
永磁无刷直流电机在线切割运丝控制系统中的应用
2018-02-14 12:49刘雨兰
数字技术与应用 2018年10期
刘雨兰


摘要:针对数控电火花线切割机床运丝系统速度控制的要求,提出了一种基于永磁无刷直流电机的运丝系统控制方案。阐述整体设计要求,介绍硬件设计与软件设计。应用证明,该系统具有优异的起动性能和调速性能,能耗低,经济性好,适应性强,满足频繁换向、工况恶劣的场合使用。
关键词:数控线切割机床;运丝控制系统;永磁无刷直流电机;Atmega16控制;电机驱动
中图分类号:TP274.5 文献标识码:A 文章编号:1007-9416(2018)10-0000-00
1 前言
在快走丝或中走丝数控电火花线切割机床加工中电极丝的速度及其张力是影响加工质量非常重要的因素。目前,线切割机床运丝系统的三相异步电机与工业变频器成套配置使用,其技术已经非常成熟,由于异步电机不具备过低转速和高转速运行特性,电机容易发热烧坏,能耗高(比永磁电机高2倍以上),并且低速运行时不稳定,有蠕动现象,也就不能完全满足走丝运行技术要求。如果采用伺服电机系统配置,其系统复杂,成本较高,市场也不易接受。为此,本文在研发中应用了永磁无刷直流调速电机配置于运丝控制系统,其性能优异,环保节能,高效简洁,系统成本低,适应性好。
2 运丝控制系统的技术要求
数控线切割机床运丝系统结构示意图如图1,钼丝从运丝滚筒上端经后上导轮和前上导轮上轮缘通过后,垂直向下经前下导轮和后下导轮下轮缘进入滚筒下方,形成一个无限往复循环的走丝运动。
根据切割要求,本系统工作运行时要求转速变量跨度大,任意转速下转矩稳定,尤其是1 r/s—3 r/s低速运行时,保证转速转矩恒定,无抖动,无蠕动,无堵转,以满足各种厚度、各种材质的高效率高精度切割加工。加减速性能好,以满足系统的频繁换向要求。且断丝与超行程保护具有急刹车功能。并满足换向时高频电流的关断与延时接通要求。同时与线切割机床主控制卡(HF卡、AutoCUT卡、HL卡等)的Z接口进行信号通信功能,以满足中走丝多刀切割。
3 系统的硬件设计
本文设计的运丝控制系统主要包括主控制模块、电机控制模块、高低压电源模块、永磁无刷直流电机,其硬件组成见图2所示。
3.1永磁无刷直流电机的设计
为了获得较强的刚性结构,该电机外壳体选用铝合金方体外形。定子铁芯材料采用470冷轧板,为减少纹波转矩,定子铁芯设计为18槽冲制,布线方式为分布短距绕组。转子为4对极,磁瓦材料为钕铁硼N38UH。为确保电机换向时确切、稳定,设计中选用霍尔传感器和先进的相位识别技术,无霍尔传感器技术换向起步时有微抖现象。供电方式直流300V,功率180W。
3.2主控制模块的设计
主控制模块的核心控制芯片选用Atmega16单片机,该单片机具有丰富的I/O口资源,外设功能强大,能够满足运丝控制系统的设计要求。
其中,PC0—PC4口連接人机操作界面的5个按键,实现中走丝不同刀组时电机速度的设定与保存,电机运行的启动与停止功能。PB0—PB7、PA0—PA4口分别连接人机操作界面的5位LED数码管,进行电机速度的实时显示。
PA5—PA7、PD5口接受来自于上位机主控卡中的BCD码信号、结束自动停机信号,可完成中走丝数控线切割机床多刀切割时速度的选择,以及加工结束时运丝电机的停止运行与高频的关断。
PD2口是外部中断0的输入端口,与断丝超程保护电路相连接,一旦出现断丝或者超行程时,电机立即制动。
PD3、PD1、PD0口接受换向电路的正转、反转信号,PD4口输出信号实现换向时的高频加工脉冲的断开,以及延时接通。
PD7口可作为T/C2 比较匹配输出,PD6口可作为T/C1 的输入捕捉引脚,以及PC7—PC5口,分别与电机专用控制芯片MC33035的控制端口进行连接,实现永磁无刷直流电机的使能控制、正反转、制动、调速、测速。
3.3电机控制模块的设计
该永磁无刷直流电机功率驱动主电路采用高速MOS管。MOS管前置驱动采用平移技术,使用MOTOROLA 公司研制的无刷电机控制专用芯片MC33035,它集转子位置信号译码、过流、过热、欠压、温度补偿、正反转选择、刹车、PWM调制放大等诸功能于一身,组成的系统所需外围电路简单。
由于运丝控制系统速度控制精度要求高,必须采用双闭环控制系统,为此采用了和MC33035同系列的配套芯片MC33039,MC33039进行速度检测与速度反馈,实现了较为理想的永磁无刷直流电机闭环控制系统。
为了防止MOS管高压电源对MC33035等低压芯片电路的冲击破坏,在MOS管高压电电路与MC33035输出端设置了IR2304半桥驱动集成电路,使高压端和低压端实现了悬浮隔离,满足了MC33035与MOS管接口驱动输出的安全控制技术要求。
3.4高低压电源模块的设计
电路电源供给为交流220V单电源变压器隔离式分压供给方式。一路经降压通过整流模块提供+5V、+15V直流电压分别给主控制模块与电机控制模块,使单片机、MC33035、MC33039、IR2304芯片获取正常工作电压。另一路经变压器隔离后通过整流模块提供300V直流高压电源,供给MOS管驱动电机工作。
4 软件设计
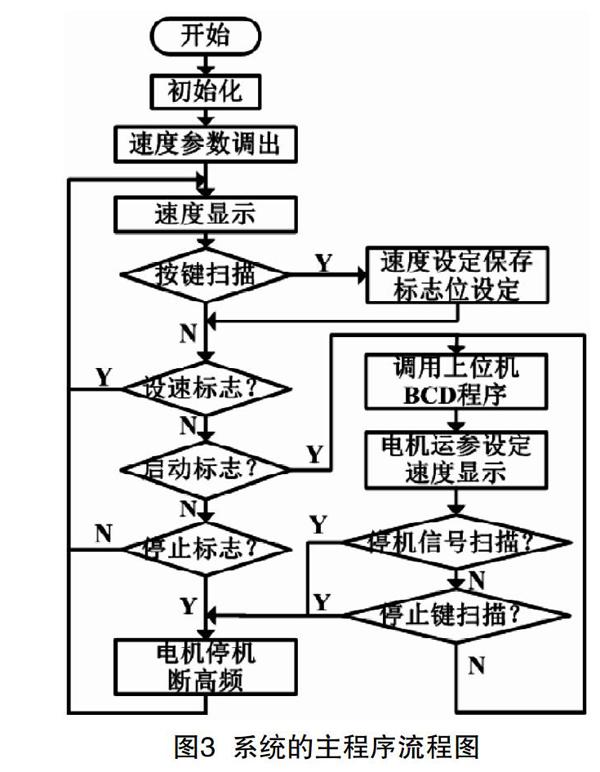
本系统主控制模块的软件设计主要有主程序、外部中断0程序、外部中断1程序、定时器/计数器1事件捕获中断程序。主程序流程图见图3。外部中断0程序实现断丝超程保护,切断高频系统、运丝控制系统的运行。外部中断1程序完成换向断高频,延时接通高通。定时器/计数器1捕获中断程序实现速度的实时检测、处理。
5 运行测试
文中将基于永磁无刷直流电机的运丝控制系统应用于线切割机床进行加工测试,获取其运行状态数据。图4为固定振荡输出波形图,频率在12K—20K,表明PWM波形稳定无失真。图5为霍尔工作MC33035输出波形图,表明霍尔控制及电路参数配置准确,波形可靠稳定。图6为电机运行时单相波形图,表明霍尔角度位置安装正确,相序、相位正确,MOS管工作可靠性好,电机运行工况较好。测试结果表明,该系统具有优异的启动和变速性能,并可实现0r/min—1800 r/min的运丝速度调节,拓展了转速使用范围,响应度快,同时克服了三相异步电机频率过高或过低易造成电机烧坏故障问题。且本系统在中走丝工作状态中能耗比较低,约为异步电机的1/3功耗。数字化管理,操作简便直观,故障率低,性能高。
6 结语
本文应用了新型的电机技术、霍尔传感技术、电机驱动闭环控制技术、单片机技术,对切割速度进行实时跟踪检测、分析处理、控制、显示,使得低速和高速运行稳定可靠,能耗低,系统设计简洁,成本比异步电机变频系统成本低。同时,实现了各种中走丝主控制卡(HF卡、AutoCUT卡、HL卡等)的接口通信功能,满足了中走丝加工速度的自动给定,经反复实践检验,整机性能与加工精度得到较大的改善提升。
参考文献
[1]柳军.变频器在电火花线切割走丝系统的应用研究[J].机电一体化,2011,21(08):54-56,91.
[2]俄家齐.电火花线切割走丝系统的创新研究[J].金属加工(冷加工),2014,35(08):24-26.
[3]周新楠,汤建斌.线切割机床走丝机构控制系统及其故障检修[J].金属加工(冷加工),2012,38(02):72-74.
[4]王大朋,马田.两种转子结构的永磁无刷直流高速电机转子受力及损耗温度场分析[J].电气工程学报,2018,13(8):12-17.
[5]张露锋,司纪凯,封海潮.分数槽永磁无刷直流同步电机特性分析[J].微特电机.2016.44(08):45-47.
[6]于海.基于STM32的永磁无刷直流电机驱动器设计[J].信息技术,2018,28(07):165-168.
[7]崔丽.基于AVR单片机的直流无刷电机智能控制系统设计[J].仪表技术与传感器,2009,31(11):34-36.
[8]王绪伟,费树岷,胡继峰.基于MC33035的永磁无刷直流电机控制器的设计[J].电子工程师,2001,27(5):48-50.
[9]郜勇勤,趙栋,田玉琳.无刷直流电机专用控制集成电路MC33035原理及应用[J].机电元件,2013,33(03):19-23.
[10]王陆林,刘贵如.MC33035在直流无刷电机控制系统中的应用[J].单片机与嵌入式系统应用,2012,19(02):40-43.
Application of Permanent Magnet Brushless DC Motor on WEDM
Electrode Wire Control System
LIU Yu-lan
(Department of Mechanical and Electrical Engineering,Jiangsu College of Information Technology,Wuxi Jiangsu 214153)
Abstract: This paper proposes a control scheme of electrode wire system based on permanent magnet brushless DC motor, to point at the speed control requirements of NC WEDM electrode wire control system.It describes overall design requirements and introduces hardware and software design . Practice proves that the system has excellent starting performance and speed regulation performance, low energy consumption, good economy, strong adaptability.It applies to frequent commutation, bad working conditions occasions.
Key words: NC WEDM machine tool; electrode wire control system; permanent magnet brushless DC motor; Atmega16 ; motor drive
