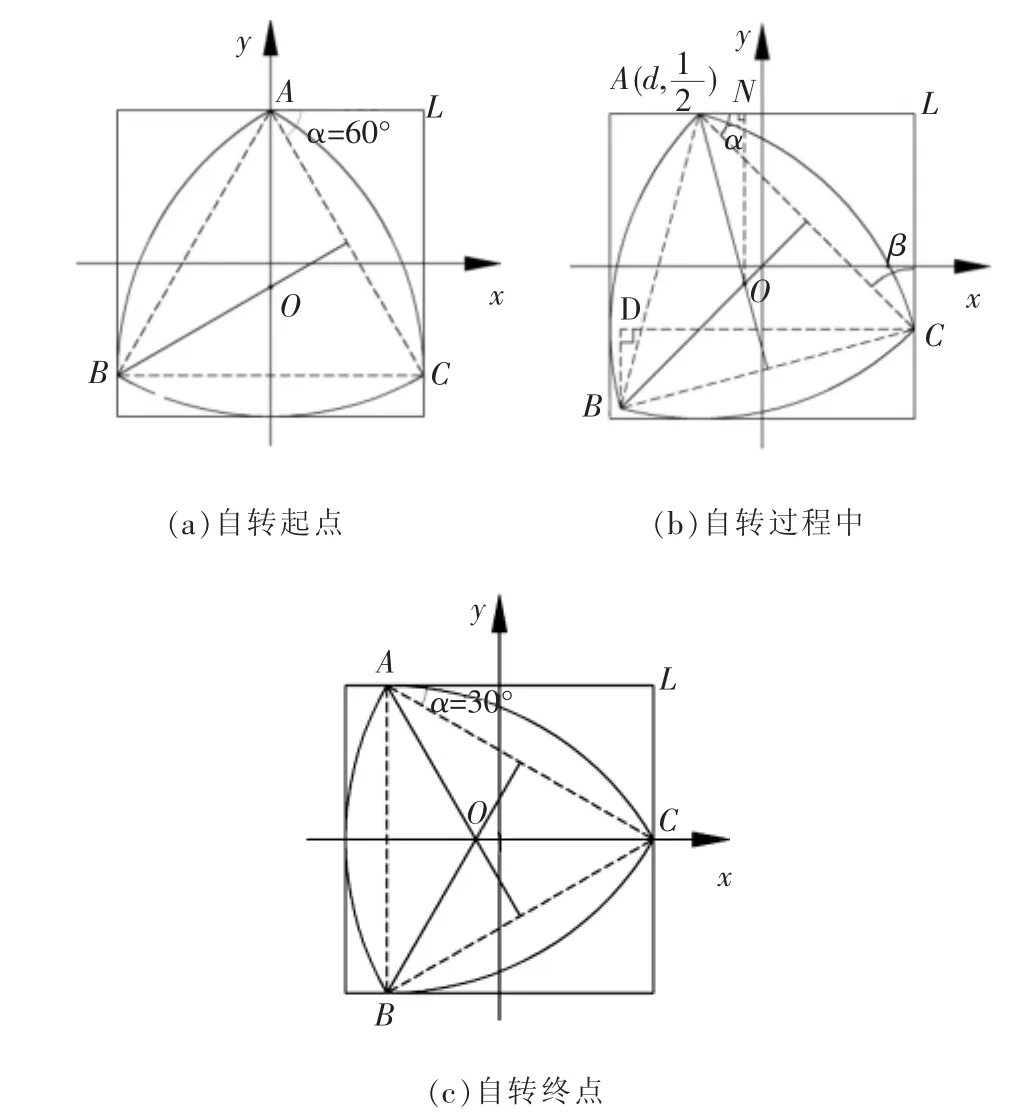
图1 勒洛三角形在等宽方形约束孔中的运动示意图
代入数值得到勒洛三角形中心O在第三象限的运动轨迹解析式为:

由式(2)可得勒洛三角形中心O的完整公转轨迹(图2)。该轨迹由四段椭圆圆弧组成,x坐标和y坐标范围约为-0.077~0.077。

图2 勒洛三角形中心的公转轨迹
由于勒洛三角形与方形等宽,其三个顶点均沿方形直边运动,但当顶点经过方形直角时会形成一小段圆弧,所以顶点的运动轨迹由四段直线与四段圆弧组成,顶点轨迹围成的区域即为勒洛三角形扫过的面积。如图1b所示,作辅助线BD(垂直线)、CD(水平线)垂直相交于D点,β角为边AC与边CL的夹角,其在运动过程中由30°增大至60°,则∠BCD=β-30°,CL=cosβ,由此推导出B点在第三象限的坐标计算公式为:
代入数值得到B点在第三象限的圆弧轨迹解析式为:
计算所得的勒洛三角形顶点的运动轨迹见图3。可见,该轨迹包围的区域为方形,但不可避免地在拐角处带有圆角,其大小与方形约束孔的尺寸有关,方形约束孔越小,圆角越小。经计算可知,勒洛三角形顶点的运动轨迹所围成的区域面积约为与其边长相等的正方形面积的98.77%。
2 实验装置
基于上述原理设计了旋转电极加工方孔的装置。该装置由直流电机、万向联轴器、电极夹具、勒洛三角形电极、导向机构及上电机构等组成,且安装在自行研制的便携式数控电火花加工装置的Z轴上(图 4)。

图3 勒洛三角形顶点的运动轨迹
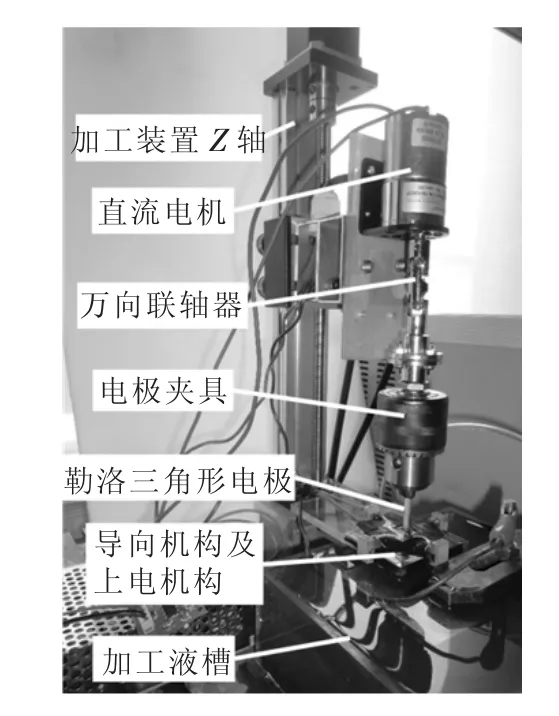
图4 旋转电极加工装置
该装置中,直流电机带动万向联轴器旋转,勒洛三角形电极由电火花线切割方法加工得到 (图5),并通过电极夹具安装在万向联轴器上,再插入导向机构的方形约束孔中,该方形孔与勒洛三角形电极为间隙配合,由绝缘材料制成。万向联轴器具有高自由度,当电机带动其旋转时可实现电极在方形约束孔中的公转和自转。当电极在方形约束孔中转动时,其底面扫过方形区域,通过电极底面与工件放电加工实现方孔加工。由于勒洛三角形电极的旋转运动具有特殊性,该装置采用四个弹簧预紧的石墨电刷组成上电机构,实现对电极给电,可有效避免上电机构与电极之间发生的火花放电问题。
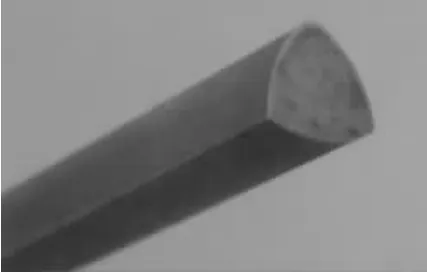
图5 勒洛三角形电极
3 实验及结果分析
3.1 形状精度分析
为验证上述方法的可行性,采用宽度5 mm的勒洛三角形电极加工深度1 mm的方孔,加工在伺服控制下自动进行,加工参数见表1。

表1 深度1 mm的方孔加工参数表
加工得到的方孔见图6,可见其形状与理论分析结果相同。该方孔尺寸为5.12 mm×5.12 mm,其宽度略大于电极宽度,这是由于电火花加工放电间隙及方形约束孔与勒洛三角形电极的加工尺寸误差和装置的装配误差造成的。
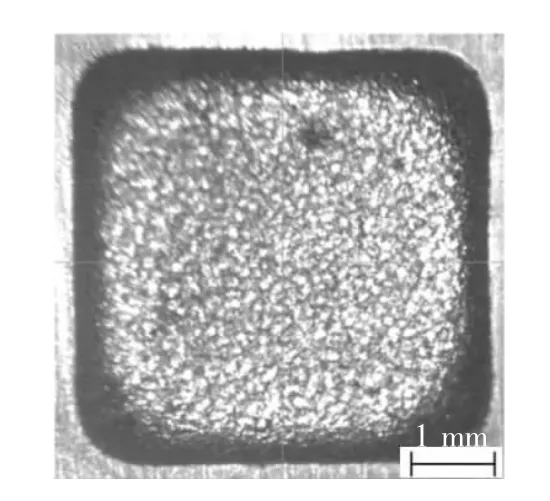
图6 方孔加工结果
3.2 加工速度与电极损耗分析
用宽度5 mm的勒洛三角形电极和边长5 mm的方电极,分别在勒洛三角形电极旋转和方电极不旋转的情况下,在厚度3 mm的304不锈钢上加工通孔,加工参数见表2。
实验中,加工速度的对比见图7。可看出,在不同的开路电压下,旋转电极的加工速度高于方电极,且在低电压下的速度增幅更大。这是因为低电压时,方电极与工件之间的放电间隙小,导致排屑困难,加工效率降低;而旋转电极的截面面积小于被加工的方孔,且电极作旋转运动,有助于电蚀产物的顺利排出。电极损耗的对比见图8。可看出,在不同的开路电压下,旋转电极的相对电极损耗均比方电极小,最多可减少45.03%。

表2 深度3 mm的方孔加工参数表

图7 旋转电极和方电极的加工速度对比
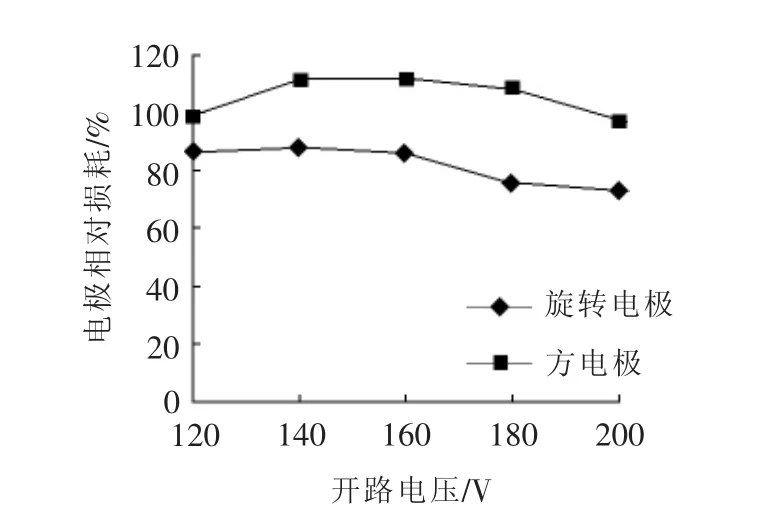
图8 旋转电极和方电极的电极损耗对比
4 结论
本文利用勒洛三角形截面形状的工具电极在等宽方形约束孔中的转动,进行了方孔的电火花加工实验,得到如下结论:
(1)该方法可实现方孔加工,虽然原理上不可避免地存在圆角,但理论分析表明其圆角较小,且方孔越小,圆角越小。实际加工中,可在精加工时利用方电极进行修整。
(2)利用旋转勒洛三角形电极加工方孔的方法可明显提高加工效率,减少电极损耗,表明电极的旋转运动可促进排屑、改善放电状态。
本研究侧重对方法可行性的研究,实验中的方孔加工深径比还不够大,在今后的研究中将加大深径比,且可预测在深径比较大的方孔加工中,旋转电极加工方法对于加工效率的改善会更明显。
[1] KUNIEDA M,LAUWERS B,RAJURKAR K P,et al.Advancing EDM through fundamental insight into the process[J].CIRP Annals-Manufacturing Technology,2005,54(2):64-87.
[2] YU Z Y,RAJURKAR K P,SHEN H.High aspect ratio and complex shaped blind micro holes by micro EDM[J].CIRP Annals-Manufacturing Technology,2002,51(1):359-362.
[3] SMITH S G.Drilling square holes [J].Mathematics Teacher,1993,86(7):579-583.
A New EDM Method for Square Hole with Rotating Electrode
DAI Zhifeng,YANG Xiaodong
( School of Mechatronics Engineering,Harbin Institute of Technology,Harbin 150001,China )
A new EDM method for square hole was proposed.With this method,the tool electrode with the cross section of the reuleaux triangle shape was used and rotates in an equal-width square constraint hole.Due to the electrode can scan a square area in the cross direction by its rotating,the square hole can be machined by the bottom discharge of the tool electrode.The motion form and motion trajectory of the reuleaux triangle electrode in an equal-width square hole was analyzed,and then the EDM device for square hole machining was designed and installed.The machining of the square hole was realized by rotating reuleaux triangle tool electrode successfully.The experiments of square hole machining were carried out with reuleaux triangle electrode and square electrode under the different open gap voltage respectively.The experiment results indicates the new method proposed in this research can improve the processing efficiency and electrode wear obviously.
EDM;square hole;rotating electrode;reuleaux triangle
TG661
A
1009-279X(2017)04-0052-04
2017-04-17
国家自然科学基金资助项目(51575136);黑龙江省自然科学基金重点项目(ZD2015009)
代志峰,男,1992年生,硕士研究生。
猜你喜欢
金属加工(冷加工)(2022年2期)2022-02-24
湖北农机化(2020年4期)2020-07-24
娃娃乐园·综合智能(2020年6期)2020-06-29
书屋(2019年11期)2019-12-02
制造技术与机床(2018年9期)2018-09-19
中国有色冶金(2018年5期)2018-01-31
文学港(2017年11期)2017-12-06
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
华南理工大学学报(自然科学版)(2016年5期)2016-07-19
