
基于PLC的打磨机器人电气系统设计
2017-12-06 05:30陈贵州
电子测试 2017年21期
陈贵州
(江苏省宿迁经贸高等职业技术学校,江苏宿迁,223600)
基于PLC的打磨机器人电气系统设计
陈贵州
(江苏省宿迁经贸高等职业技术学校,江苏宿迁,223600)
此次设计主要完成方形和圆形玻璃的打磨机器人控制系统设计,主要包括控制系统的主电路设计、控制电路设计、控制系统控制程序设计、组态界面的编程与组态以及光电编码器的选型与应用。本次设计一种基于PLC的玻璃打磨机器人控制系统。硬件方面:系统采用PLC为中心控制器,系统的操作控制、实时数据的采集和动作过程的监视、各种参数的显示和设定,由挂接在PLC上的人机界面来实现。软件方面:根据设计的思想进行了实现系统功能的梯形图的设计,并利用组态软件编程软件进行编程,它可以方便地在Windows环境下对PLC进行编程、调试、监控,且编程方便、快捷。
PLC;组态人机界面;光电编码器;高速计数器
0 引言
随着科学技术的发展,电气控制技术在各个领域中的到了越来越广泛的应用。此次控制系统的设计主要包括硬件设计和软件设计两个方面。硬件方面:系统采用PLC为中心控制器,系统的操作控制、实时数据的采集和动作过程的监视、各种参数的显示和设定,由挂接在PLC上的人机界面来实现。软件方面:根据设计的思想进行了实现系统功能的梯形图的设计,并利用组态编程软件进行编程,它可以方便地在Windows环境下对PLC进行编程、调试、监控,且编程方便、快捷。
1 系统硬件设计
1.1 总体结构及流程设计
系统的控制要求是实现方形和圆形玻璃的定尺寸打磨,即要求驱动流水线横向运动的电动机M1在达到设置尺寸后停止运动,光电编码器与横向运动电动机M1同轴连接,电动机的水平驱动位移与光电编码器的脉冲数输出成比例关系,光电编码器的输出与S7-200 CPU的高速计数器输入相连接,利用高速计数器实时计算光电编码器输出脉冲数,通过计算即可测量出横向运动的长度。组态实现长度宽度尺寸的设置和显示功能,人机界面将设置的相关参数传递给S7-200 CPU的寄存器,执行用户程序计算当前横向移动距离和设置值的关系,打磨机构根据限制尺寸实现打磨,待打磨完成后,电动机M3驱动打磨机构实现纵向位移,光电编码器测量纵向位移的尺寸,当设置尺寸和测量尺寸相等时,垂直电动机M2驱动打磨机构垂直位移,行程开关限制垂直电动机行程位置,打磨机构垂直运动达到设置行程后,完成一次完整的控制任务,控制系统再次驱动电机进行流水线横向运动。实现以上控制任务,控制系统应包括三大部分:主电路、控制部分和显示部分。因此可以设计出控制系统的结构流程图。系统结构流程图如图1所示。
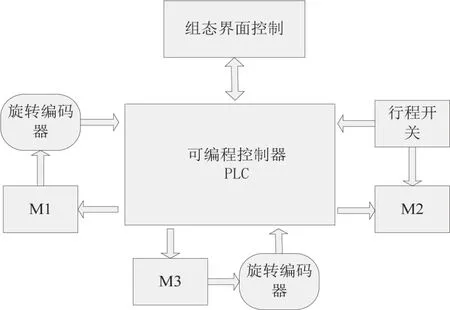
图1 系统结构流程图
根据控制要求和选型的器件,绘制系统主电路电路图2所示。
1.2 系统控制电路设计
控制系统的控制电路由PLC、光电编码器、按钮、接触器和行程开关组成。按钮包括启动按钮和急停按钮,用来实现设备的启动和停止。光电编码器和电机相连,光电编码器的A相与PLC高速计数器输入端相连接,利用高速计数器实现定长定宽打磨。PLC的输出部分为接触器线圈,控制电动机正反转运动。
根据系统控制要求,控制电路中输入部分包括:2个光电编码器输入、一个急停按钮输入和3个行程开关输入。输出部分包括:控制电动机启动停止的5个接触器和激光束开关的接触器。
根据系统控制要求,I/O点分配情况如表1所示。

表1 I/O分配表
控制系统的控制电路由PLC、组态、光电编码器、按钮、接触器和行程开关组成。组态界面用来显示当前设定长度和宽度数值,包括用户界面和相关操作提示以及启动、停止、参数设置按钮,可以满足系统启动、停止,实现长度和宽度等参数的设置。按钮包括急停按钮,用来实现设备的紧急停止。光电编码器和电机同轴相连,光电编码器的A相与PLC高速计数器输入端相连接,利用高速计数器设置值和当前值比较,相等时产生中断,表示达到设定的长度或宽度,启动激光束打磨玻璃板材,驱动电动机进行定长定宽打磨。PLC的输出部分为接触器线圈,控制横向电动机水平运动实现玻璃板材长度测量,驱动纵向电动机实现定宽运动,垂直电动机正反转实现打磨刀具向上和向下运动。PLC的硬件接线图如图3所示。

图2 系统主电路图

图3 PLC接线图
2 系统软件设计
2.1 控制系统主程序设计
针对本课题控制要求,设计的PLC控制系统,通过组态人机界面完成对玻璃长、宽等参数的设置,利用S7-200系列PLC对台车电机、升降电机、进刀电机的运动控制。设计控制系统主程序的流程图如图4所示。
为实现系统控制要求,完成控制任务,系统需要加入定时安全报警程序,即每一个动作启动时同时启动定时器,根据每个动作完成的时间设置定时器的定时时间,如果系统出现故障,定时时间到而未完成相应动作,停止后续动作,触发报警动作。
控制系统主要是为了完成玻璃定长定宽的打磨,主程序是控制电动机的设置长度和设置宽度的定尺寸打磨运动,主要完成下降、定宽、横向进给、定长打磨和上升运动。在常用的梯形图设计方法中有经验设计法和顺序功能图设计方法,在此次主程序设计中采用顺序功能图设计方法,全部用寄存器位来代表步具有概念清楚、编程规范、梯形图易于阅读和查错的优点。利用以转换为中心的顺序控制梯形图设计方法,按照步及转换条件设计出主程序的顺序功能图如图5所示。
2.2 高速计数器初始化程序
高速计数器指令有两条:高速计数器定义指令HDEF和高速计数器指令HSC。HDEF指令功能是为某个要使用的高速计数器选定一种工作模式。每个高速计数器在使用前,都要用HDEF指令来定义工作模式,并且只能用一次。它有两个输入端:HSC为要使用的高速计数器编号,数据类型为字节型,数据范围为0~5的常数,分别对应H~ H;MOCE为高速计数的工作模式,数据类型为字节型,数据范围为0~11的常数,分别对应12种工作模式。当准许输入使能EN有效时,为指定的高速计数器HSC定义工作模式MODE。 由于高速计数器的HDEF指令在进入RUN模式只能执行1次,为了减少程序运行时间优化程序结构,一般以子程序的形式进行初始化。

图4 控制系统主程序流程图
2.3 中断程序
控制系统要求对长度、宽度的定尺寸打磨,通过组态人机界面实现尺寸设定功能。利用高速计数器的输入端计数光电旋转编码器的输出脉冲,以此计算横向电机和纵向电机的进给尺寸,当达到设定值时高速计数器产生中断,驱动横向电动机和纵向电动机实现定长定宽打磨,复位高速计数器的当前值,设置高速计数器的控制字节,启动高速计数器。在控制系统中用到两个高速计数器,因此需要对两个高速计数器分别编写中断程序,HSC3中断程序INT-0,HSC5中断程序INT-1。

图5 控制系统主程序顺序功能图
3 组态界面设计
组态设备与S7-200系列PLC通过TD/CPU(RS485接口)电缆建立通信,默认TD设备的通信地址为1,S7-200的地址为2。同时S7-200通过电缆为TD设备提供直流24V电源。组态、组态C和TD400C还可以由独立的24V直流电源供电。根据控制要求,本着在满足控制功能的前提下降低成本的原则,选择S7-200 组态作为控制系统的人机界面。

图6 组态界面控制面板
4 结论
本设计系统性地认识和全面地掌握了PLC编程和调试技术,对梯形图、指令表、外部接线图及PLC设计原理有了更深的了解。通过对西门子PLC和高速计数器的编程,更加熟练的使用STEP 7 Micro/WIN编程软件,同时提高了利用顺序功能图和功能块图编程的能力,实现了完整的基于PLC的打磨机器人电气系统设计。
[1]廖常初.PLC编程及应用[M].北京:机械工业出版社,2008.1.
[2]徐铁.电气控制与PLC实训[M].北京:中国电力出版社,2011.12.
[3]向晓汉.西门子PLC高级应用实例精讲[M].北京:机械工业出版社,2010.
[4]王卫兵,高俊山等.可编程控制器原理及应用[M].2版.北京:机械工业出版社,2002.
[5]程子华.PLC原理与编程实例分析[M].北京:国防工业出版社,2007.
[6]方承远.工厂电气控制技术[M].北京:机械工业出版社,2000.
Design of electric system for grinding robot based on PLC
Chen Guizhou
(Suqian Economic Vocational And Technical College,Suqian Jiangsu,223600)
The design of robot control system design mainly completes the grinding of square and circular glass, including the main circuit design, control circuit design, control programming and configuration control system program design, configuration interface and photoelectric encoder selection and application of control system. The design of a glass grinding robot control system based on PLC. The hardware system uses PLC as the central controller, system operation control, various parameters of the real-time data acquisition and process monitoring, display and setting, by hanging on the PLC human-machine interface to achieve. Software: according to the design ideas for the design of ladder diagram to realize the function of the system, and programmed by software configuration software, it can be easily in the Windows environment for PLC programming, debugging, monitoring and programming, convenient and quick.
PLC; configuration man-machine interface; photoelectric encoder; high-speed counter
猜你喜欢
煤气与热力(2022年2期)2022-03-09
河北农机(2020年10期)2020-12-14
凿岩机械气动工具(2017年2期)2017-07-19
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
工业设计(2016年11期)2016-04-16
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10
中国铸造装备与技术(2015年5期)2015-12-10
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
