钢结构焊接变形原因及控制措施
2017-12-20 22:48李保平
科学与财富 2017年29期
摘要:在建筑行业中随着钢结构的广泛使用,其在焊接过程中产生的焊接变形主要有纵向横向收缩变形、挠曲变形、角变形等,本文通过对钢结构焊接变形原因的分析,在设计和施工过程中采取相应的措施来减少焊接变形,从而提高工程结构质量。
关键词:钢结构;焊接变形;控制措施
在建筑行业中采用的连接方式主要有焊接、铆接、螺栓连接。其中采用焊接方式,操作简单,节省钢材,适应力强,可适合各种构件,因而焊接方式成为最常用的钢结构链接方式。
一、焊接变形类型及其原因
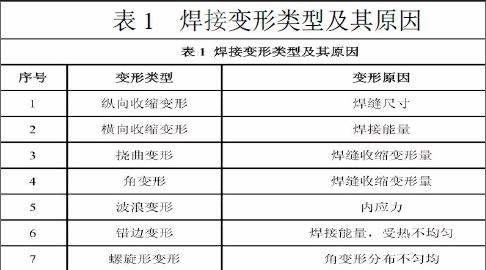
焊接过程其实是高温加热过程,钢结构在高温时其金属受热膨胀,从而产生塑性变形,而在冷却时,金属开始进行收缩,但是由于其受到周围金属的阻挠,而无法进行完全的自由收缩,因而产生焊接变形。焊接变形分成六类,主要有纵横向收缩变形、挠曲变形、波浪变形等。
1.1 纵横向收缩变形
由于焊缝的变化、焊缝尺寸的大小等原因,在轴向方向出现的收缩变形,我们称之为纵向收缩变形;而由于金属在高温区受热膨胀,但是受到周围低温金属的阻碍而在与焊缝垂直的方向上出现的收缩变形则称之为横向收缩变形。
1.2 挠曲变形
在焊接过程中,由于焊缝两侧的收缩变形量的不同,或者是由于焊缝的一边产生了收缩变形而焊缝的另一边未产生收缩变形,而形成挠曲变形。
1.3 角变形
由于在焊接过程中沿着板厚方向产生的焊缝收缩变形量的不同而造成焊接后的构件平面绕焊缝产生一定的角度,我们称之为角变形。
1.4 波浪变形
由于内应力的作用,焊接后的构件失稳,其形状为波浪状,我们称为波浪变形。
1.5 错边变形
由于焊接的钢结构的两侧在焊接过程中受热不均匀,而造成焊件在高度和长度两个维度上产生了错位,我们称为错位变形。
1.6 螺旋形变形
螺旋形变形主要是由于焊缝的角变形在长度方向上分布的不均匀性,或者纵向的错边变形而造成的。
综上所述,根据焊接变形类型及原因,我们总结如下,其中变形原因主要有焊缝尺寸、焊缝能量、焊缝收缩变形量等。
二、减少焊接变形的几种措施
根据焊接变形的类型及其产生原因,本文主要从设计和施工两个方面来采取相应的控制措施减少焊接变形。
2.1 如何在设计中减少焊接变形
主要通过在设计中通过焊缝尺寸大小、焊缝数量、焊接位置等来来减少焊接变形。
(1)控制焊缝数量和尺寸
根据钢结构设计理论,钢结构的输入热量会随着焊缝数量的增多、焊缝尺寸的增大而增加,因而随着输入热量的增加会引起相应的焊接变形。所以设计人员在设计中需要合理选择焊缝数量和尺寸。
(2)选择合理的焊接方式
根据相应的设计理论和焊接基础知识,在设计中选择合理的破口形状和破口尺寸,可减少焊缝的截面面积,因而可减少一定的焊接变形。
(3)选择合理的焊接操作方式
在焊接过程中,将焊缝的焊接位置不处于仰面,既可以使焊接操作更加方便、简单,保持焊接质量不受影响,又可以避免产生相应的焊接变形。
2.2 如何在施工中的控制焊接变形
通过在焊接过程中选择科学合理的焊接工艺,可控制在施工过程中产生相应的焊接变形。在施工过程控制焊接变形主要有三类,分别为施工过程的预防措施、焊后变形矫正措施以及相应的施工管理措施。
2.2.1 预防措施
预防措施主要四类,分别为反变形法、刚性固定法、合理的焊接方法和规范、合理的焊接装配顺序等。
(1)反变形法
反变形法就是在实施焊接工作之前,操作人员通过确定焊接变形的大小和方向使焊接后的构件可以满足设计要求。比如通过施加相反的作用力(采用夹具)与焊接变形相抵消从而来防止焊接变形。
(2)剛性固定法
反变形法是通过施加相反的作用来抵消焊接变形的,而刚性固定法是通过在相反方向上增加焊件的刚度(采用夹具或者点焊方式)来限制焊接变形的,当没有采用反变形法时,可采用刚性固定法。
(3)焊接方法和规范
根据焊接方法和规范,在施工过程中选择合理科学的焊接方法和相应的规范可以有效地减少焊接变形。比如采用传统的手工电弧焊会产生焊接变形,如果用CO2焊接法代替,则可以大大减少焊接变形;或者采用间断焊接法。
(4)装配焊接顺序
在众多的装配焊接顺序中,通过选择科学合理的装配焊接顺序,可以在施工过程中使焊接变形相互抵消,从而可有效减少相应的焊接变形。
2.2.2 焊后矫正变形措施
焊后矫正变形措施有两类,主要为机械矫正法和火焰矫正法。
(1)机械矫正法
机械矫正法,顾名思义就是通过借用外力,从而产生与焊接变形方向相反的变形,可抵消原来产生的焊接变形,以此来减少焊接变形。比如在施工中焊接方式的选择——对称焊接方式,当焊缝不对称时,我们可以先焊接焊缝较少的一边,然后根据对称原理,再焊接另一边。
(2)火焰矫正法
火焰矫正法就是在焊接变形相反的方向上利用火焰产生相应的压缩变形,这样的操作能够使金属在冷却后进行收缩,从而可进行变形矫正。火焰矫正法根据利用跟踪水冷的方式可分为正冷、背冷和空冷三种方式,其中在火焰加热的正面采用跟踪水冷方法称为正冷;而在加热背面采用跟踪水冷则为背冷;在加热过程中不采用跟踪水冷则为空冷。
2.3 加强施工管理,提高焊接水平
对于焊接工作人员加强培训,加强学习焊接理论知识,加强实践操作,从理论和实践两方面提高焊接工作人员能力,从而减少焊接变形。
(1)增加培训课
通过增加培训,加强焊接工作人员的基础知识,提高技术水平。
(2)持证上岗
通过一定的理论学习和实践操作,取得相关资格证书,工作人员持证上岗。
(3)加强施工管理措施
通过制定相关管理措施,提高施工过程中工程质量,从理论到实践全方位减少焊接变形。
三、总结
在钢结构中,焊接变形主要有纵横向收缩变形、挠曲变形、波浪变形等,其原因主要有焊缝尺寸、焊缝能量、焊缝收缩变形量等。通过在设计过程中对焊缝数量、尺寸、焊接方式等的合理选择;在施工过程中,采取相应的控制措施进行预防和焊后矫正,同时加强施工管理,可有效控制焊接变形,从而使工程质量得到一定的保证。
参考文献:
[1]薛晓林.钢结构焊接变形控制措施研究[J].硅谷,2014(1): 119+121.
[2]靳松梅.探究钢结构焊接变形的成因与控制措施[J].科技创新导报,2012(8):88.
[3]张轶.浅谈建筑钢结构焊接变形的控制措施[J].建材与装饰, 2017(8):215.
作者信息;李保平 性别 男 出生年月 1981.03 籍贯 河南濮阳人 职称 讲师 学历 硕士研究生 单位 泸州职业技术学院 研究方向 建筑施工endprint
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
山东冶金(2022年1期)2022-04-19
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年22期)2022-01-18
大众投资指南(2021年35期)2021-02-16
建筑建材装饰(2016年8期)2016-12-29
中国高新技术企业(2016年30期)2016-12-20
中国房地产业(2016年2期)2016-03-01
中国工程咨询(2012年12期)2012-02-13