基于砂轮凸度修整器修整方法的改进
2018-01-03 12:34蔡建新陈松
山东工业技术 2018年24期
关键词:双曲线
蔡建新 陈松
摘 要:高精度圆锥滚子内圈外滚道磨床的凸度修整器直接影响着生产出的轴承的使用精度和寿命。本文则是以圆锥滚子轴承内圈外滚道磨床凸度修整器修整方法的改进为例,浅述一下砂轮凸度修整器改进后的装配工艺及注意点。
关键词:凸度修整器;双曲线;修整参数
DOI:10.16640/j.cnki.37-1222/t.2018.24.004
1 修整的概述
轴承圈用砂轮磨削,但磨削过程中砂轮会脱粒和钝化,所以必须要修整,而且由于对工件滚道表面形状会有一定要求,这些形状很多是微观上的,比方要求近似对数曲线的凸度,这个凸度微观上只凸出几个到十几个微米,而这个微观形状也是由修整出砂轮的形状,通过磨削复印上去的。通常修整是通过金刚笔来实现的,金刚笔的头部有一个金刚石,作为天然的最硬的物质,虽然砂轮磨粒很硬,但金刚笔仍可以作为“加工”砂轮的刀具,将砂轮修整出我们想要的形状。
2 修整时的运动方向
如下图所示:修整其实就两个方向,一个是砂轮轴向,一个是砂轮径向。
要实现滚道的修整,有很多种方法,其中最简单的办法就是直线修整,只要金刚笔沿砂轮轴向移动,就可以实现对砂轮的修整,但这种修整只能修整直线滚道,对于有凸度要求的滚道不能满足要求,因此插补修整应运而生,所谓插补修整就是在砂轮与工件轴心的平面内,砂轮轴向和砂轮径向两个方向均有一个数控轴控制精确控制金刚笔的运动和位置,使金刚笔尖按程序设定走出预设的曲线,从而把砂轮修整出所要的形状,轴承磨床砂轮插补修整与一般金属切削机床的插补有一定的区别,最大的区别在于精度要求高,因为滚道凸度的度量值一般在1丝以内,而且要求凸度曲线光滑无突跳,这对修整器径向进给(U轴)精度和分辨率要求相当高。
3 改进前的缺点
要实现插补修整最简单的办法就是分别用两根伺服轴驱动金刚笔在两个方向内运动。但这机械执行部件和数控系统都有很高的要求,如要求高精度的滚珠丝杆及高精度导轨,还有稳定可靠的数控系统,对零件精度和装配工艺要求也很高,综合使用成本高,往往还达不到要求,滚道凸度要求1丝以内,则要求U轴的实际进给分辨率至少要达到0.2微米以内,这往往是丝杆直接驱动难以达到的。以往无锡机床厂双轴插补修整器U轴采用杠杆放大加弹簧片的方式来实现金刚笔的微量进给,金刚笔安装在一个由前后两片弹簧支承的座子上,金刚笔的微量移动是由弹簧片的变形来实现的,弹簧片的变形又是通过伺服电机驱动的丝杆带动一个杠杆机械来压住弹簧来实现,通过杠杆理论上能实现丝杆走1丝金刚笔走1/5丝,提高了U轴的进给精度。但这个结构的缺点在于传动环节大多,导致最终精度不尽人意,如丝杆的螺距误差,杠杆回转点的回转误差,杠杆接触点的传动误差,还有弹簧片作为弹性体在微观上后退量的不及时都会导致修整效果打折扣。
4 修整原理
是否有一方法能让金刚笔的微动机构能环节简单,误差较少呢。下面介绍这种方法:
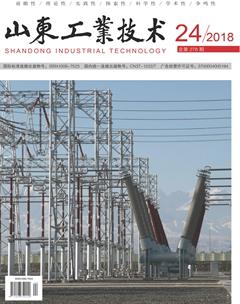
我们通过以下简图所示结构来实现砂轮的插补修整,其中一根伺服轴垂直于纸面,这个方向上和原来的修整器无异,这里不作多的描述;另外一根伺服轴为图中高度方向,用于实现砂轮轴向的微量进给,而砂轮轴向的微量进给行程以几个到十几个微米,下面主要介绍如何利用这个高度方向的移动实现金刚笔在砂轮轴向的微进给。
如同我们常用的圆锥轴承内圈滚道直线修整器,金刚笔运动轨迹与砂轮主轴为一定角度时可以修整出双曲线的形状,这主要是由于笔尖与砂轮主轴的距离为定值的情况但呈不同高度差时修整出来的砂轮半径不同,因此适当控制这个高度就可以控制相应的进给量。
如上图所示:金刚笔从A点运动到B点,x就是金刚笔垂直向下运动距离y给砂轮在半径方向上的损耗量,实际上也就是我们所要的微动机构的单次进给量。我们可能通过CAD软件用作图法试着来看看当砂轮尺寸为500时要得0.1?m的进给变化量金刚笔尖在垂直方向上距离是多少,很轻易的得出这个y值是:0.224,也就是说这种机构其实是一个放大系数很大的机构,可以用一个较大的y值得到一个很小的x值,而且这个放大机构的中间环节是纯理论来实现的,不须依靠任何实物作载体,所以它的中间一环节几乎没有误差,装配误差和工艺水平对会影响y值的实际值,但由于有较大的放大系数,就算y值有一定的出入,对x的影响也可以忽略。
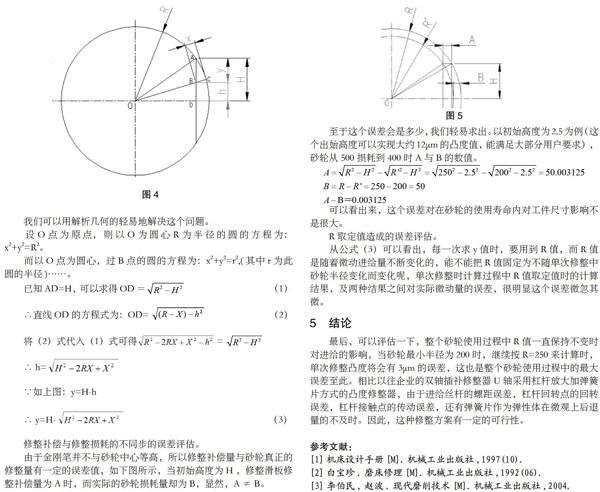
由于金刚笔并不与砂轮中心等高,所以修整补偿量与砂轮真正的修整量有一定的誤差值,如下图所示,当初始高度为H ,修整滑板修整补偿量为A时,而实际的砂轮损耗量却为B,显然,A≠B。
至于这个误差会是多少,我们轻易求出。以初始高度为2.5为例(这个出始高度可以实现大约12?m的凸度值,能满足大部分用户要求),砂轮从500损耗到400时A与B的数值。
可以看出来,这个误差对在砂轮的使用寿命内对工件尺寸影响不是很大。
R取定值造成的误差评估。
从公式(3)可以看出,每一次求y值时,要用到R值,而R值是随着微动进给量不断变化的,能不能把R值固定为不随单次修整中砂轮半径变化而变化呢,单次修整时计算过程中R值取定值时的计算结果,及两种结果之间对实际微动量的误差,很明显这个误差微忽其微。
5 结论
最后,可以评估一下,整个砂轮使用过程中R值一直保持不变时对进给的影响,当砂轮最小半径为200时,继续按R=250来计算时,单次修整凸度将会有3?m的误差,这也是整个砂轮使用过程中的最大误差至此。相比以往企业的双轴插补修整器U轴采用杠杆放大加弹簧片方式的凸度修整器,由于进给丝杆的螺距误差,杠杆回转点的回转误差,杠杆接触点的传动误差,还有弹簧片作为弹性体在微观上后退量的不及时。因此,这种修整方案有一定的可行性。
参考文献:
[1]机床设计手册[M].机械工业出版社,1997(10).
[2]白宝珍.磨床修理[M].机械工业出版社,1992(06).
[3]李伯民,赵波.现代磨削技术[M].机械工业出版社,2004.
猜你喜欢
中学生数理化·高二版(2022年1期)2022-04-05
语数外学习·高中版中旬(2022年1期)2022-03-25
家庭教育报·教师论坛(2021年21期)2021-07-13
语数外学习·高中版上旬(2020年3期)2020-09-10
中学生数理化·高二版(2019年1期)2019-07-01
数学学习与研究(2018年8期)2018-05-15
新高考·高二数学(2016年11期)2017-07-06
中学生数理化·教与学(2017年1期)2017-01-19
福建中学数学(2016年7期)2016-12-03
速读·中旬(2016年6期)2016-06-14