提高接箍锰系磷化质量的工艺研究
2017-12-08 02:11麻文昌宝鸡住金石油钢管有限公司陕西宝鸡721008
化工管理 2017年34期
麻文昌(宝鸡住金石油钢管有限公司, 陕西 宝鸡 721008)
提高接箍锰系磷化质量的工艺研究
麻文昌(宝鸡住金石油钢管有限公司, 陕西 宝鸡 721008)
通过对锰系磷化工艺的生产流程进行介绍,分析了影响磷化质量的主要因素,提出了解决的主要措施。在生产实际中,采用锰盐磷化工艺,可以得到厚且均匀的磷化膜,在接箍抗粘扣性能方面优势明显。
接箍;磷化膜;抗粘扣性
1 前言
石油套管接箍作为连接套管的必需品,在与套管在上卸扣拧接过程中,需要在接箍内螺纹表面进行磷化处理,以防止接箍内螺纹表面与套管外螺纹表面发生粘结现象。OCTG工厂为了保证得到质量优良的接箍磷化膜,自08年开始选用锰系磷化工艺,经过生产试验,磷化膜质量及其抗粘扣性能得到了保证。
2 接箍锰盐磷化工艺简介
OCTG工厂选用的接箍磷化处理工艺流程见表1。

表1 OCTG工厂接箍锰盐磷化工艺流程
3 影响接箍磷化质量的主要原因分析及对策
3.1 预处理对磷化质量的影响及对策
接箍半成品在经过车丝、湿磁检验后,螺纹表面会残留有一部分切削液以及少量的螺纹检验过程中存在的润滑油,由于清洗不干净而带入到磷化槽液中,造成磷化液的污染,此外,磷化槽液中的油污对测定总酸点、游离酸点的影响很大,容易造成测量误差,油污对磷化质量的影响见表2。
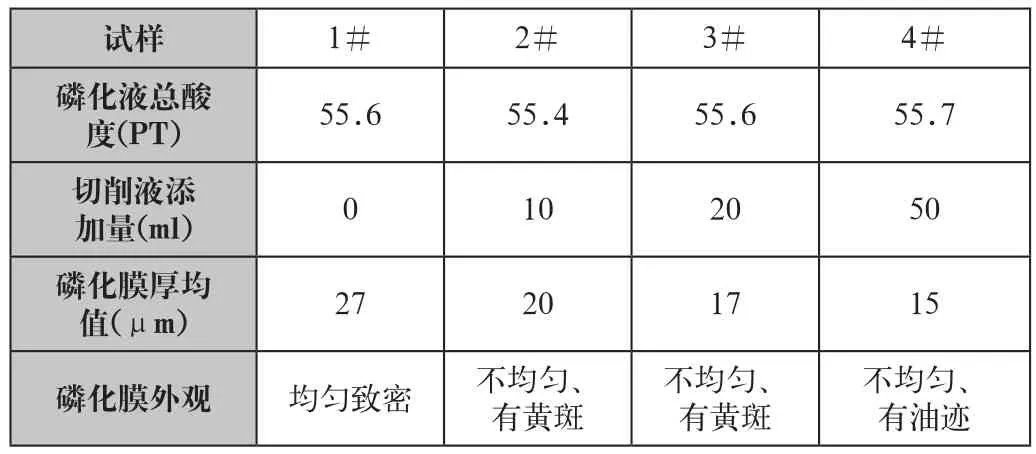
表2 切削液油污对磷化质量的影响
经过试验,提高预处理质量的措施为:在磷化工序前增设接箍清洗工位,对接箍螺纹表面残留的油污进行彻底清洗;在碱洗槽增设撇油设备,避免碱洗槽分离出的油污进入到下一个工序。
3.2 温度控制对磷化质量影响及对策
磷化温度是形成磷化膜的关键因素,温度的差异直接影响磷化膜的质量。温度越高,磷酸二氢盐的离解度大,成膜离子浓度相应较高,磷化速度快,磷化膜就越厚,有利于磷化膜的形成。温度越低,情况相反。一般情况下锰盐磷化温度建议为93℃以上,而温度控制在95~98℃时,锰盐磷化反应迅速,成膜组织最为细秘、均匀。温度对成膜质量的影响见表3。
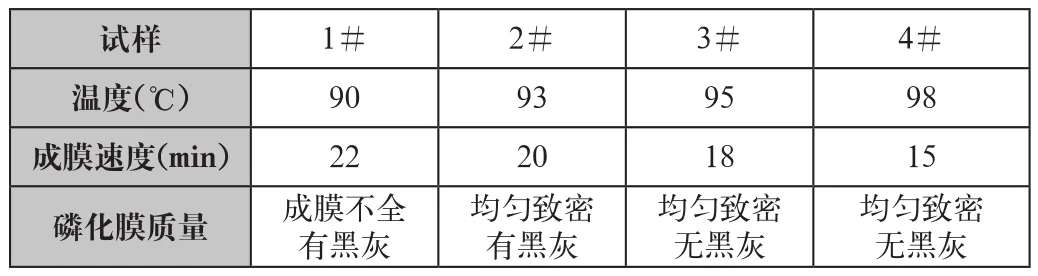
表3 温度对磷化质量的影响
磷化温度控制一直是OCTG工厂的一个难题,当新的一筐接箍进入到磷化槽后的最初几分钟,磷化槽液温度会迅速下降2℃,同时,原有加热器的热效率低,磷化槽液温度很难上到95℃以上。经过试验,选用新型加热器,使得磷化槽的温度得到了有效保障,温度控制对比见图1。

3.3 磷化液浓度控制对磷化质量影响及对策
(1)总酸度。总酸度是反映磷化液浓度的一项指标。控制总酸度的意义在于使磷化液中成膜离子浓度保持在必要的范围内。总酸度过高,磷化膜结晶粗糙,磷化膜孔隙增大,表面易产生浮灰,磷化沉渣增加。总酸度过低,磷化速度缓慢,磷化膜生成困难,膜不够致密,磷化膜薄,耐蚀性差。总酸度与磷化膜厚的关系图见图2。
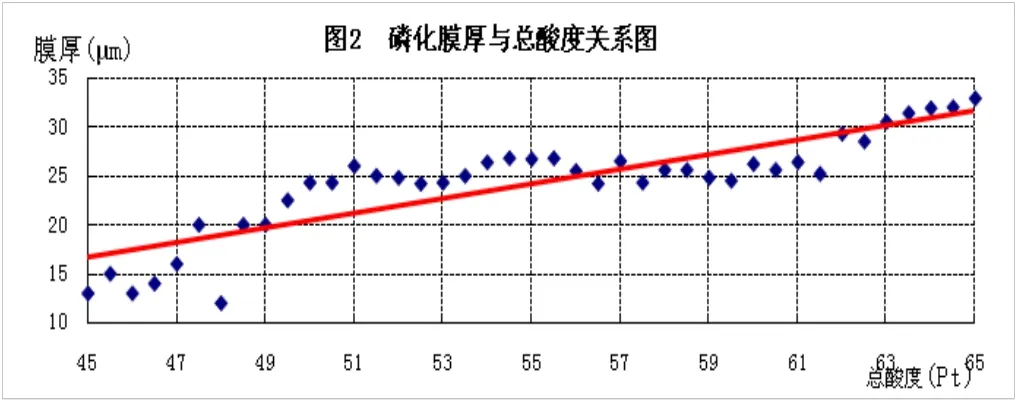
经过试验对比,工厂控制磷化槽液的总酸度控制范围为50 ~60(Pt), 目标值为55Pt。
(2)游离酸度:游离酸度反映磷化液中游离H+的含量。控制游离酸度的意义在于控制磷化液中磷酸二氢盐的离解度,把成膜离子浓度控制在一个必须的范围。游离酸度过高过低均会产生不良影响。游离酸度过高,成膜时间延长,磷化膜粗糙、多孔、疏松,易出现黄锈,沉渣多。游离酸度过低,槽液不稳定,不易成膜,磷化膜薄,接箍表面挂灰。经过试验,工厂控制游离酸度范围为:6.0~10Pt,磷化膜质量较好。
(3)酸比:酸比即指总酸度与游离酸度的比值。酸比越高,磷化膜越细、越薄,成膜速度快,磷化时间短,但是过高不容易成膜,产生白灰。酸比越小,磷化膜结晶粗大、疏松,成膜速度慢,磷化时间长。经过试验,工厂控制游离酸度范围为:7~10Pt,磷化膜质量较好。
(4)Fe2+离子浓度控制对磷化质量影响及对策
保持一定的Fe2+离子能提高磷化膜厚度,提高耐腐性,当Fe2+离子过高,磷化膜结晶粗大,易形成Fe3+离子而沉淀,防护性能低。过低,以不利于磷化膜生成。Fe2+离子与磷化膜厚的关系见图3。

根据试验结果,控制Fe2+离子浓度的控制范围为2~4.5g/L,当Fe2+离子浓度低于2 g/L时,在槽液中添加还原铁粉,根据生产量定期清理磷化成渣,确保Fe2+离子浓度不高于4.5 g/L 时。
(5)接箍原料对磷化质量影响及对策
接箍原料中镍含量对磷化成膜影响最大,OCTG工厂曾经有一批接箍原料的镍含量较高,磷化成膜困难,采取增加酸洗工序、提高磷化液浓度等措施,磷化膜有所提高,但是磷化膜颗粒不致密,磷化膜容易脱落,影响接箍拧接合格率。镍元素对磷化质量的影响见表4。

表4 接箍原料镍含量对磷化质量影响
针对镍含量对磷化膜质量的影响,工厂在以后的原料采购中,对镍含量提出了具体要求,要求原料中镍含量低于0.1%,解决了高镍含量造成的磷化成膜困难问题。
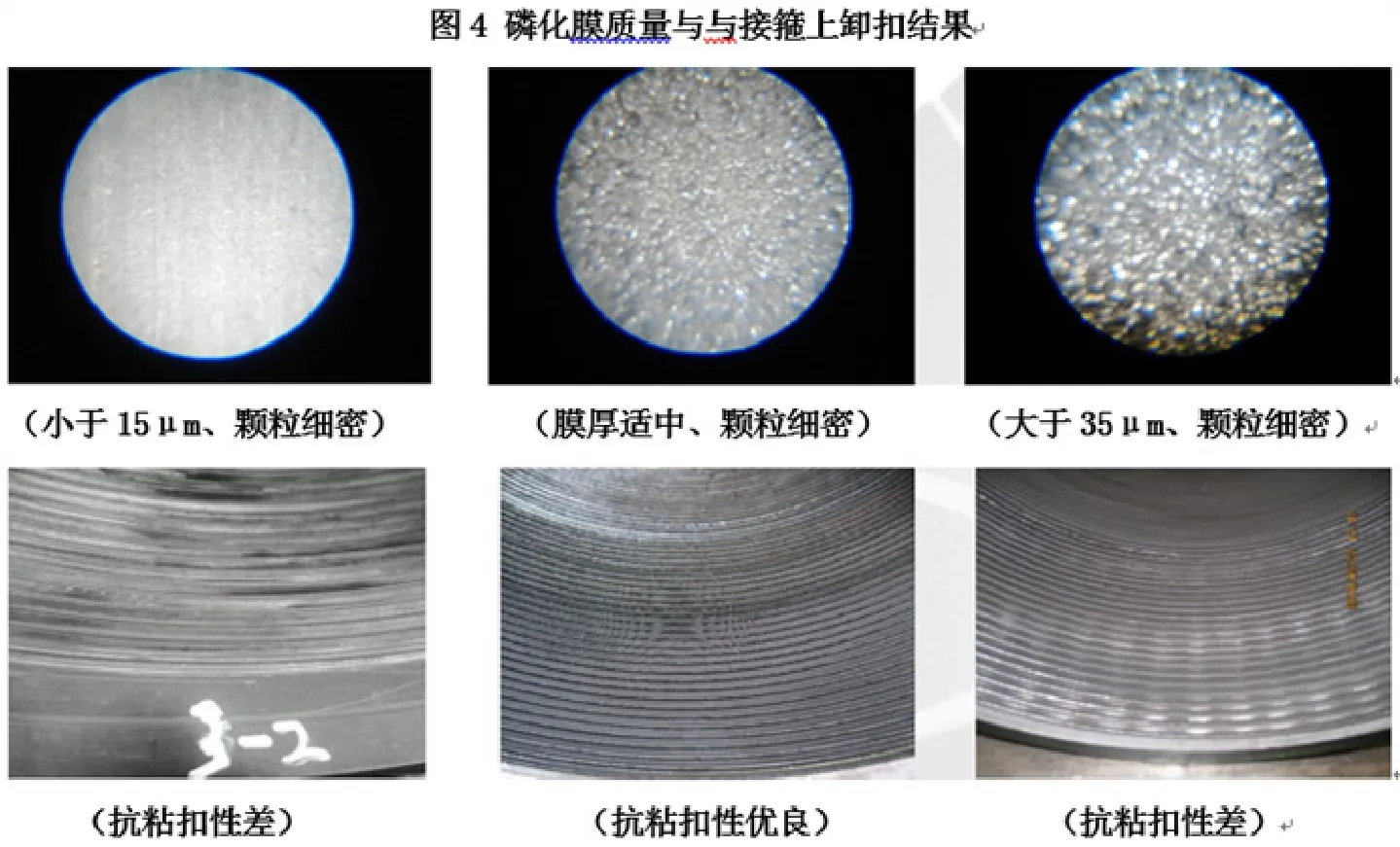
接箍上卸扣对磷化膜质量的验证评价
经过上卸扣试验对比,薄而细、厚而粗的磷化膜都不利于上卸扣。经过不断地摸索试验,OCTG工厂结合设备状态,总结了一套专用的的锰系磷化工工艺控制参数,按此方法生产的接箍磷化膜,在接箍上卸扣时磷化膜的抗粘扣性能较为优良,见图4。
4 结语
就锰系磷化工艺而言,影响磷化膜质量的因素种类较多,需要根据实际生产情况对各个因素参数进行调整,针对不同原料制定不同的磷化工艺参数,以便于生产出优良的接箍磷化膜。
OCTG工厂经过长期对锰盐磷化质量跟踪研究,并优化磷化工艺参数,经过上卸扣试验评价,逐步确定了适用于工厂设备的磷化控制工艺参数,接箍磷化质量得到了保证,同时也提高了接箍拧紧合格率。
[1]胡梦珍.金属的磷化处理[M].机械工业出版社.
麻文昌(1976- ),男,助理工程师,主要从事石油套管的加工工艺技术工作。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
电镀与精饰(2022年3期)2022-03-14
现代农业科技(2022年1期)2022-01-17
核科学与工程(2021年4期)2022-01-12
云南化工(2020年11期)2021-01-14
表面工程与再制造(2019年6期)2019-08-24
钻井液与完井液(2018年5期)2018-02-13
河北地质(2017年2期)2017-08-16
中国乳品工业(2015年12期)2015-12-16
新疆钢铁(2015年3期)2015-11-08