
毛白杨压缩变形回复工艺与应用的研究
2018-01-23 00:37胡逢海史旭斌
西北林学院学报 2018年1期
王 茜,薛 童,胡逢海,史旭斌,樊 越,闫 丽
(西北农林科技大学 林学院,陕西 杨陵 712100)
木材是一种多孔的黏弹性材料,在充分软化条件下可以不破坏内部结构而压缩密实[1],压缩木的变形不易固定,在水分或水热条件下会产生回复[2]。木材的压缩变形分为弹性变形和塑性变形,弹性变形指在外力撤除后会发生回复的变形,塑性变形指在外力撤除后不发生回复、被永久固定的变形,水热回复处理加速弹性变形的回复[3]。近几十年学者的研究着重于压缩变定的产生及回复的机理,从而探索使变形永久固定的方法[4]。雷亚芳[5-7]等报道压缩木浸水后压缩变形会发生回复,压缩方法、原有木材的材质和温度、压缩程度、压缩方向、含水率等对压缩木回复都会产生影响。寇建良[8]等认为热压温度对回复率影响显著,当热压温度从140℃增至160℃时,回复率下降了4.77%。当热压温度从160℃增至180℃时,回复率下降了16.76%。李凯夫[9]研究得到水饱和杉木在20~100℃各温度下压缩、干燥和固定变形,然后在0~100℃各温度水中浸泡,变形温度不同,回复率也不同。20、40、60、80、100℃压缩固定后在0℃水中浸泡后的回复率分别为81%、78%、73%、61%、46%。干燥条件对压缩变形回复有影响,王洁瑛[10]、I.Iida[11-14]认为变定的基本特征为:受力木材在水分非平衡(如恒温的热气干燥)或水分、温度非平衡(如微波干燥)条件下干燥,与水分平衡条件下相比,会产生更大的变定。在干燥状态下,变定不回复,但在水或水热作用下,变定几乎完全回复。由50℃热气干燥产生的变定仅在水分的作用下便可基本回复,而要使微波干燥产生的变定回复,则必须进行水热处理。赵钟声[15]等研究得到压缩变形时(或经过)的温度与解压温度差值、不同树种以及木材晚材率和密度也会影响木材压缩变形的回复率。
本研究通过水煮和浸泡-微波2种软化方法在不破坏木材细胞壁结构的前提下,对人工林杨木进行横向压缩,然后通过室温下浸泡水的方法使压缩变形完全回复。分析软化方法、软化工艺和热压方法对木材压缩变形回复率的影响,探索木材压缩变形全回复的软化和热压工艺参数,为低质速生杨木在工艺品生产中的应用提供新思路和技术依据。
1 材料与方法
1.1 材料
采自陕西省境内的毛白杨,规格为20 mm×20 mm×30 mm(R×T×L),平均气干密度为0.53 g·cm-3,无开裂、腐朽、变色等缺陷。
1.2 仪器与设备
热压机(咸阳威迪DXL-1500KN型)、JSM-6360LV扫描电镜、微波炉、水浴锅。
1.3 方法
1.3.1 水煮软化 将试材放置在水浴锅中水煮,温度为80℃,时间分别为0.5、1、1.5、2 h,取出后用滤纸吸干表面水分,称重、计算含水率。计算公式如下:
(1)
式中:W——试材的含水率(%);mr——试材软化后的质量(g);m0——试材绝干质量(g)。
1.3.2 浸泡-微波软化 首先将试材放入室温的水中浸泡,时间分别为6、8、12、24 h,取出后用滤纸吸干表面水分,称重、计算含水率;微波处理时间为30 s,功率分别为50、80、100 PW。
1.3.3 热压处理 采用热压机将软化处理后的试材进行横纹径向压缩,采用10 mm的厚度规控制压缩率,压缩率为50%,热压温度分别为120、140、160℃,保压时间10 min。热压曲线见图1。
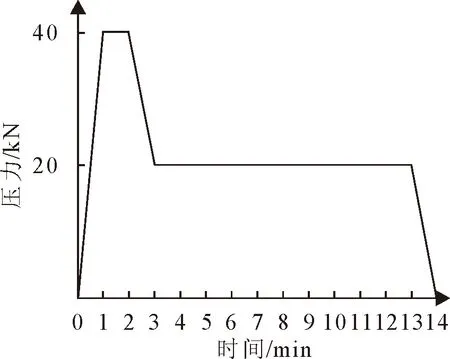
图1 热压曲线
1.3.4 回复方法 将压缩后的试材浸泡在冷水中,放置在室温条件下每隔1 h测定1次试材的厚度,经过10 h试材的尺寸变化缓慢,因此以回复10 h试材的尺寸计算回复率:
(2)
式中:D——压缩试材的回复率(%);dr——压缩试材回复后的厚度(mm);d0——压缩试材压缩前的厚度(mm);dc——压缩试材压缩后的厚度(mm)。
1.3.5 扫描电镜观察 将未处理材及压缩回复后的试材放入烘箱,在恒温80℃下烘干72 h,用小刀锯制成规格为4 mm×4 mm×2 mm(R×T×L)的试片,进行喷金、扫描,分别在150倍与250倍下观察试材横切面的径列复管孔及木纤维细胞壁和细胞腔。
1.3.6 工艺品制作工艺流程及方法 采用优化的压缩变形全回复工艺制作工艺品“丘比特之箭”,工艺流程图见图2,将毛白杨制作的箭头在室温水中浸泡12 h,并以80 kW微波功率处理30 s,再在140℃下压缩至虚线处,穿过箭孔(图3),再将箭头在水中浸泡,回复至原本尺寸后干燥加工成成品。
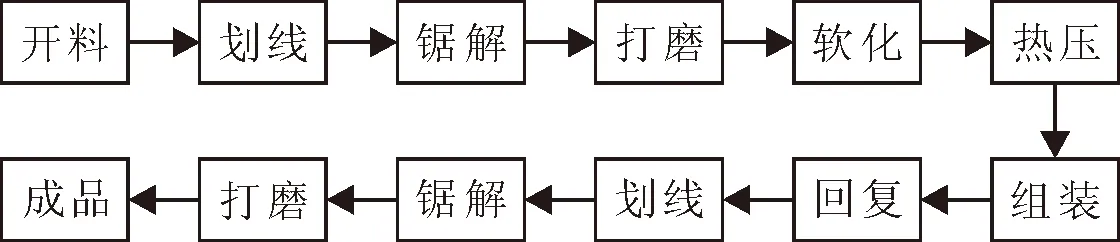
图2 “丘比特之箭”工艺流程
2 结果与讨论
2.1 软化处理对回复率的影响
2.1.1 水煮法软化 将毛白杨试材在80℃下分别水煮0.5、1、1.5、2 h,水煮后的试材称重后进行横纹径向压缩处理,热压温度140℃,保压时间10 min,压缩完成后立即浸泡在冷水中进行回复处理。
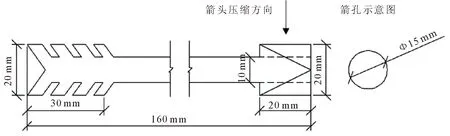
图3 “丘比特之箭”部件
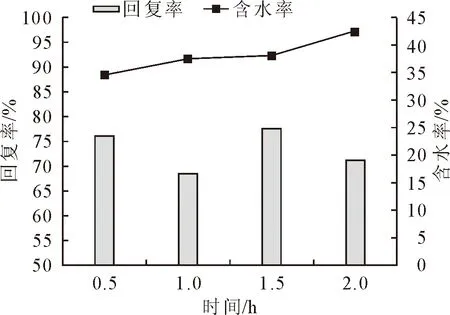
图4 水煮软化处理材回复率
水煮软化后试材的含水率及经过10 h冷水回复后的回复率见图4。水煮软化后,试材的含水率为34.54%~42.40%,均高于木材的纤维饱和点,水煮软化处理1.5 h的试材回复率最高,为77.56%。
2.1.2 浸泡-微波软化法 为了降低软化后木材的含水率梯度和温度梯度,本研究探索了浸泡-微波软化法。将浸泡6、8、12、24 h的毛白杨试材分别以50、80、100 PW的微波功率处理30 s后进行横纹径向压缩,温度140℃,保压时间10 min,压缩完成后立即浸泡在冷水中进行回复处理,浸泡后试材的含水率及经过10 h回复处理试材的回复率见图5。在浸泡-微波处理法中,浸泡时间越长,试材的含水率越高,但是与水煮相比试材含水率增加慢,经过24 h浸泡,试材含水率达到31.17%。回复率随着浸泡时间的延长先增加后降低,当浸泡时间为12 h,试材含水率为28.79%时,回复率达到最大值80.26%,而当浸泡时间延长到24 h,含水率为31.17%时,回复率降低。浸泡时间为6、8、12、24 h,微波功率为80 kW时,试材的回复率大于微波功率为50 kW和100 kW的回复率。当浸泡时间为12 h,微波功率为80 kW时,毛白杨的回复率达到最大值80.26%。
2.2 热压温度对回复率的影响
采用浸泡-微波法软化毛白杨,浸泡时间12 h,微波功率80 kW,微波时间30 s。热压温度分别为120、140、160℃,保压时间10 min,压缩完成后将试件浸泡在冷水中进行回复处理,回复10 h后,试材的回复率见图6。热压温度为140℃时,试材回复率最高,达到80.26%。
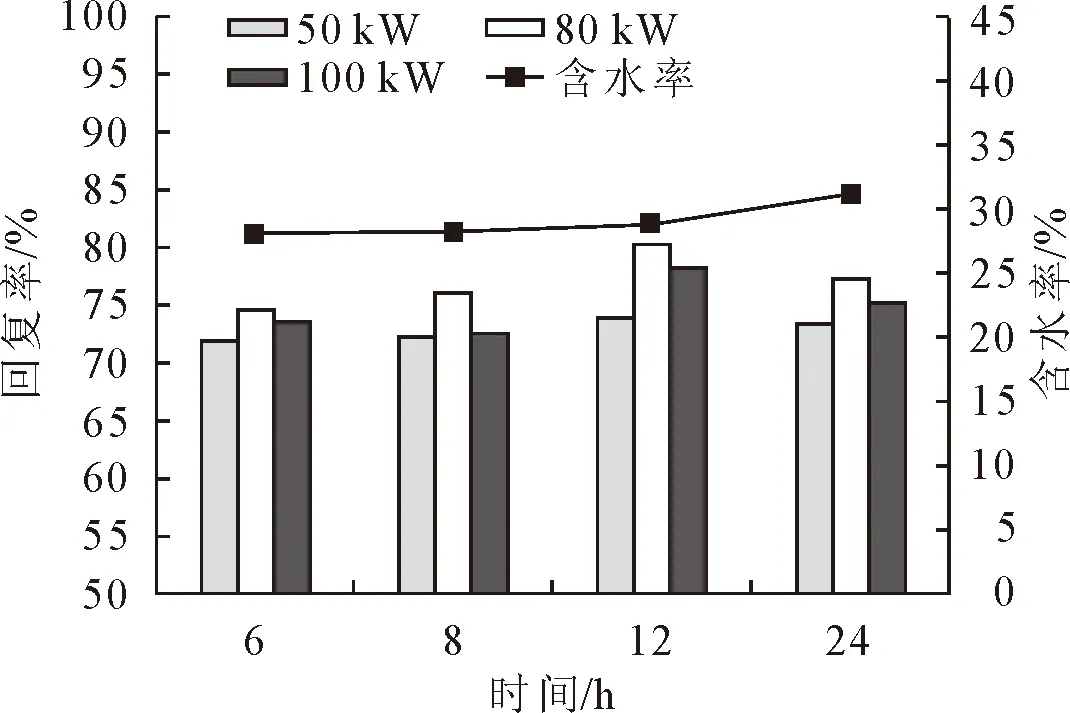
图5 浸泡-微波软化处理材回复率
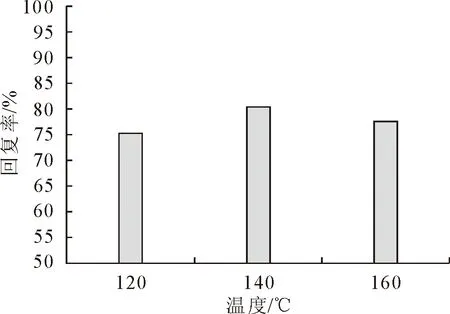
图6 不同热压温度制备压缩木的回复率
2.3 压缩木微观构造电镜图
未处理的毛白杨试材和经过压缩回复(12 h浸泡,80 kW功率微波处理30 s,140℃热压10 min,冷水浸泡回复10 h)的毛白杨试件横切面的电镜观察照片如图7。由图7a可以观察到毛白杨的径列复管孔及木纤维细胞壁和细胞腔。经过压缩回复处理后,木材的细胞壁没有被破坏,直径较大的管孔基本回复最初的形态,说明压缩浸泡回复工艺可以不破坏木材的细胞壁将木材进行压缩,然后使压缩变形回复。
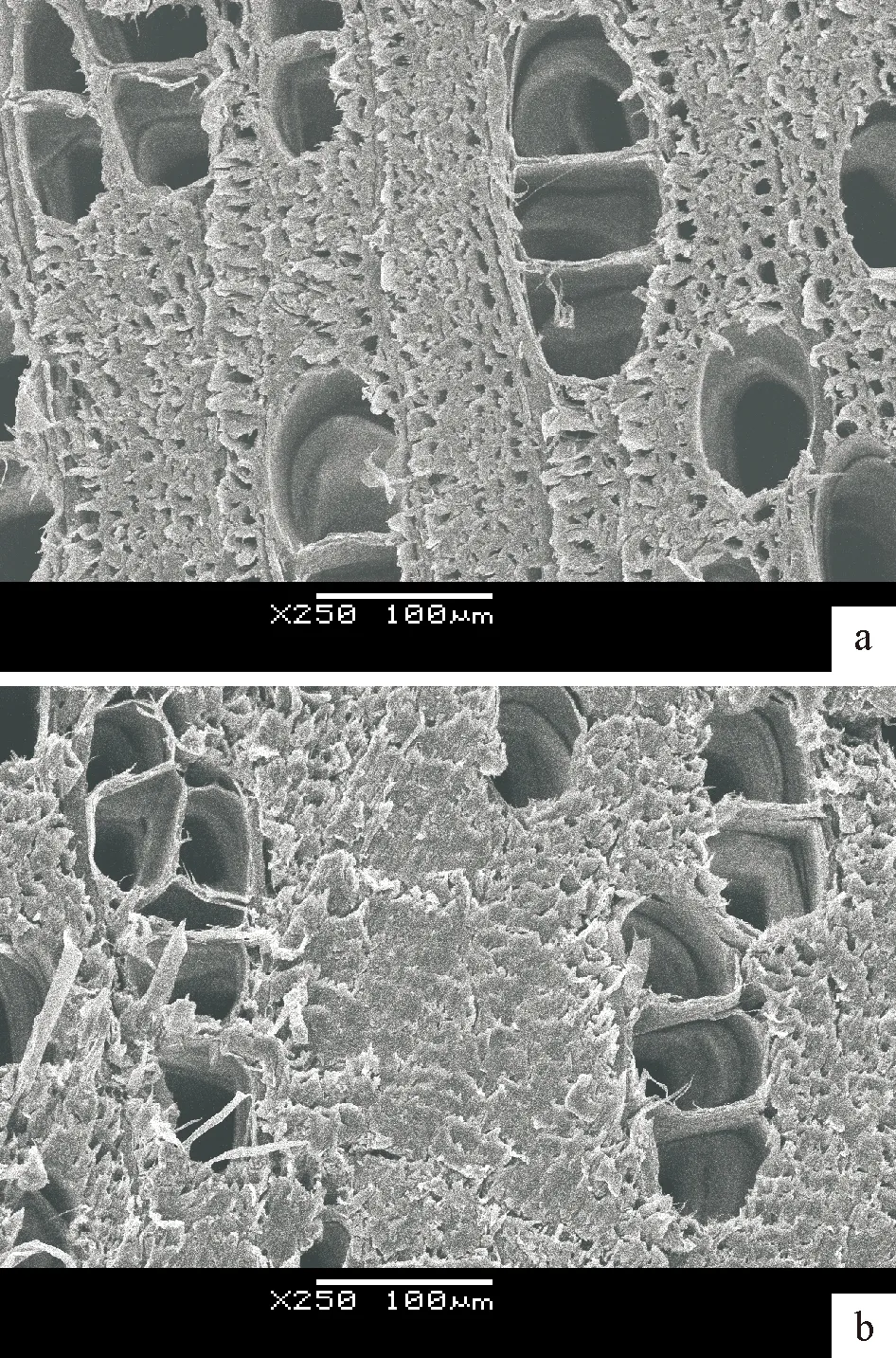
注:a.未处理试件; b.浸泡12 h,微波功率80 kW,微波时间30 s,140℃热压10 min冷水回复10 h试件。
图7毛白杨压缩木扫描电镜
Fig.7 SEM graphs of compressed poplar samples
2.4 应用实例
采用压缩回复工艺制作工艺品“丘比特之箭”见图8。心形部件由黄樟(Cinnamomumporrectum)制成,箭由毛白杨制成,中部圆孔的直径为15 mm,箭尾最大宽度20 mm,箭头最大宽度20 mm。箭头、箭杆、箭尾由一块完整的木材制成,箭头和箭尾都无法从圆孔穿过。此工艺品的制作实例证明了压缩回复工艺在实际应用的可行性。
3 结论与讨论
水煮软化处理下的毛白杨试材的平均含水率均>木材的纤维饱和点,并随着水煮时间的延长而升高。水煮处理后,木材细胞壁中充满结合水,细胞腔中存在一定量的自由水[16],水分对木材起到了软化和润胀的作用。水煮2 h时达到42.40%,回复率则在1.5 h(含水率38.04%)时最大,为77.56%。但是经过不同时间水煮处理的毛白杨的回复率未呈现明显的变化趋势,由于经过水煮软化处理木材表、心层含水率、温度分布不均匀,含水率梯度和温度梯度对木材回复率的影响比较复杂,仅通过水煮处理时间很难对变形回复率进行控制。
浸泡-微波软化处理下,试材的平均含水率随着浸泡时间的增加而升高,浸泡处理后水分子进入木材对木材产生润胀作用,微波处理使木材温度升高,在水热的共同作用下软化木材,当浸泡时间为24 h时,试材含水率达到31.17%;回复率则随着浸泡时间的延长先增加后降低,当浸泡时间为12 h,试材含水率为28.79%时,回复率达到最大值80.26%,而当浸泡时间延长到24 h,回复率降低。
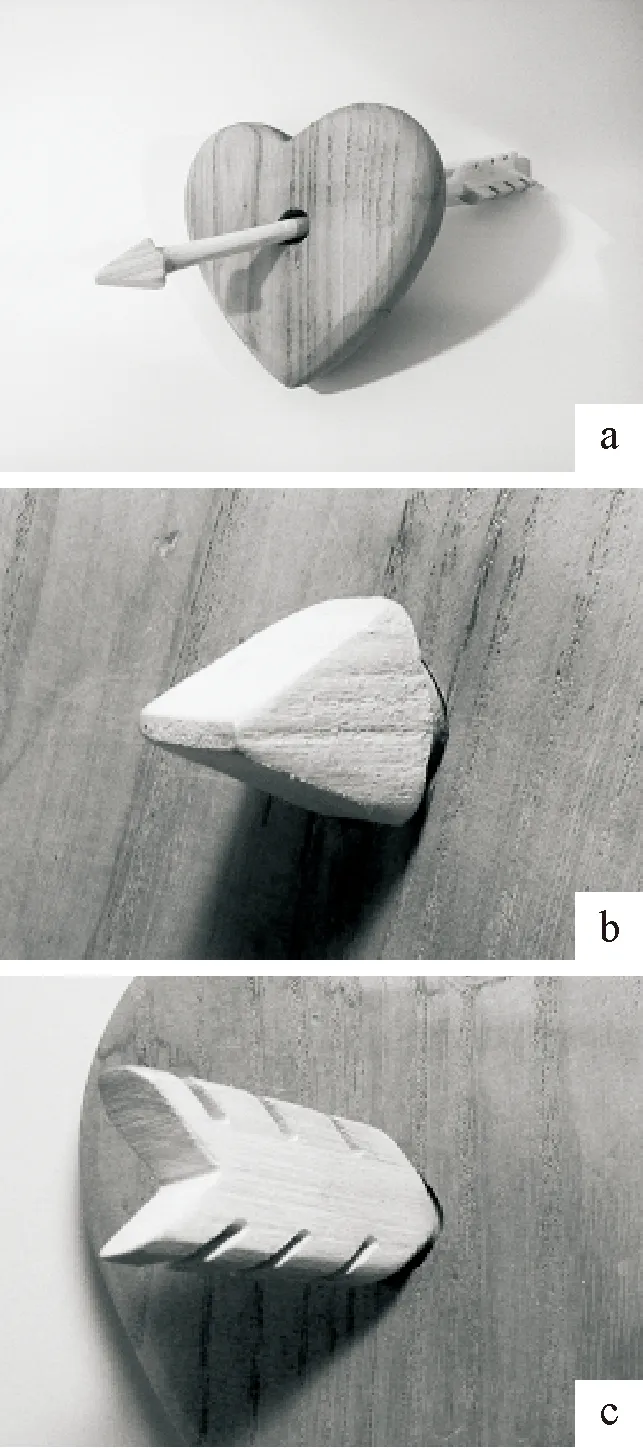
注:a.工艺品实拍图; b.箭头局部与圆孔比例关系; c.箭尾与圆孔比例关系
图8“丘比特之箭”工艺品
Fig.8 Art work—“Cupid arrow”
热压温度对回复率有影响,当温度为140℃时,试材回复率最高,达到80.26%。说明此时木材压缩变形中弹性变形比例最大,在浸泡回复处理中可以回复。在高含水率状态下木质素的热软化点为70~116℃,半纤维素为20~56℃,而在干湿状态下纤维素的软化点基本不变,为222~245℃[10]。热压温度升高有利于木质素和半纤维素的软化,降低压缩对木材细胞壁结构的破坏,使压缩木内部的弹性回复力升高,在保压时间较短的情况下,弹性回复力释放较少,木材浸水变形回复率较大。当热压温度升高到160 ℃时,木材的半纤维素发生剧烈分解[16-17],分子链断裂使压缩木内部的弹性回复力释放,木材变形回复率降低。因此当保压时间为10 min,热压温度为140℃时,试材的回复率最高。
多水平对照试验结果表明:将试材浸泡12 h(含水率28.79%)并以80 kW微波功率处理30 s,再在140℃下进行横纹压缩,经冷水浸泡10 h回复率可达到80.26%,为本研究的优化回复工艺参数。
[1] 毛佳.压缩防腐木(CPW)的制备工艺和性能研究[D].北京:北京林业大学,2009.
[2] 杨霞.不同处理方法对人工林杨木压缩变形恢复率的研究[J].辽宁林业科技,2006,(05):19-21.
[3] 李坚.木材科学[M].哈尔滨:东北林业大学出版社,1991.
[4] 毛佳,曹金珍.户外用压缩防腐木——ACQ-D木材的处理技术初探[J].北京林业大学学报,2009,(03):100-105.
MAO J,CAO J Z.Treating technology of compressed preservative-treated wood —ACQ-D treated wood for outdoor uses[J].Journal of Beijing Forestry University,2009,31(3)100-105.(in Chinese)
[5] 雷亚芳,赵荣军,杨创创.色木径向、弦向、非标准向压缩木的吸水性[J].西北林学院学报,2000,15(3):51-55.
LEI Y F,ZHAO R J,YANG C C.Water-absorbing capacity of mono maple's radial,tangential and non-standard direction compressed wood[J].Journal of Northwest Forestry University,2000,15(3):51-55.(in Chinese)
[6] 雷亚芳,冉鲁威,李增超,等.色木径向、弦向、非标准向压缩木的主要力学性能[J].西北林学院学报,2000,15(2):29-32.
LEI Y F,RAN L W,LI Z C,etal.Main mechanical properties of mono maple's radial,tangential and non-standard direction compressed wood[J].Journal of Northwest Forestry University,2000,15(2):29-32.(in Chinese)
[7] 雷亚芳,李增超,邱增处,等.色木径向、弦向、非标准向压缩木的干缩性[J].西北林学院学报,2000,15(1):46.
LEI Y F,LI Z C,QIU Z C,etal.Shrinkage capacity of mono maple's radial,tangential and non-standard direction compressed wood[J].Journal of Northwest Forestry University,2000,15(1):46.(in Chinese)
[8] 寇建良,孙照斌,刘宇化.毛白杨速生材压缩密实化工艺初步研究[J].河北林果研究,2009,24(3):288-292.
KOU J L,SUN Z B,LIU Y H.Primary study on compression technology in wood ofPopulustomentosa[J].Hebei Journal of Forestry and Orchard Research,2009,24(3):288-292.(in Chinese)
[9] 李凯夫.木材压缩变形技术[J].国外林产工业文摘,2001(4):6-10.
[10] 王洁瑛,赵广杰.木材变定的产生、回复及其永久固定[J].北京林业大学学报,1999,21(3):71-77.
WANG J Y,ZHAO G J.Mechanism of formation,recovery,permanent fixation of wood set[J].Journal of Beijing Forestry University,1999,21(3):71-77.(in Chinese)
[11] IIDA I,NORIMOTO M,IMAMURA Y.Hygrothermal recovery of com pression set[J].Mokuzai Gakkaishi,1984,30(5):354 -358.
[12] IIDA I,NORIMOTO M.Recovery of compression set [J].Mukuzai Gakkaishi,1987,33(12):929-933.
[13] IIDA I.Mechanisms of the formation and recovery of the drying set in wood [J].Scientific Reports of the Kyoto Prefectural University Agriculture,1987,39:62-81.
[14] IIDA I.Hygrothermal recovery of compression set:the effect of moistu re content and heating in water on recovery of set[J].Scientific Reports of the Kyoto Prefectural University Agriculture,1990,42:59-64.
[15] 赵钟声,井上雅文,刘一星,等.常压条件下温度对饱水试件压缩变形恢复率影响的研究[J].林业机械与木工设备,2003,31(6):18-22.
[16] 李明玉.热处理对柚木木材主要化学组分及其结构的影响[D].北京:中国林业科学研究院,2015.
[17] 闫丽.甘油预处理固定木材压缩变形机理及应用 [D].北京:北京林业大学,2010.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
新农业(2021年15期)2021-08-23
保鲜与加工(2021年1期)2021-02-06
新农民(2020年21期)2020-12-08
河北林业科技(2020年3期)2020-01-10
制造技术与机床(2019年8期)2019-09-03
模具制造(2019年3期)2019-06-06
中成药(2018年10期)2018-10-26
东坡赤壁诗词(2018年1期)2018-03-31
制造业自动化(2017年2期)2017-03-20
