
轧机支撑辊轴承座装配卡伤原因分析及对策
2018-01-12 05:18姜学亮
信息记录材料 2018年3期
姜学亮
(河北省唐山市河钢唐钢高强汽车板有限公司 河北 唐山 063000)
1 引言
根据西门子奥钢联的设计,连轧机支撑辊轧辊径向轴承采用圆柱滚子轴承。唐钢高强汽车板有限公司连轧机轧制力较大,支撑辊径向轴承又承受着主要轧辊轴承轧制力,因此支撑辊装配质量严重影响着连轧机生产。支撑辊拆卸后,发现内圈表面存在大量划痕,部分位置出现点状硌伤,甚至在内圈出现整圈硌痕,部分轴承滚动体也出现硌伤。划伤造成的组织掉落进入轴承内部在大的轧制力下造成了硌伤的出现,严重影响轴承使用寿命,造成额外经济损失;同时增加了检修量,消耗人员成本。本文分析了造成内圈划伤及内圈和滚动体硌伤原因,并提出相应的解决对策,为企业的降本增效提供一定的帮助。
2 轧机支撑辊轴承座装配划伤原因分析
2.1 擦伤卡伤原因分析
套圈挡边与滚动体端面的擦伤称作卡伤,由于滚动体质硬,一般造成挡圈表面粗糙,伴有微小溶敷,内圈表面横向划伤(见图1)。

图1
可能造成挡圈及内圈擦伤卡伤原因:
(1)挡圈尺寸设计不合理,装配过程接触性磕伤;
(2)质硬性异物侵入;
(3)轴承倾斜造成的滚动体偏斜;
(4)滚动体产生滑动。
2.2 压痕及磨损原因分析
卡入固体异物或冲击造成的表面凹坑及安装时的擦伤形成的脱落组织,其在轴承零件之间相对滑动摩擦作用下产生了压痕及磨损。持续的磨损将使零件尺寸和形状变化,轴承配合间隙增大,工作表面形貌变坏,从而丧失旋转精度,使轴承不能正常工作[2]。其主要原因是载荷过大、安装不良(非直线性)、力矩载荷大、密封情况不良等。
3 解决措施
3.1 挡圈结构改造
酸轧支撑辊挡圈改造前后对比见表1。从表1可以看出,经过改造后的支撑辊挡圈,其结构优化,精度提高,减少因装配过程对中偏差造成的磕伤的优点。
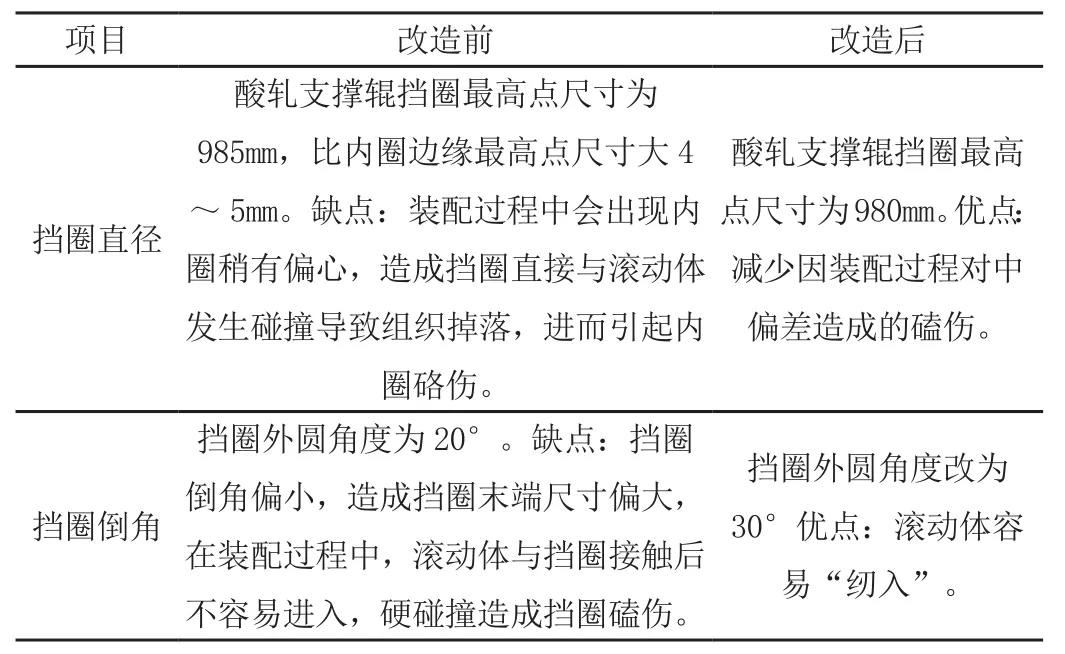
表1 支撑辊挡圈改造前后对比
3.2 装配过程增加缓冲措施
安装质量在一定程度上会影响轴承的工作游隙,轴承在不同状态下其游隙会发生相应的变化,具体可分为原始游隙和工作游隙。轴承中存在游隙是为了保证轴承得以灵活无阻滞地运转,轴承的游隙对轴承的动态性能、旋转精度和承载能力都有很大影响。因为轴承在工作中,由于外界或内在因素的影响,会使原有配合间隙改变,精度降低,乃至造成游隙失效(轴承咬死)。外界因素如过盈量过大、安装不到位、温升引起的膨胀量以及瞬时过载等均是造成游隙失效的主要原因。轴承的游隙失效将会造成滚道间摩擦温度升高,从而引起工作表面烧伤,促使疲劳失效的发生[3]。因此提高安装质量,避免野蛮装、拆,确保工作游隙至关重要。
针对轴承座装配过程中无缓冲措施问题,制定如下措施:
(1)支撑辊内圈清理干净后,在挡圈和距挡圈端部200mm范围内均匀涂抹一层磺酸钙基脂,内圈其他位置和水封接触面涂一层 #320工业齿轮油,特别注意涂抹导角位置。
(2)轴承座摆放前在下面垫一层10mm专用橡胶垫并定期进行更换,起到自动找正的作用,减轻装配时内圈与滚动体错位而出现刚性接触造成的磕伤。
3.3 轴承座摆放优化
为减少因轴承倾斜造成的滚动体偏斜引起的擦伤卡伤,制定如下措施:
(1)在摆放轴承座时,利用定位销和钢板尺进行找正,减少因轴承座摆放不正造成的划伤;
(2)轴承座横向摆放合适后,通过使用钢板尺测量轧辊内圈与水封台距离的方法,调整左右间隙至相同,上下间隙以左右间隙值之和的一半作为参考值,注意由于重力作用,上方间隙应比下方间隙小0.3~0.5mm。
3.4 规范装配过程
利用PFMEA(过程潜在失效模式和后果分析)作为工具,针对酸轧支撑辊轴承座装配过程,通过与生产实际相结合,确定合理操作步骤,减少装配过程划伤。
(1)装配前要认真检查轴承座内滚动体及支撑辊内圈是否有划伤或凸起,如发现问题应立即停止装配,以避免对新支撑辊造成划伤,对已存在的划伤或者凸起,用油石打磨直至无手感且不会二次硌伤为止;
(2)要认真检查水封、油封有无裂口、变形、老化,如有问题应立即更换;
(3)清洁支撑辊内圈轴承位、水封位、轴承座油封、水封;
(4)装配工作人员必须两人配合作业,一人在止推轴承侧观察,另一人听从指挥进行操作;
(5)操作人员发现任何异常应立即停止作业,将轴承座抽出,检查支撑辊轴承位、轴承座滚动体以及轴承位的挡圈位置是否有划伤,确认无划伤后方可继续装配;
(6)前进过程必须使用微动。
3.5 轴承状态跟踪及管理维护
进行轧辊轴承精细化管理,建立每个轧辊轴承的档案,加强对轴承运行状态的诊断和预测,及早发现异常、缺陷和意外损坏,采取措施防止突发性失效事故可能造成的损失[4],通过不断发现问题,解决问题,以及有效实时的数据分析,提高轧辊轴承的使用寿命和降低其消耗。
轴承管理以预防为主,在轴承出现损伤前将可能影响轴承正常工作的因素找出来并逐个解决,这样才能有效提高轴承的使用寿命[5]。
4 结语
应用上述改进措施完善酸轧支撑辊轴承座装配过程,明显减少了轴承座装配过程产生的划伤及因此产生的二次硌伤,检修数量由2015年10月至2016年3月的35个,减少至2016年4月至2016年10月的4套,不仅保证了轴承的正常使用,更有效提高了轧辊轴承的使用寿命,降低了消耗。
[1]王庆.轴承的损伤与对策[J].设备管理与维修,2016,(11):40-41.
[2]陆琛元.实际使用中滚动轴承发生疲劳失效的原因[J].理化检验:物理分册,2010,(5):340-342.
[3]侯国安,崔艳宏.滚动轴承的失效形式及预防措施[J].石油与化工设备,2010,13:54-56.
[4]段泉义,徐俊.1220mm轧机支撑辊轴承外圈裂纹剥落分析及对策[J].轧钢,2012.10,29(5):73-76.
猜你喜欢
云南冶金(2022年3期)2022-07-02
石油工程建设(2021年6期)2022-01-10
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2020年3期)2020-12-25
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
水电与新能源(2020年1期)2020-04-18
制造技术与机床(2019年6期)2019-06-25
中国氯碱(2017年8期)2017-09-08
