基于固态连接工艺的摩擦热熔装置设计
2018-01-10 11:19陈英红杨剑赟从成龙杜明坤
化工管理 2017年35期
陈英红 杨剑赟 从成龙 杜明坤
(1.广东省特种设备检测研究院珠海检测院,广东 珠海 519002)
(2.珠海市安粤科技有限公司,广东 珠海 519002)
聚乙烯(PE)管道因其使用寿命长、耐腐性强、弯曲性能优良等优势,被广泛应用于城镇燃气管道工程中,因此,其焊接质量的好坏与人民群众生命财产安全息息相关[1-2]。热熔焊机是专门用于连接聚乙烯(PE)管的焊接设备,具有施工成本少、操作简单,焊接质量较好的特点。常见的热熔焊机主要部件包括主机、加热板、铣刀、机架、夹具、油管和数据传输线等连接线[3]。主机用于控制液压系统与夹具位移,监控焊接过程中各阶段的其他参数的运行;加热板用于给待焊PE管材端面提供热量并使之熔融,是热熔焊接过程中的关键部件[4]。研究表明[5],热熔焊机的焊接过程主要分为准备、加热、加热板移除、压焊与冷却阶段四个阶段,接头性能的好坏与四个阶段的温度、压力、加热时间有关。但目前热熔焊机由于缺乏定期的检验维护,使用一段时间后各部件均会出现不同程度的问题,根据吴文栋[6]研究可知,热熔焊接过程存在的问题主要集中于主机与加热板。加热板存在以下问题:一是部分焊机的加热板存在温度均匀性及显示偏差不能满足国家标准要求,二是由于国家标准没有明确规定加热板的温度稳定性要求与允许工作温度范围,部分焊机的加热板的温度波动较大,三是加热板的预热需要一定的时间(一般为15分钟),这在一定程度上影响了工程的效率。因此,寻求一种能够控制温度均匀性,波动性以及高效率的加热方法以熔融PE管就显得很有必要。
摩擦焊作为固态连接工艺,是利用工件接触端面在相对运动中互相摩擦产生热量,使端部达到塑化状态,形成塑性层,然后施加顶锻压力,形成焊接接头,完成焊接的一种焊接方法,其优势为效率高、摩擦面温度均匀,焊接过程环保[7-8]。笔者将摩擦焊的优势运用于PE管热熔焊接,研究出能够解决加热板这一关键问题短板的PE管热熔新方法,设计了一套摩擦产热,达到热熔PE管的产热装置。
1 摩擦热熔装置结构
如图1所示,摩擦热熔装置由支架、驱动电机、主动轮、皮带、从动轮、齿轮轴、固定盘、摩擦片、套筒、磨具弹簧、产热盘、定位螺栓、轴承等零件组成。驱动电机与支架之间通过定位孔用螺栓固定,驱动电机与主动轮之间则通过联轴器连接。主动轮与从动轮间通过A型皮带传动,运行过程稳定,低噪音。固定盘与摩擦片上均布了一圈沉孔,目的就是通过铆钉使二者紧密连接。固定盘、摩擦片则通过花键被从动轮带动。从动轮上开设4个套筒,用于放置磨具弹簧,磨具弹簧用以提供轴向压力,迫使摩擦片与产热盘紧密接触,并在旋转摩擦过程产热。为保证摩擦片的寿命,根据工作环境,其材质一般为粉末冶金摩擦材料。两支架间用定位螺栓连接,定位螺栓上可加垫片,以调整磨具弹簧的压缩量,控制轴向压力。产热盘则通过支架上4处通孔固定,考虑热传导、重量以及工作环境,产热盘直径略小于支架的开孔尺寸,且接触面用陶瓷纤维隔开,避免与支架直接接触,最大程度减少热传导,材质则采用黄铜,支架本身可采用具有隔热功能的工程塑料。
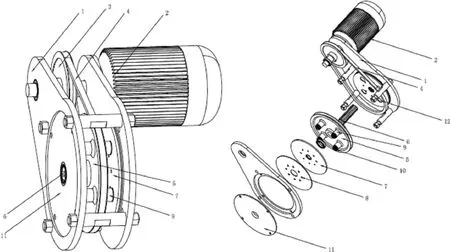
图1 摩擦热熔装置
该摩擦热熔装置结构设计的一个优势相比电加热的加热板在于,以花键为中心,产热盘的相同直径处,温度是相同的,这是因为同一直径处,摩擦线速度相同,产热温度相同。因此,待焊PE管与产热盘接触时,整个接触面的受热是均匀的。
2 摩擦热熔装置工作原理
该装置的基本原理即为通过摩擦片的高速旋转,摩擦产热盘,以产生能使PE管熔融的温度。具体实施原理如下:驱动电机开启后,主动轮带动从动轮高速旋转,由于从动轮套筒内装设了被压缩的磨具弹簧,提供了轴向摩擦压力P,迫使固定盘、摩擦片、产热盘三者能紧密接触,固定盘带动摩擦片一起高速旋转,与产热盘摩擦,以产生热量。当旋转一定时间,产热盘上温度足够高时,即可熔融PE管,以完成后续的焊接过程。该后续过程与目前PE管热熔焊方法一致,即PE管端面熔融后,由主机控制液压系统与夹具位移,提供顶锻压力,使两待焊PE管端面紧密接触,相互结合,冷却后形成接头。
3 摩擦热熔装置设计计算
摩擦热熔装置的设计计算,主要是根据热输入量计算公式1[9]、2确定:

式中:
Pw——热输入量(kW);
A——振幅(mm);
f——频率(Hz);
P——摩擦压力(MPa);
S——摩擦面积(mm2),即产热盘面积;
Q=cmΔt (2)
式中:
Q——热量;
c——比热容,J/(kg·℃);
m——质量,kg;
Δt——温差,K。
现以PE100 SDR11管径110mm为例,相关参数如下:PE管熔融温度为260℃,所选磨具弹簧为Sh10×5×55mm,装置中压缩量为10mm,刚度为2.27 kgf/mm,黄铜的比热容C为390J/(kg·℃),产热盘直径160mm,厚3mm,假设驱动电机功率2200W,转速1500r/min,装置设计的转速比为主动轮:从动轮=3:1。
由公式2可知,黄铜从常温20℃升高到260℃,需要热量Q为50335J。
公式1中,Af的乘积,可理解为单位时间的位移量,在本装置中即单时间摩擦片直径最大处的转动量(此处单位时间为1分钟);由磨具弹簧参数可知,4个磨具弹簧提供的轴向力F为908N,摩擦压力P=F/S=0.45MPa;S即为产热盘面积,套入公式1可知,Pw为0.9kW,即相当于每分钟产热54000J能量。
由于装置在设计过程中,已通过缩小产热盘直径垫入陶瓷纤维进行隔热,热传导的影响很小,因此产热盘的散热方式主要有两种:辐射散热和对流散热,辐射散热损失Qr的计算公式可以由斯忒藩——波尔茨曼定律推导,对流散热损失QC的计算公式可由牛顿冷却公式推导,一般公式为3、4:

式中:
E——辐射体的发射率,一般由经验确定,无量纲;
A——辐射面积,m2;
R——斯忒藩——波尔茨曼常数,其值为5.67×10-8W(/m2·K4)
T——辐射体温度,K;
T0——环境温度,K;
t——时间,s。
由于装置产热盘材料为黄铜,与文献10和文献11材料一致,因此,根据文献[10]表7-2,取E=0.22,T为533K,T0为293K,t为60s,计算得Qr=1100J。

式4中,A、T、T0、t含义同式3,h为对流换热系数,单位为W/m2·K。
根据文献[11]h=5.34W/m2,计算得QC=289.4J。
由理论计算可知,装置在摩擦产热过程中,热损失为每分钟1389.4J。产生热量54000J-热损失1389J=52611J>所需热量50335J。因此,1分钟左右,即可使黄铜产热盘从常温20℃升高到260℃,熔融PE管,达到下一步焊接的目的。
图2为本装置摩擦加热测试图,装置所用电机转速为750 r/min,产热盘上打孔均布6个热电偶,以监测升温过程以及产热盘温度均匀性,温控监测器上方为速度监测器,监测从动轮的转速。图2a为装置启动时产热盘的温度,此时为常温;图2b为装置转动60s后产热盘的温度,此时温度达到170℃,6个热电偶处温度显示偏差≤3℃,表明整个盘面的温度均匀性较好;图2c为装置转动120s后产热盘的温度,此时温度达到焊接温度260℃且显示偏差≤3℃。根据上文的分析,转速1500 r/min时需60s产热至260℃,若为750 r/min产热至260℃应约为120s,实测值为131s,相对误差为9.2%,主要由于两方面原因:一是热传导的影响并未考虑,二是对流换热系数取值为经验公式,不是理论解析值。虽然存在一定的误差,但是与设计计算基本相符。

图2 摩擦热熔装置升温测试图
4 结语
作为新型PE管热熔装置,运用摩擦焊的原理具有以下优点:一是PE管的待焊面受热均匀;二是效率有所提高,从原先的电加热铜板熔融PE管的15分钟可缩短到1-2分钟。整套装置在设计时,主要要考虑运行过程的稳定性,确定磨具弹簧的轴向压力,选用合适的电机;安装时要考虑磨具弹簧的压力对安装过程的影响,确保2支架间平行,这可以通过调节定位螺栓控制。本文给出了摩擦装置的基础设计参数,摩擦产热的计算方法,为后续的改进提供了设计以及安装的理论依据。
[1]姬斌,吕尚锋,王健.PE燃气管道施工质量管理[J].煤气与热力,2009,29(10):41-43.
[2]姜振世,孙东喜,徐彦丰.聚乙烯压力管道的质量控制[J].城市燃气,2005,(5):18-21.
[3]GB/T 20674.1-2006塑料管材和管件 聚乙烯系统熔接设备 第1部分 热熔连接[S].
[4]吴文栋,李茂东,涂欣,等.聚乙烯管热熔焊接技术现状分析[J].中国特种设备安全,2013,29(10):46-49.
[5]铁治欣,茅海军,罗强,等.聚乙烯管热熔焊机控制系统设计[J].工艺控制计算机,2007,20(12):67-68.
[6]吴文栋,李茂东,林金梅,等.聚乙烯管道热熔焊机质量现状与发展分析[J].燃气技术,2013,(5):4-7.
[7]张田仓,李菊,何胜春,等.摩擦焊技术在航空发动机研制中的应用[J].航空特种焊接技术,2014,(20):69-71.
[8]于湘慧,曲守平,孙勇.摩擦焊新技术及其发展动向[J].企业技术开发,1997,(7):4-7.
[9]P.Wanjara,M.jahazi.Linear Friction Welding of Ti-6Al-4V:Processing,Microstructure,and Mechanical-Property Inter-Relationships[J].Metallurgical and Materials Transactions,2005,36A(8):2149-2164.
[10]杨世铭,陶文铨.传热学(第三版)[D].北京:高等教育出版社,1998.
[11]张琳,宋贤征.导热系数测定过程中下铜板散热速率的理论计算[J].大学物理实验,2008,21(4):45-48.
猜你喜欢
表面技术(2022年2期)2022-03-03
模具制造(2021年6期)2021-08-06
森林工程(2020年6期)2020-12-14
装备机械(2020年3期)2020-09-29
江苏农业科学(2020年8期)2020-06-01
机械管理开发(2020年1期)2020-03-14
汽车文摘(2018年6期)2018-11-26
精密制造与自动化(2018年3期)2018-09-19
云南师范大学学报(自然科学版)(2015年5期)2015-12-26
卷宗(2013年11期)2013-05-14