浅谈粙陶瓷背景墙的生产
2018-01-02 12:37邓荣吴志坚廖花妹
佛山陶瓷 2017年12期
邓荣,吴志坚,廖花妹
(佛山石湾鹰牌陶瓷有限公司,佛山528000)
浅谈粙陶瓷背景墙的生产
邓荣,吴志坚,廖花妹
(佛山石湾鹰牌陶瓷有限公司,佛山528000)
本文对市面上用各种不同生产工艺的陶瓷背景墙进行简单介绍和对比,深入讨论利用普通的釉料来生产瓷质釉面背景墙砖中,重点解决背景墙砖与砖之间连接对位时不整齐的问题。
陶瓷;生产工艺;釉面背景墙
1 前言
陶瓷背景墙作为家庭背景墙装饰之一,人们不再满足随便铺贴几块瓷砖在一起就作为背景墙了,而是要求背景墙是一幅完整的画,完整画的陶瓷背景墙分为精雕幻彩背景墙、平面幻彩背景墙、釉面平面背景墙。
精雕幻彩背景墙其工艺流程为:(1)在现有普通的瓷质砖上进行精雕所需凹凸不平的图案;(2)用喷绘机在凹凸不平图案上色。
平面幻彩背景墙其工艺流程为:(1)把普通釉面瓷质砖表面打磨掉很薄的一部分;(2)用喷绘机喷图案上色。
无论精雕幻彩背景墙还是平面幻彩背景墙都是对现成陶瓷成品砖进行再加工,需要增加另外的机器设备和人工费用。
而釉面平面背景墙则与普通的釉面瓷质砖一样进行批量生产,效率比精雕幻彩背景墙、平面幻彩背景墙更高,但是其生产因素影响比较多,因受生产工艺难度的控制,釉面平面背景墙现阶段都是由多件瓷砖拼接在一起组成的,所以最大的问题是砖与砖之间连接对位错开,从而影响整体美观,釉面背景墙生产工艺有别于普通的釉面砖生产工艺,是生产的关键。
2 生产工艺
(1)坯体成型,进行干燥处理;
(2)向干燥处理后的坯体表面施底釉;
(3)喷墨印花;
(4)第二次干燥,烘干墨水;
(5)用140目的丝网印刷一层保护釉,保护墨水。保护釉为抛釉调整比重得来;
(6)淋抛釉;
(7)淋抛釉砖坯经干燥窑第三次烘干后入窑炉烧成,经过高温1220℃窑炉烧成获得半成品;
(8)半成品经过抛光磨边打蜡质检后,一幅背景墙砖打包成一箱作为成品。
在这些工艺步骤中,喷墨机印花参数、窑炉烧成后坯体收缩大小还有抛光磨边尺寸的控制,都对背景墙最后成品是否铺贴整齐产生影响。在这些因素中窑炉烧成后坯体收缩大小是由坯体配方和窑炉烧成温度决定的,其影响因素比较难控制。而抛光线上的磨边是受成品尺寸限制,不能磨多也不能磨少,最好的状态是四边磨去的尺寸一致,这样背景墙砖拼接时比较整齐。所以,喷墨机印花参数、窑炉烧成后坯体收缩大小还有抛光磨边尺寸的控制,这三个因素中,只有调整喷墨机印花参数和设计图案大小是较优的办法。
3 生产工艺参数
现在家装的背景墙有各种尺寸,以单件成品长0.8 m,宽0.8 m,共12块瓷砖组成的高2.4 m,宽3.2 m的背景墙为例。以下有几个参数是固定变的,生产工艺步骤1中的干燥出来的坯体的尺寸为0.908 m×0.908 m,步骤7中的半成品尺寸为0.82 m×0.82 m,最终单件成品0.8 m×0.8 m。则可以计算其烧成收缩率为:
(0.908-0.82)÷0.908×100%=9.70%
利用坯体烧成收缩率则可以计算出喷墨机实际需要打印图案的尺寸为:
0.097×0.8+0.8=0.877 m
根据这些数据设计出三个实验设计方案。因坯体的收缩都是四边向中间收缩,所以要求喷墨机打印图案时都是打印在坯体的中间位置。
4 实验方案
方案一是直接对高2.4 m,宽3.2 m的背景墙图案进行设计,再裁剪成12个0.877 m×0.877 m的图案,再在喷墨机上调整参数,使图案刚好打印在坯体中间位置;
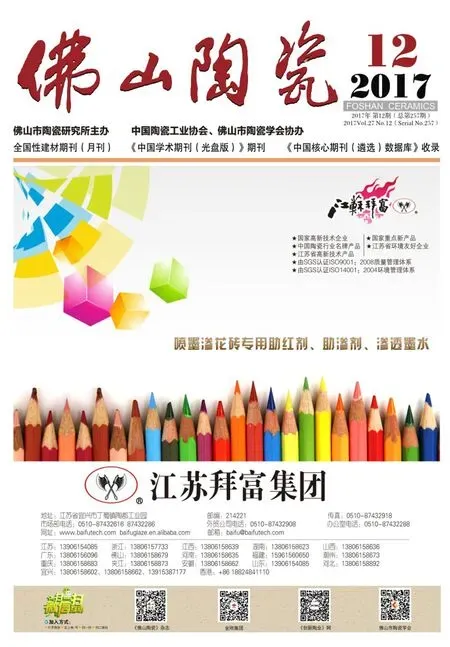
方案二是12个图案中每个图案与相连接的图案都有重叠区域,因考虑其坯体烧后收缩性,坯体中间喷墨机打印实际所需图案区域0.877 m×0.877 m,四边为重叠区域,图案打满0.908 m×0.908 m的坯体;
方案三是结合方案一和方案二的特点,有坯体留白区域也有重叠区域,因考虑其坯体烧后收缩性,其实际需要图案区域0.877 m×0.877 m,设定四边重叠区域各为0.014 m,四边留白区域各为0.0017 m。
5 实验结果
为了方便说明,先用不同图案代表实际需要图案区域、留白区域、重叠区域。
(1)实际需要图案区域
(2)留白区域
(3)重叠区域

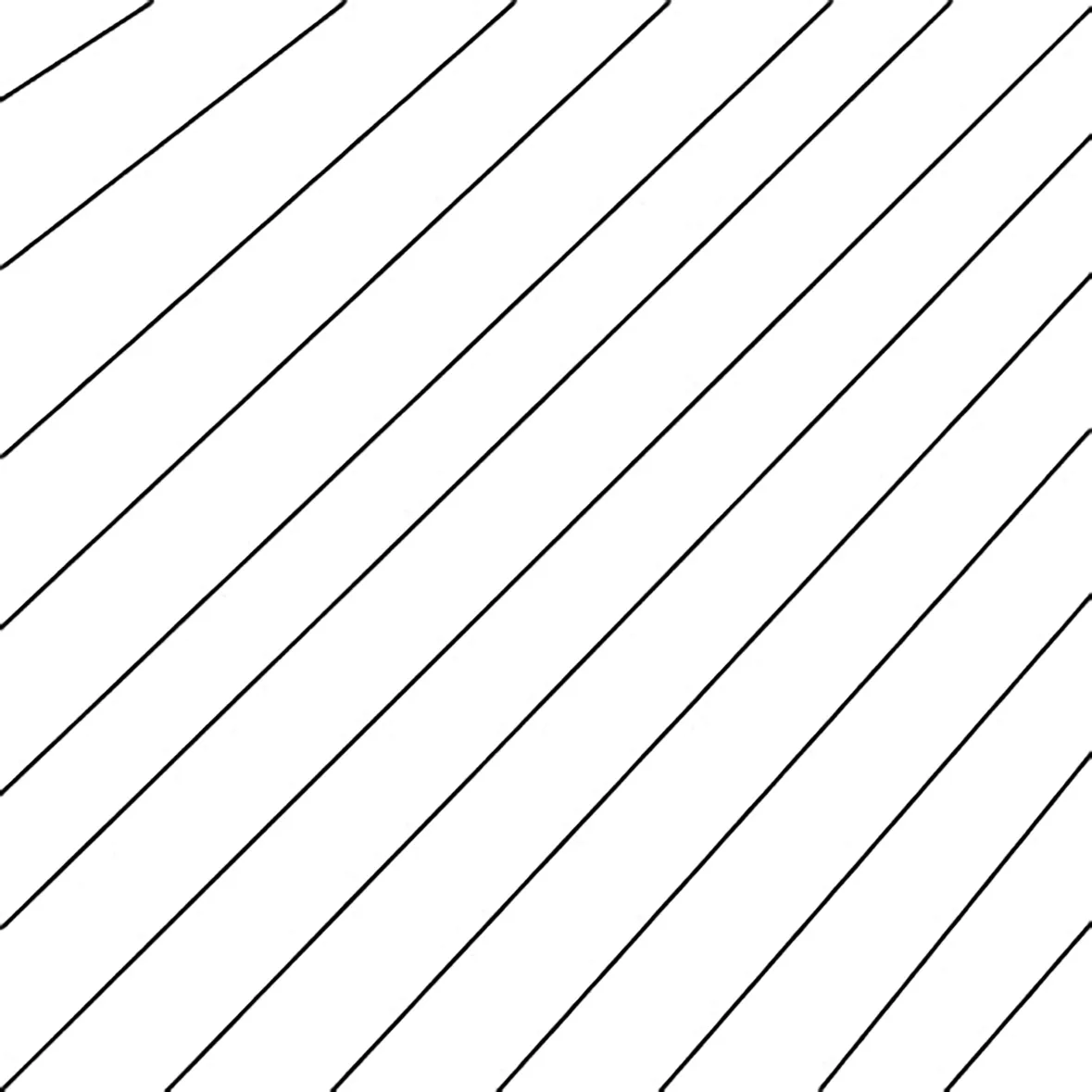
方案一的图案设计为图1所示,其中间实际需要图案区域为0.8 m×0.8 m但考虑其抛光线上的磨边限制,最好的状态是四边磨去的尺寸一致,但实际上抛光线上的磨边总会有一些偏差,会出这边磨少而另一边磨多的情况,这样不符合背景墙拼接要求。
图1 方案一图案设计
方案二的图案设计为图2所示,把实际需要图案区域0.877 m×0.877 m打印在坯体中间,其他区域为重叠区域,这样在抛光线上半成品都按同一方向磨边时,因为定好成品尺寸为0.8 m×0.8 m,当出现左边磨少右边磨多时,二片背景墙砖A与B在拼接时,A的右边和B的左边刚好拼在一起,这样的背景墙拼接符合要求。但这样造成重叠区域过多,还有在喷墨打印时不能快速检查实际需要图案区域是否在坯体中间位置。
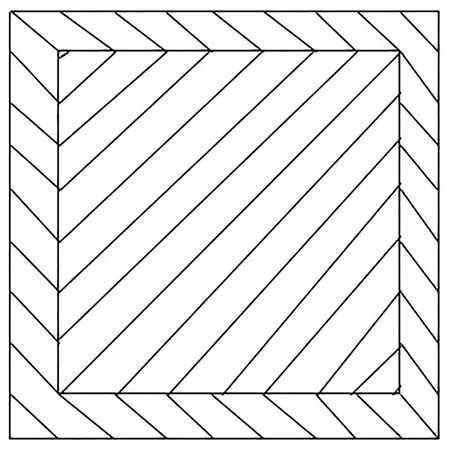
图2 方案二图案设计
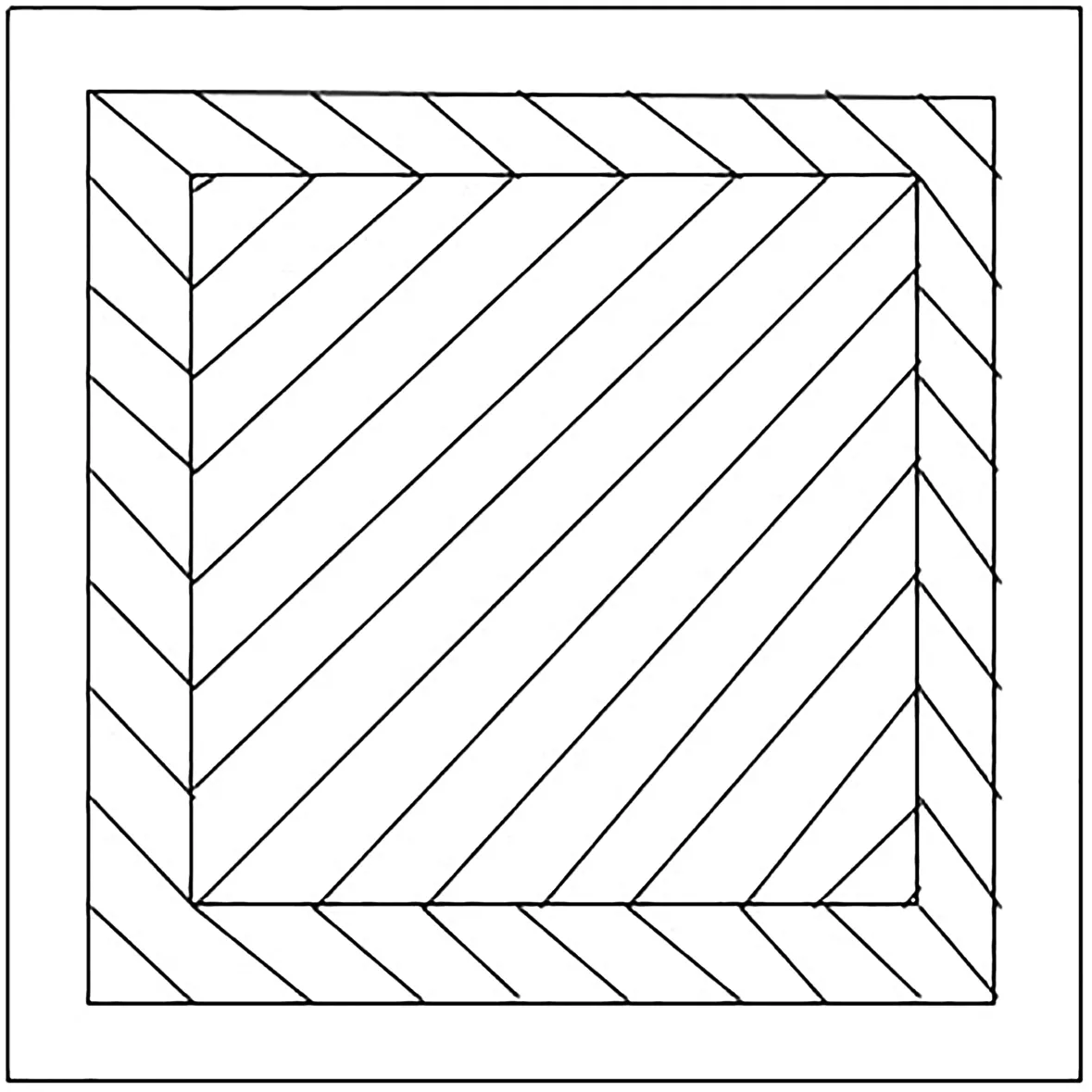
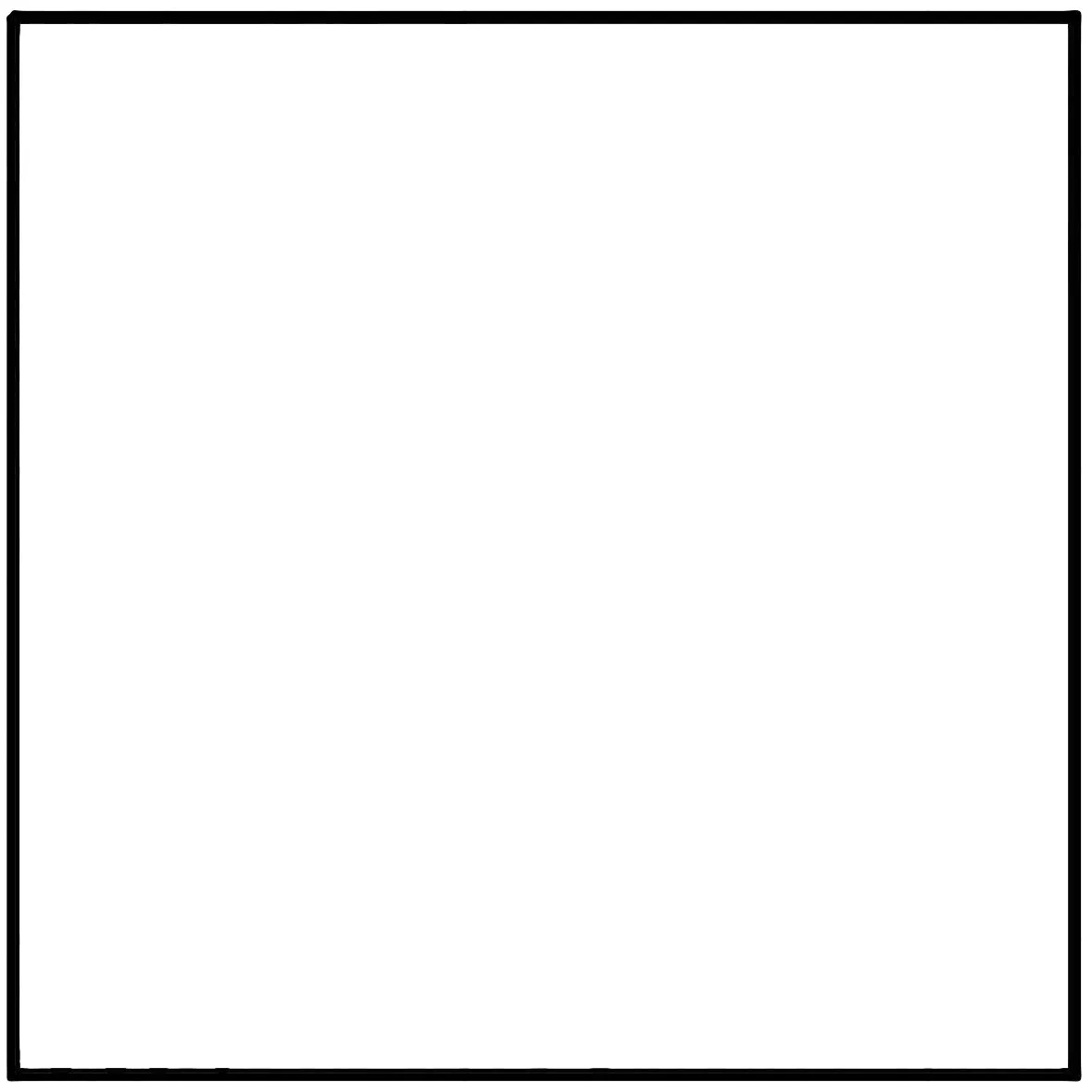
图3 方案三图案设计
方案三的图案设计为图3所示,由实际需要图案区域、重叠区域、留白区域三部分从坯体中心向四边延伸组成,是结合了方案一和方案二的优点进行优化,其重叠区域可以减少磨边时出现的误差,其留白区域可以在喷墨打印后马上测量四边重叠区域边缘到坯体边缘是否一致,如一致测可以正常生产,如不一致则要调整喷墨机。
6 结论
通过实验三个方案可以得到,方案三是最优的方案,1、留白边区域可以的打印时就检查图案是否打印在砖坯中间;2、重叠区域可以在抛光磨边时刚好磨掉。釉面陶瓷背景墙与其他背景墙砖最大的区别是可以进行批量生产,其生产难度在于烧成收缩会造成砖与砖之间连接错位的问题,而烧成收缩和坯体配方、窑炉烧成解决的方案是调整喷墨机参数打印和图案尺寸打印,使实际需要图案区域在坯体中间且使其留有重叠区域和留白区域,这样在最后多块砖在拼接组成背景墙时不会出现错位现象。
猜你喜欢
农村百事通(2021年19期)2021-12-13
汽车与驾驶维修(维修版)(2021年5期)2021-07-16
大科技·百科新说(2021年1期)2021-03-29
凤凰生活(2019年9期)2019-11-14
陶瓷(2018年1期)2018-05-09
江西建材(2018年4期)2018-04-10
中国陶瓷工业(2018年6期)2018-02-26
优雅(2017年9期)2017-09-07
佛山陶瓷(2016年11期)2016-12-23
现代装饰·理论(2016年5期)2016-04-18