预干燥系统一氧化碳分析测量的应用及改进
2017-12-20 06:14卢涛
科学与财富 2017年29期
卢涛

摘要:本文针对原料煤预干燥系统中袋式过滤器后一氧化碳含量的分析测量,比较分析不同种类一氧化碳分析仪表使用情况,结合实际对测量系统进行了优化创新,配套设计和使用了PLC测量程序,实现了不同系列一氧化碳数据使用一套分析仪表的测量。
关键词:预干燥;袋式过滤器;一氧化碳;分析
我公司原料煤预干燥系统,供有三个单元,每个单元有五条生产线,每条生产线包含一台袋式过滤器,为满足安全生产操作要求,需监测袋式过滤器后一氧化碳含量,在袋式过滤器出口管线上配有一氧化碳分析仪表。
1 一氧化碳分析仪使用现状
目前公司在用的一氧化碳分析仪有两种,测量原理相同,都是基于一氧化碳對红外光普吸收原理的红外气体分析仪,区别之处是采样方式不同。
一种为原位安装(in-situ)分析仪(如图1),在用两台,主要技术数据:供电电源220VCA 75VA,量程0-500ppm,精度±1%F.S,响应时间5-360sec,环境温度:-20℃--50℃,防护等级IP65。优点是可以在“含尘、含湿”环境中测量;故障率低,在保证吹扫气源品质并做好定期检查情况下,基本可以实现免维护;测量准确,响应快,原位安装,单台分析仪对应单独测量工况,有益于过程参数控制优化。不足之处是单台分析仪无法做到多点巡测,对目前测量需求而言经济性略差。
一种为带预处理系统的抽取式分析仪(如图2),在用三台,主要技术数据:供电电源220VCA 70VA;量程0-500ppm;精度±1%F.S;响应时间(90%F.S响应)3个以上组分测量30秒以内;环境温度:-10℃--50℃;样气流速 1l/min±0.5l/min;样气温度0℃--50℃;样气压力10kPa或更低(气体出口与大气相连);样气含尘100μg/Nm3之内,颗粒大小0.3μm之内;样气湿度 室温下未饱和(不允许结露)。优点是可利用预处理系统实现单台分析仪多点巡测,经济性较好;不足之处是带预处理系统的抽取式分析需取样管线,且由于工艺气中含一定水分,需伴热、保温,维护工作量较大;由于存在采样气体管路抽取时间,测量响应稍慢。
2 一氧化碳分析仪测量技术改进背景
公司曾使用过的某进口品牌一氧化碳分析仪,备件提供、技术服务等因故一度终止,导致分析仪投用率逐步降低、退出使用,急需解决。
目前在用的两种分析仪均能满足测量要求,单独就测量、维护工作量而言原位安装式较好,但一次性全部更新,费用较高。根据实际,利用现有三台带预处理系统的抽取式分析仪改造取样方式,实现对应三个单元各生产线各测量点的巡测,既能满足测量分析及工艺运行要求,又可以节约大量采购资金。
3 一氧化碳分析仪预处理系统技术改进实施
3.1 预处理改造
将原来1路取样管线改为5路取样管线,在每1路取样管线上增加1台电磁阀,通过周期性的循环控制电磁阀的通断来控制气路依次进入分析仪表内,实现循环测量,如图3。
3.2 预处理控制逻辑说明
每台分析仪表包含5个流路,这5个流路预处理系统的切换及采样时间由PLC程序控制去实现,通过PLC循环控制5个电磁阀的开关来完成。每个流路的采样测量时间可用PLC中的定时器功能块设定,并且可调整。设计的PLC控制逻辑程序包含一氧化碳采样系统的启动和停止,以及5个流路的选择,并在上位机画面上相应设置1个启动按钮、1个停止按钮和5个选择按钮。
预处理采样系统的控制过程分述如下。
(1)预处理采样程序的启动。首先在上位机画面用选择按钮对可以投用的流路进行选择,然后按下启动按钮,被选择的流路采样电磁阀根据程序设定的步序和时间进行相应动作,分析仪表开始采样,被选择的流路将根据控制程序进行循环采样,未被选则的流路则不参与采样也不参与循环。
(2)预处理采样程序的停止。在上位机画面上按下停止按钮,PLC程序将自动关闭5个流路的采样电磁阀,分析仪表将停止采样。
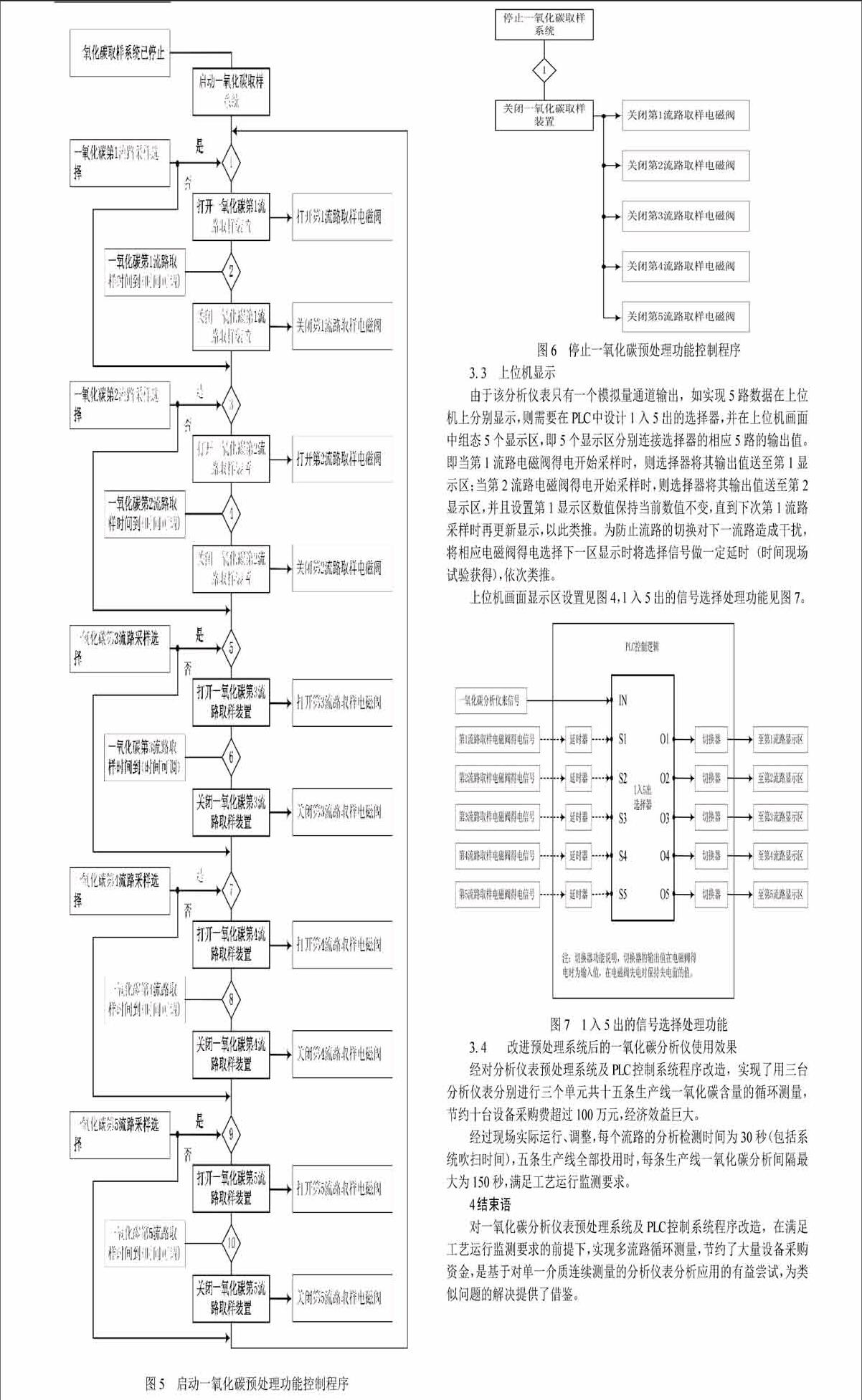
预处理系统启停操作及流路选择画面如图4所示,启动和停止功能控制程序如图5和图6所示。
3.3 上位机显示
由于该分析仪表只有一个模拟量通道输出,如实现5路数据在上位机上分别显示,则需要在PLC中设计1入5出的选择器,并在上位机画面中组态5个显示区,即5个显示区分别连接选择器的相应5路的输出值。即当第1流路电磁阀得电开始采样时,则选择器将其输出值送至第1显示区;当第2流路电磁阀得电开始采样时,则选择器将其输出值送至第2显示区,并且设置第1显示区数值保持当前数值不变,直到下次第1流路采样时再更新显示,以此类推。为防止流路的切换对下一流路造成干扰,将相应电磁阀得电选择下一区显示时将选择信号做一定延时(时间现场试验获得),依次类推。
上位机画面显示区设置见图4,1入5出的信号选择处理功能见图7。
3.4 改进预处理系统后的一氧化碳分析仪使用效果
经对分析仪表预处理系统及PLC控制系统程序改造,实现了用三台分析仪表分别进行三个单元共十五条生产线一氧化碳含量的循环测量,节约十台设备采购费超过100万元,经济效益巨大。
经过现场实际运行、调整,每个流路的分析检测时间为30秒(包括系统吹扫时间),五条生产线全部投用时,每条生产线一氧化碳分析间隔最大为150秒,满足工艺运行监测要求。
4 结束语
对一氧化碳分析仪表预处理系统及PLC控制系统程序改造,在满足工艺运行监测要求的前提下,实现多流路循环测量,节约了大量设备采购资金,是基于对单一介质连续测量的分析仪表分析应用的有益尝试,为类似问题的解决提供了借鉴。endprint
猜你喜欢
小星星·阅读100分(低年级)(2023年9期)2023-10-28
民用飞机设计与研究(2020年4期)2021-01-21
电子制作(2018年18期)2018-11-14
山东工业技术(2016年15期)2016-12-01
中国中医药现代远程教育(2014年11期)2014-08-08
压缩机技术(2014年3期)2014-02-28
终身教育研究(2014年5期)2014-02-28
河南科技(2014年12期)2014-02-27
河北医科大学学报(2011年8期)2011-03-25
祝您健康(1989年1期)1989-12-30