
高频响阀的几种特性在液压机中的典型应用
2017-12-24 17:30陈晓农浦旭辉
锻压装备与制造技术 2017年5期
陈晓农,浦旭辉
(合肥合锻智能制造股份有限公司,安徽 合肥 230601)
高频响阀的几种特性在液压机中的典型应用
陈晓农,浦旭辉
(合肥合锻智能制造股份有限公司,安徽 合肥 230601)
针对液压机领域的几种典型的高精控制工况,结合高频响阀的液态特征及电控原理,较全面地分析了高频响阀在复杂工况、恶劣环境下的实际使用情况,分析、总结了高频响阀在液压机领域的适用工艺范围。分别阐述了高频响阀在各类机型实际应用的优缺点,为进一步系统优化提供实践参考。
液压机;高频响阀;闭环同步控制;超微速;时变系统
近年来,随着国内航空航天、轨道交通制造业的飞速发展,对产品零件的加工质量和生产效率的要求也大幅提升,与之配套的液压机的加工精度要求也越来越高。高频响阀以其响应频率高、响应速度快、控制精确等优点,在液压机行业中成为不可或缺的重要元件。
本文通过几种典型的高精控制工况的液压机案例,从液压系统分析、优化控制着手,结合现代控制策略与计算机技术等手段,综合解决复杂工艺、工况下的产品质量要求。通过实践证明,针对特定工况需求开发的液控系统及优化的电控算法,能有效提高常规设备的制造精度,显著扩大液压机的有效使用范围。
1 大惯量元件高频控制系统
通常,大惯量元件的运动部件质量大、快速充液量达数千升每分钟,工作压力都在32MPa以上。以往对大惯量元件的非线性、时变系统的速度调节和加速度控制皆难以实现。由于受参数变化和大时变负载的干扰,不可能用精确的数学模型来表达,也无法通过液压仿真软件进行模拟预测分析[1]。目前,不仅对大惯量元件的速度、加速度可以实现无级调节控制,还可以根据不同工艺要求实现拟合曲线模拟运动。其典型代表类型为快速锻造液压机。
大吨位快速锻造液压机主要用于飞机起落架及大型船舶发动机主轴的热粗、精镦工艺,一般加工长度为4000mm~5000mm、直径约800mm~2000mm,其重量可达50多t。由于温度变化对工件的质量影响较大,所以要求在高频工作节拍下,完成高温毛坯件低速镦粗和高速校形以达到净尺寸要求,其控制难点在于压制频率和往复精度。其运动部件质量多达100多t,每分钟锻造次数120次左右,行程25mm,下压量5mm,控制精度在±1mm以内,而且要求主机及系统工作平稳。
以我公司生产的YH14-3500型液压机为例,该设备为典型的三缸双柱下拉式锻造液压机。其运动部件总重约55t,主吨位为35MN,由1个35MN的立式液压缸实现全吨位力。在固定梁两侧各安装一个回程缸,用以实现活动横梁的高速回程,其简要液压系统框图如图1所示。
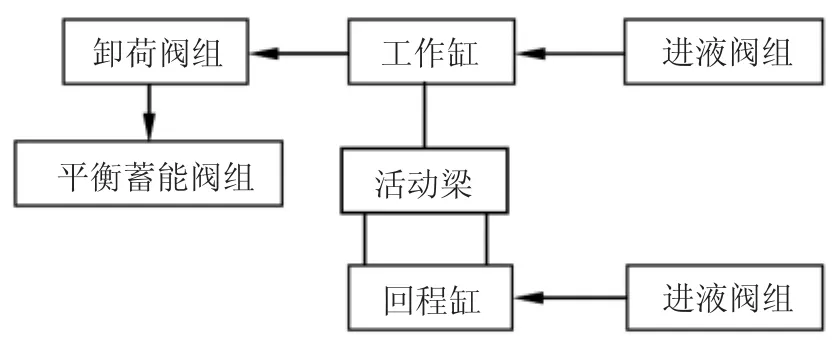
图1 YH14-3500液压系统框图
该液压系统将进油和排油分开控制,采用独立的控制阀组进行初分控制。各阀组皆为三级快速插装阀组,卸荷阀组更增加了阻尼阀组,实现阀组开启曲线为先慢后快再慢的控制模式,使主阀启闭过程更加平缓。各主阀组的先导阀均为高频响阀,切换频率可高达250次/分钟,该系统选用的高频响阀为力士乐4WRPEH6C4B1 2L-2X/G24KO/A1M型。在回程过程中,在尽可能短的时间里释放高压液体的能量,即在高压时卸压速率小,低压时卸压速率大,从而使卸压过程快而平稳,不产生大的冲击和声噪。
对于快速锻造液压机来说,快速性和平稳性是相互排斥的两个特性,加之液压系统的固有响应时差,运动部件出现滞后或超调都是不可避免的。控制策略是解决这一矛盾的关键,也是整个设备流畅运行的主因。由于快锻液压机的类正弦运动特点,其控制原理采用三段式控制模式,其简要控制原理如图2所示。

图2 YH14-3500控制原理框图
该控制系统为预测型三段式控制模式,三级快速插装阀组实行分段控制策略(包括直线段、曲线段),不同阶段实施不同控制策略。在大位移范围内采用开关量控制,在趋向目标点时采用速度控制,在接近目标点采用位置控制。目标控制点由先前系统采集的输入和输出值加上设定的未来输入,系统模糊预测系统下一步输出量来决定。虽然无法完全实现正弦控制,但运动曲线得到了拟合优化。进一步趋向类正弦曲线,修正正弦波的波峰、波谷的光滑度,以实现类正弦运动,从而使运动部件的锻造柔性显著提高。此类控制系统主要利用了高频响的响应频率高的典型案例。
2 单执行元件超微速系统
在超微速锻造时,根据不同压制阶段可分为超微速、恒应变速率和变应变速率三种速度控制模式阶段。从微观机理分析,超塑性变形是以晶界滑移为主,微缩蠕变和扩散蠕变只起到协调的辅助作用。这就要求在超微速阶段,位移量最高要达到微米级[2]。与以往的等速运动相比,压制精度提高了2个量级。同时,要保证速度和力的“双”闭环控制。目前,不仅可以实现超微速控制,而且还可以按照规定曲线进行恒应变速率运动控制,其典型代表类型为等温锻造液压机。
等温锻造液压机主要应用于钛基合金及高温合金等难变形材料的净成形工艺,一般加工直径在600mm~1800mm左右的盘类或叶片类零件。由于大多数难成形材料在常温状态下可塑性较差(变形抗力大),需将加工坯料和模具加热到“几近”温度。为了避免“激冷”效应的出现,在长达1h以上的保温、保压状态下,温差变化需控制在加工温区的95%~105%以内,以实现超塑性变形对应变速率1×10-4/s~0.1/s的要求。由于偏载和超塑性材料高温下的时变抗力,对达到恒应变速率较为困难。只有在这种相对较苛刻的状况下,才可获得均匀的等轴细晶形态。
以我公司生产的YH10-4000型液压机为例,该设备为双缸四调平下压式模锻液压机。主吨位为40MN,由两个20MN的立式液压缸实现全吨位力。在活动横梁的四个角,各安装一个小吨位的调平油缸,四个调平油缸与主缸控制阀路联控,可实现超微速系统控制,其简要系统框图如图3所示。

图3 YH10-4000液压系统简图
该液压系统采用四缸调平和中间缸施压模式,活动横梁四个顶点的双出调平缸必须两两同步控制,分别保证一条对角线的水平度。从而保证该活动横梁平面内的中心对称相交的两条直线保持水平[3]。以高频响阀组控制输出流量的稳定性,阀组安装有压力补偿器,实现闭环反馈,在进出油口之间建立稳定的压差。主油缸的下腔排油速度,在超低速的位移量下,既要防止滑块出现爬行现象,更不能出现回弹或反复加压现象。该系统选用的高频响阀型号为穆格N-DSHRE50BXB1AB04X/EP型。在回程缸油路上设有一个比例减压阀,使回程缸保证一个恒定的背压,保持低速的稳定性、均匀性。
对于等温锻液压机来说,超微速运动和稳定压制力是必须同时具备的关键参数。在压制的不同变形阶段有不同的最佳变形速度,初始阶段用较大的变形速率进行锻造。然后,再以小应变速率锻造,最后从毛坯的充填需要和材料的反弹角度考虑进行超微速保压。保压阶段必须达到恒应变速率控制,恒应变速率的实现是力闭环和位移闭环的复合控制。由于等温锻的超微速运动特点,其控制原理采用恒应变速率控制原理,简要控制原理图如图4所示。

图4 超微速控制原理
该控制系统为“双主动”控制模式,活动横梁的行程和工件被压制高度实行双向同步检测。在超微速控制过程中,随着压制时间的增加,工件被压制高度的瞬时值(HiI)也越来越小,而应变速率因子ε始终保持恒定。整个运动过程呈现微速下行,下行速度不断减小,最终趋于零,但不会负增长。按照应变速率变形特点,要求晶体间位错要有充分的时间,通过攀移等方式进行重新排列,让晶界滑移也得到充分发挥。位移量主要以下行为主控制,从而确保高温合金在飞边填充和回弹填充更加饱和,此类控制系统主要利用了高频响的双向同步响应速度快的典型案例。
3 多执行元件调平系统
多执行元件机构由于其执行元件较多,一般都是4个元件以上,某些特殊场合可多达10个以上。若对各元件单独进行高精的同步控制,实现难度较大。传统的控制策略是采用同步阀或分流-集流阀进行控制,由于二者皆为主动进油粗分方法,存在同步误差大、不能自我修正等缺点[4]。近年来,以“同等方式”控制多执行元件的闭环控制模式可以精确实现单点或多点同步控制,精度范围可控制在0.1mm/m以内。目前,在大部分有高精度调平要求的多缸工况下,“同等方式”闭环控制模式替代了以往“主从方式”开环控制模式。其典型代表类型为汽车纵梁液压机。
大型汽车纵梁液压机主要应用于超长重型卡车纵梁的成形工艺,一般加工纵梁长度为8m~9m,某些特殊情况下可达到12m左右。通常情况下,在冷态下将10mm~20mm左右厚钢板压制成U型截面的长梁,其主要控制难点在于U型底部校平阶段。此阶段不但要求均匀加载全吨位公称力,而且还要保证被加工件的平整度。由于被加工件自身长度较长、受力中心点偏差、板材厚度的不均匀等特点,导致整个工件各处力矩的差异。同时,需要实现控制精度0.1mm/m以内,而且要求一次成形,无法进行二次校正。
以我公司生产的YH29-6400型液压机为例,活动横梁总长为12.8m,主吨位为64MN,由8个8MN立式液压缸实现全吨位公称力。同时,该设备具有二级偏载施压功能。8个立式液压缸依次从左向右组合施压,可分别实现32000kN和48000kN的公称力,偏载精度实测数据分别为:64000kN时实测数据为0.1mm/m,48000kN时实测数据为0.15mm/m,32000kN时实测数据为0.18mm/m,其简要控制系统框图如图5所示。

图5 YH29-6400液压系统框图
该系统具备多路组合施压功能,对各缸进行串、并联组合分配,保持各缸进油比例分流控制,以实现开关量和微量的双重调节功能。当全吨位施压时,由于8个上腔进油的油液压缩量各不同,必须对各腔进行比例节流控制。同时,需要对调平缸的进油量和排油量,进行二次比例闭环微调控制。该系统选用的高频响阀为阿托斯DPZO-LES-PS-271-S5/EBC型。当活动横梁未接触工件时,进行大流量分流控制。当接近预设点时,采用下腔比例节流模式,以主、从控制元件“等同”模式强制活动横梁的位移量相等。当接触工件后,采用进、排油双闭环控制,确保底部校形顺滑、平整。
对于纵梁液压机来说,U型底部校形阶段是整个控制的关键。部分带冲孔功能的机型,对缓冲机构的同步性能要求更高。电气控制方法决定系统的平稳性,也是液压功能实施的关键。多执行元件的调平系统对运动部件平行度的要求高,宜采用“同等方式”的闭环控制原理,其简要电气控制原理如图6所示。

图6 多执行元件调平控制原理
该控制系统包括检测机构、执行机构和控制机构,将高频响阀、数字式液压泵和调平控制系统形成执行机构。控制机构由左、右调平油缸及控制阀路组成,旨在连通调平缸下腔的高频响阀与检测机构(高精位移量检测传感器)形成的位移差值,通过数字式液压泵进行进油微调和高频响阀节流微控形成闭环运算。通过PID控制器进行高频数值分析,实现瞬时纠偏处理,使汽车纵梁液压机的同步精度有了进一步提高。此类控制系统主要利用了高频响阀的超微调量的典型案例。
4 结论
本文通过对三种典型的液压机高精度控制工况的综合分析,针对不同类型的工况设计了不同控制系统,并根据不同控制系统分别提出了高适应性电控策略,获得了较好的控制效果。使设备的稳定性、快速性和高精性能都有显著提高,为今后类似产品以及复合类型液压机设计,提供了一定的实际参考依据。
[1] 陈柏金,高俊峰,等.自由锻造液压机控制策略[J].机械工程学报,2008,44(10):304-305.
[2] 郭 灵,王淑云,林 海.先进航空材料及构件锻压成形技术[M].北京:国防工业出版社,2011.
[3] 中国机械工程学会塑性工程学会.锻压手册[M].北京:机械工业出版社,2007.
[4] 郭晓松,祁 帅,等.基于同等方式控制的双缸同步液压系统仿真[J].机床与液压,2009,37(3):149-150.
Typical application of high-response control valve in high precision control conditionsof hydraulic press
CHEN Xiaonong,PU Xuhui
(Hefei Metalforming Intelligent Manufacturing Co.,Ltd.,Hefei 230601,Anhui China)
Aiming at the several typical high precision control conditions in the field of hydraulic press,in combination of the liquid characteristics and electric control principle of high-response control valves,the actual application status of high-response control valveunder the complex working conditions and the harsh environment has been comprehensively analyzed.The suitable application range of high-response control valve in the hydraulic press has been analyzed and summarized.The advantages and disadvantages of the high-response control valve in each kind of press during actual operation have been expounded separately,which provides practical reference for further system optimization.
High-response control valve;Closed loop synchronous control;Micro speed;Time varying system
TG315.4
A
10.16316/j.issn.1672-0121.2017.05.006
1672-0121(2017)05-0021-04
2017-05-04;
2017-06-19
陈晓农(1961-),男,工程师,从事液压机电气控制研究。E-mail:autscadklq@163.com
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
锻压装备与制造技术(2022年6期)2022-02-01
建材发展导向(2021年15期)2021-11-05
装备制造技术(2020年4期)2020-12-25
江西建材(2018年4期)2018-04-10
中国核电(2017年2期)2017-08-11
锻压装备与制造技术(2016年3期)2016-06-05
锻压装备与制造技术(2016年3期)2016-06-05
