
液压气垫的设计与应用
2017-11-22 03:36孟微营口锻压机床有限责任公司
锻造与冲压 2017年22期
文/孟微·营口锻压机床有限责任公司
液压气垫的设计与应用
文/孟微·营口锻压机床有限责任公司
气垫在压力机进行拉深工艺时,起压边及卸件打料作用;在压力机进行冲裁工艺时,起顶件作用。由于压力机在装置气垫之后,单动压力机能进行较深的拉深工艺,扩大了压力机的工艺范围,在中型以上压力机上,大都设置了气垫装置。
气垫种类很多,根据结构形式不同,可分为:单活塞式、双活塞式、三活塞式;固定气缸式、活动气缸式;气垫自身导向式、工作台导向式;可调行程式、不可调行程式等等。根据气垫的工作介质不同,可将气垫分为纯气式和液压气动式。目前,国内在一些大、中型压力机上广泛采用了液压气动式气垫。这种气垫结构比较紧凑,在进行拉深工艺时,能产生较大的压边力。
根据我公司与包头北方实业签订的J31-1250闭式单点压力机的技术协议要求,现对该设备的部件液压气动式气垫进行设计。
液压气垫的结构及动作原理
气垫的结构
气垫上方装有托板1,托板采用钢板焊接结构,刚度好。托板上镶有导轨板2,材料为耐磨性较好的酚醛层压布板。此件限制气垫活塞旋转,并对气垫行程起导向作用。气垫缸体上镶有铜导套,对气垫行程起导向作用,在气垫的下部装有增压系统。
气垫的动作原理
当机床进行拉深工艺时,压力机滑块下行,当与气垫托板接触时,气垫随滑块下行,此时增压系统通气使气垫增压阀口闭锁,气垫处于压边状态。当滑块运行到下死点时,气垫托板处于静止保压状态,当滑块回程超过拉深工件高度时,增压系统换向阀换向排气,托板上行将工件顶出。当进行冲裁工艺时,气垫随滑块上、下往复动作,无滞后动作。当然也可根据实际工艺要求设置不同的动作规范。液压气垫的具体参数如表1所示。
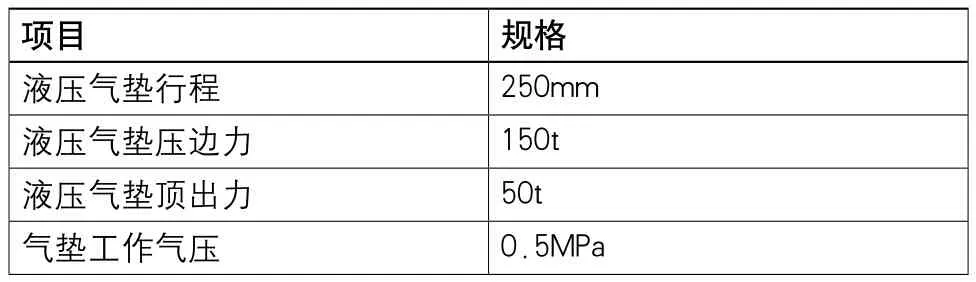
表1 液压气垫的参数
液压气垫的设计
根据液压气垫的使用参数,经计算得出气垫的结构尺寸:工作缸活塞直径Dg=113cm,单层缸结构活塞直径太大,无法装入压力机底座,故采用双层活塞结构。取活塞杆直径dg=26cm,则储气筒油压为P2=4.6kg/cm2,工作缸油压P1=13.8kg/cm2。考虑到气垫顶出时充油时间应控制在0.3~0.4T(T:滑块一次行程时间)以内要求,推荐用阀口面积为气垫压紧时阀缝隙面积的5~7倍,即πd2/4=(5~7)fmax,则阀口直径d=23~28cm,取d=24cm。统计现有阀座,D/d=1.05~1.2,阀座比压为20~45kg/cm2。
据前面分析,阀座宽度应尽量减小,阀与阀座材料为钢质时允许比压可取800kg/cm2,阀为钢质,阀座为铜合金时,允许比压取300kg/cm2。可现用阀座宽度太大,推荐用D/d=1.04~1.05,取D=25cm D/d=1.04。压紧时的最大行程hmax=1.56cm,阀及油管处,压紧时的液流速度:V1max=7.8m/s,许用值[V1]≤10m/s,满足要求。阀缝隙液流速度:V2=41.8m/s,许用值[V2]≤80m/s,满足要求。管道液流平均流速:Vcp=4.7m/s ,许用值[Vcp]≤5~7m/s,满足要求。控制缸活塞全行程,在下行阻尼式气垫中一般在30mm左右,在回程阻尼式气垫中为(2~3)hmax,计算充油时间t2=1.92s,许用值[t2]≤(0.3~0.4)T=1.8~2.4s,满足要求。
阀的力平衡计算,若按照阀在开启状态下进行,控制活塞的重量G为Pk的3%~5%,在采用“Y”形或“O”形密封圈时,PDμ约为Pk的5%,当阀开启时,可视为G被PDμ平衡,由于液动力是变量,应采用阻尼予以抵消。则可计算出控制缸活塞直径Dk=45cm。
根据以上计算数据,确定液压气垫的具体结构尺寸如图1所示。
气垫的优化设计
气垫模型的初步建立
气垫的结构尺寸确定后,用SolidWorks三维实体建模软件对各零件进行建模。然后把各零件组装在一起,形成气垫装配体,计算其总重为11600kg。
气垫的优化设计
用SolidWorks软件中附带的Cosmos实体受力分析软件对各主要受力件进行受力分析。各零件经优化后,该强化的地方进行强化,该削弱的地方进行减重,使材料的利用率大大提高。优化后的总重为11000kg,在保证材料更合理应用的同时,为公司节省了上万元的制造成本。图2为气垫上活塞经Cosmos分析软件优化分析后的结果。

图1 液压气垫结构图
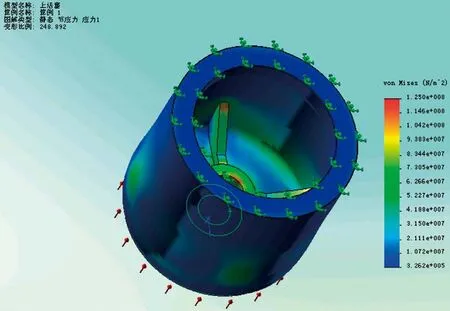
图2 气垫上活塞经Cosmos分析软件优化分析后的结果
气垫使用过程中结构的异常与改善措施
气垫在使用过程中出现下行缓慢,影响工艺流程。经研究发现,由于气垫是双缸结构,不能精确保证两个缸装配时配合公差一致,两侧导轨的间隙也无法保证一致,导致压力缸在液压推动下运行不一致,这样导致两个缸在自重作用下,下行动作迟缓,经研究决定增加气路辅助推动,帮助下行,整改方案图3所示。另外考虑现场出现问题后能及时了解动力缸内的压力,增加一路压力检测管路,接到地面以上,连接一块压力表,可实时显示缸内压力,方便监测。经整改试验后,出现的问题得到了有效解决。
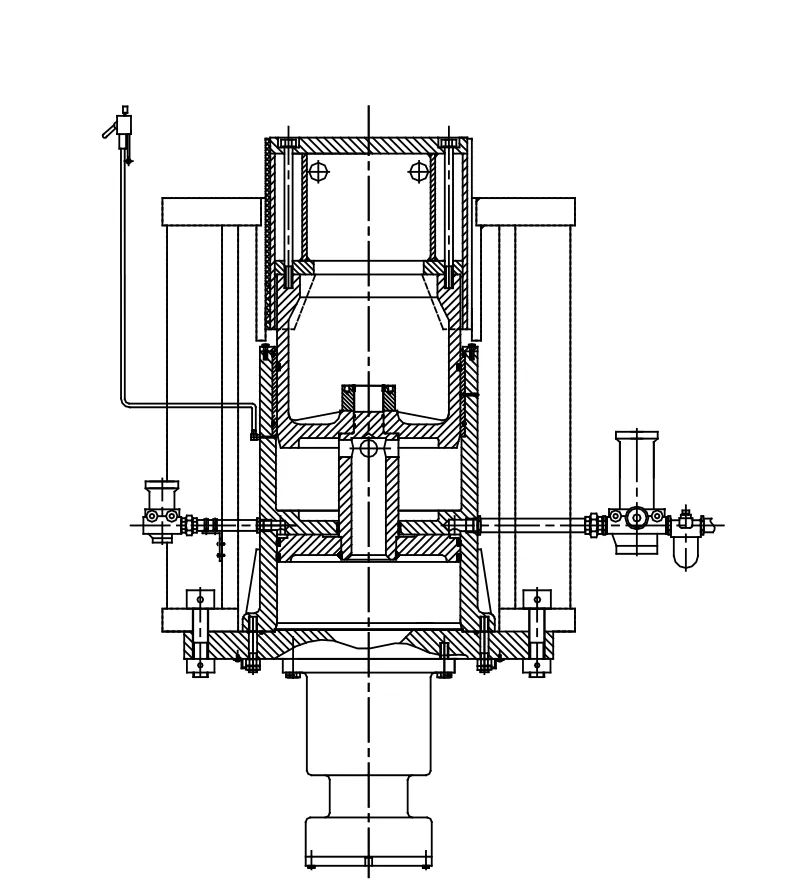
图3 气垫整改图
结束语
使用气垫时应注意:应尽量避免在偏心载荷下使用,避免气垫因承受偏心载荷而产生力矩导致压边力不同,出现制件壁厚不均,厚度公差超差,表面质量差以及突耳等缺陷,增加制件的废品率。
双点压力机由于台面较大,适合安装级进模以配合自动化送料系统,从而提高生产效率。但这必然会导致压力机处于偏载工作状态。因此压力机在设计的时候考虑到具备一定的抗偏载能力。在压力机的使用说明书中都注有压力机允许的最大偏心载荷数值,设计生产工艺时不得超过此数值。使用压力机时最大负荷为公称压力的70%~75%。设计生产工艺时需用调整制件工序,增加废料加工,余料切断等方法平衡负荷的分布。

孟微,工程师。主要从事冲压机床的设计研发,曾独立完成开式压力机新结构形式的设计,精压机整体结构的改进,多工位压力机的产品改进等。获得3项实用新型专利。
猜你喜欢
煤炭工程(2022年11期)2022-11-24
内燃机与动力装置(2022年4期)2022-09-30
小哥白尼(军事科学)(2022年2期)2022-05-25
发明与创新·中学生(2020年1期)2020-08-03
发明与创新(2020年2期)2020-01-06
油气田地面工程(2019年8期)2019-09-05
中国设备工程(2019年13期)2019-08-06
智能城市(2019年11期)2019-07-16
小资CHIC!ELEGANCE(2016年22期)2016-12-01
护理实践与研究(2016年14期)2016-10-28
