刀具材料对CFRP铣削力的影响*
2018-03-07 03:02段春争李朋欣
组合机床与自动化加工技术 2018年2期
段春争,李朋欣
(大连理工大学 机械工程学院,辽宁 大连 116024)
0 引言
碳纤维增强复合材料(CFRP)具有密度小、比强度高、比模量高、抗震性能好等优点,已广泛应用在军事及民用工业的各个领域,是近些年来发展较快的一种材料[1-2]。但由于其高硬度、非均质及各向异性等特点,严重制约了材料的高效加工。切削力对计算功率消耗,机床、夹具、刀具的设计,切削用量的制定,刀具几何参数的优化,都具有重要的意义。小的切削力能够降低切削温度、机床功率消耗、工件振动和零件变形,从而提高加工质量,还能保证较长的刀具寿命。Sorrentino等人[3]采用H1UTi20T刀具进行了CFRP铣削试验,发现轴向力Fz随进给速度、径向切深和轴向切深的增加而增加。Merino Perez J L[4]选用涂层和WC-Co刀具进行CFRP切削力试验,发现与其它切削参数相比,切削力随切削速度的增加变化更快。吴红等[5]选用硬质合金刀具铣削CFRP,结果表明铣削力随转速和进给速度的增大而增大,其中进给速度对铣削力影响更大。Rawat[6]采用硬质合金刀具进行钻削试验发现,轴向力随着进给速度的增加而增加,并与切削参数之间存在非线性的关系。
目前国内外对CFRP铣削力已做了许多研究,但仍存在一些不足。大部分研究集中在铣削参数对铣削力的影响,对不同刀具的适用范围并没做系统的研究。因此,文本选择金属陶瓷(NX2525)、硬质合金(HTi10)与涂层(VP15TF)三种刀具进行CFRP铣削对比试验,分析不同刀具的铣削力随铣削参数的变化规律,建立了不同刀具的铣削力经验公式,从而实现铣削加工前铣削力的预测和控制。本文的研究对CFRP铣削过程中工艺参数及刀具材料的选择,减小刀具磨损,改善加工表面质量具有重要的参考作用。
1 铣削力经验公式模型
由金属切削原理可知,切削力与切削参数之间存在一定的指数关系,且经验公式的标准形式为:
(1)
其中,F为切削力;C为与加工材料及切削条件的相关系数;n为转速,r/min;vf为进给速度,mm/min;ap为轴向切深,mm;ae为径向切深,mm;a1、a2、a3、a4分别为指数。
本文根据式(1)建立CFRP铣削力经验公式,由于ap=2mm、ae=2mm为固定值,转速与进给速度为变量,所以可以将式(1)简化为:
(2)
对式(2)等号两端分别取对数,得:
lgF=lgC1+a1lgn+a2lgvf
令y=lgF,a0=lgC1,x1=lgn,x2=lgvf,则y=a0+a1x1+a2x2
2 试验条件与方案
2.1 试验条件
本次试验选用东昱精机CMV-859A数控铣床;采用YDCB-III05型三向压电石英测力仪对铣削力进行测量,采集的数据经YE5850电荷放大器处理后,再经INV3018A型数据采集分析仪进行A/D转换,然后传输到电脑上,最后经DSAP V10.01数据处理系统进行数据处理,得到铣削力大小。
试验材料选用的是T700单向碳纤维层合板,尺寸规格为200×120×5mm;试验选用机夹式刀具,刀杆型号为BAP300R,两刃,直径为φ17mm;刀片型号为APMT1135PDER-H2,选用三菱公司生产的NX2525金属陶瓷、VP15TF涂层、HTi10硬质合金刀片。采用干切顺铣的加工方式。
2.2 试验方案
通过参考文献[3-4,6]及结合实际的加工条件,选用的试验参数如表1,试验采用全因素法得到12种不同的切削参数组合,进给方向沿纤维方向。
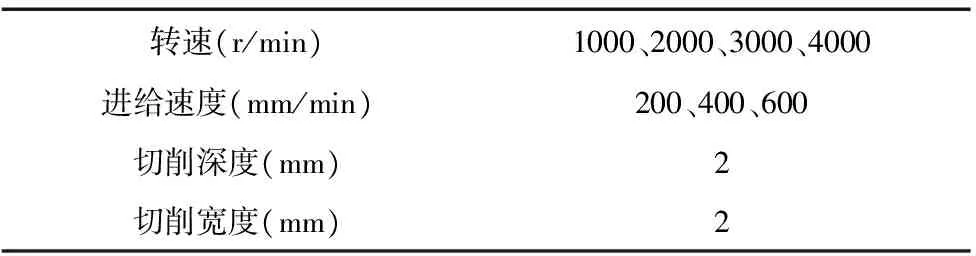
表1 铣削参数
3 试验结果与分析
3.1 试验结果
图1为CFRP铣削加工示意图。其中fz为每刀齿进给量,n为转速。由于在铣削的过程中,铣削分力Fy要远大于Fx,因此定义Fy为主铣削力,本文主要研究主铣削力Fy的变化规律。试验结果如表2。
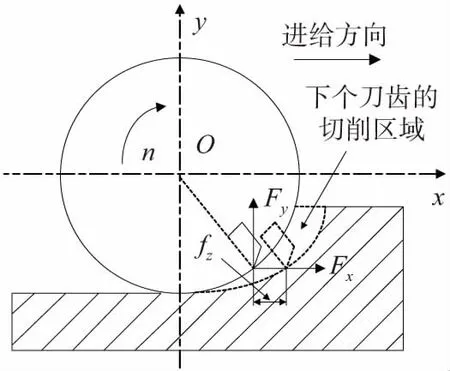
图1 CFRP铣削加工示意图
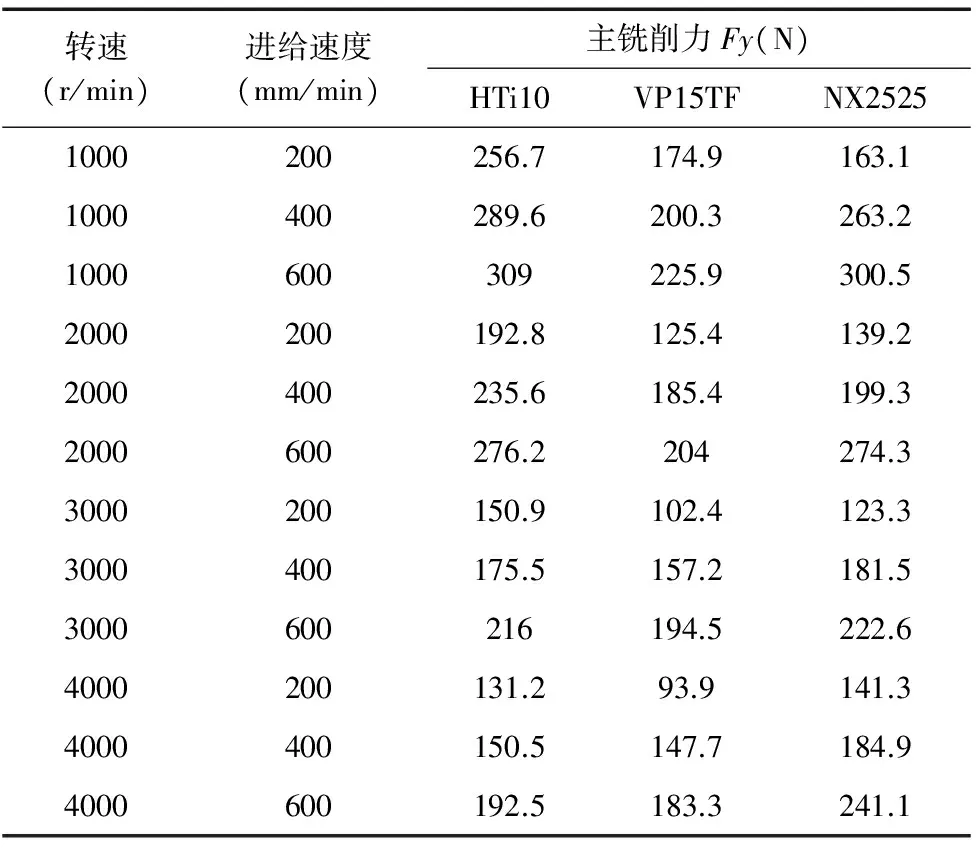
转速(r/min)进给速度(mm/min)主铣削力Fy(N)HTi10VP15TFNX25251000200256.7174.9163.11000400289.6200.3263.21000600309225.9300.52000200192.8125.4139.22000400235.6185.4199.32000600276.2204274.33000200150.9102.4123.33000400175.5157.2181.53000600216194.5222.64000200131.293.9141.34000400150.5147.7184.94000600192.5183.3241.1
3.2 结果分析
将表2中的数据画成图2,从图2中可以看出,在转速1000~2000r/min、进给速度200~600mm/min的铣削参数范围内:
Fy,HTi10>Fy,NX2525>Fy,VP15TF
其中,Fy,HTi10、Fy,NX2525、Fy,VP15TF分别为HTi10、NX2525、VP15TF刀具的主铣削力。
当转速为3000r/min时,在200~400mm/min的进给速度范围内:
Fy,HTi10>Fy,NX2525>Fy,VP15TF
当转速为3000r/min时,在400~600mm/min的进给速度范围内:
Fy,NX2525>Fy,HTi10>Fy,VP15TF
在转速为4000r/min、进给速度为200~600mm/min的铣削参数范围内:
Fy,NX2525>Fy,HTi10>Fy,VP15TF
随着转速的增加,HTi10与VP15TF刀具之间主铣削力的差值越来越小。
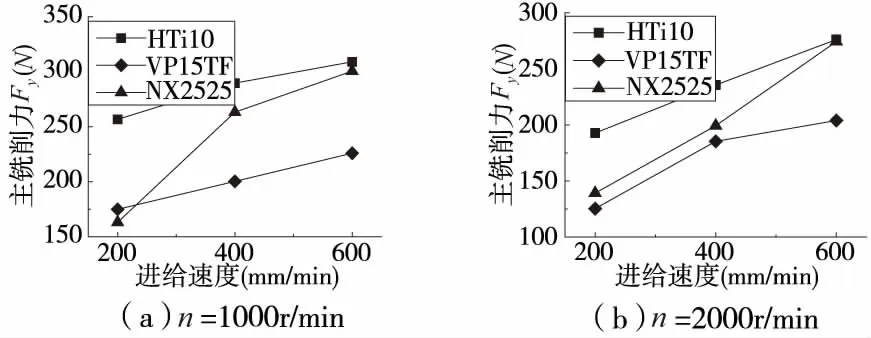
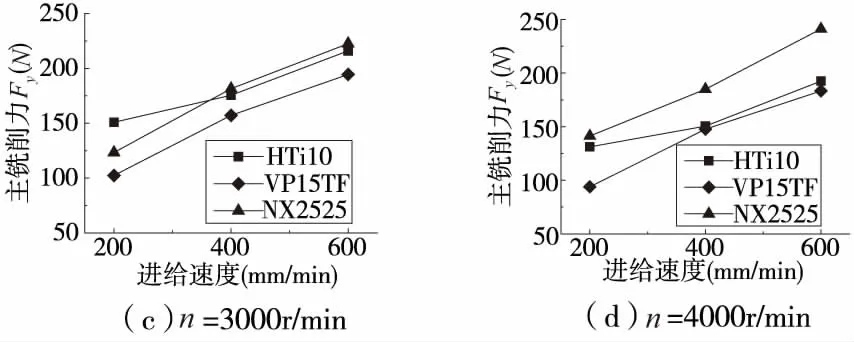
图2 铣削参数对不同刀具主铣削力的影响
VP15TF刀具的涂层材料为(Al,Ti)N,具有较高的耐热性、结合强度与耐磨性,与工件之间的亲和力低,低的摩擦系数能够降低切削力及切削温度,涂层刀具兼具涂层与基体两者的优点,在铣削过程中能够保证较低的主铣削力[6-7]。NX2525刀具具有较高的硬度,高速切削钢料的时候磨损率极低,耐磨性比钨钴类硬质合金高3~4倍,在加工CFRP的时候,刀具与切屑、工件接触面上会形成氧化钛薄膜,可以作为干润滑剂减小摩擦,在速度较低时,主铣削力低于HTi10刀具[8];但随着转速的增加,整个工艺系统振动加剧,NX2525刀具对振动比较敏感,导致主铣削力高于其他两种刀具;此外NX2525相对于HTi10刀具具有高的热膨胀系数与低的导热系数,切削刃附近温度高,刀具容易发生磨损,所以NX2525刀具在高速时主铣削力较大。VP15TF刀具在试验参数范围内,能够保证较小的主铣削力;在低于2000r/min的转速的情况下,HTi10刀具的主铣削力高于NX2525刀具,当转速高于3000r/min时,NX2525刀具的主铣削力逐渐高于HTi10刀具。
3.3 铣削力经验公式的建立
在铣削力经验公式建立之前,首先对三种刀具的转速与进给速度进行无重复双因素方差分析,分析转速与进给速度对刀具主铣削力影响的显著程度,其方差分析的结果见表3,其中表中的F值是在显著水平的条件下得到,通过查F分布表得临界值F0.05(2,6)=5.14,F0.05(3,6)=4.76,然后对比表中F值与临界F0.05值,能够得出转速与进给速度影响的显著性水平。
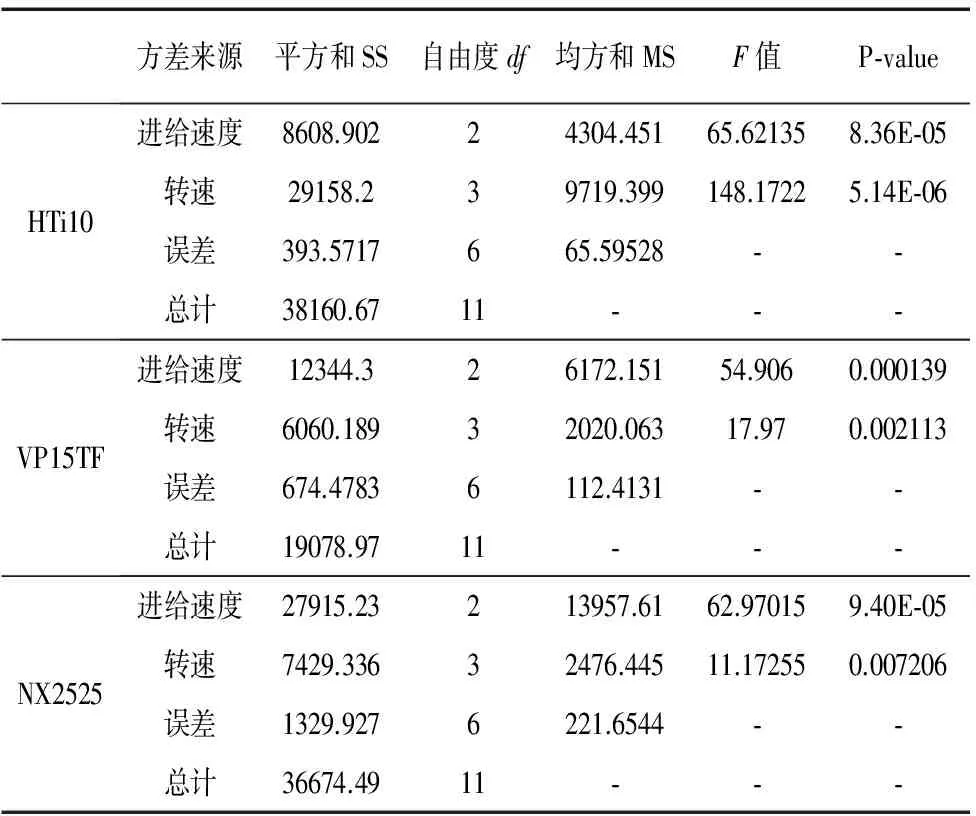
表3 主铣削力影响因素方差分析
通过对比表3中的F值与临界F0.05值,得出F值均大于其相对应的临界F0.05值,所以三种刀具的转速与进给速度对主铣削力均显著性影响,其中HTi10刀具的转速影响显著性大于进给速度,而VP15TF和 NX2525刀具的进给速度影响显著性大于转速。为了更好的表征主铣削力随铣削参数的变化规律,建立不同刀具主铣削力和铣削参数之间的多元回归模型。拟合公式之前,首先需将各参数与主铣削力转化为对数值,再将所得数据进行多元线性回归分析,经拟合得到的经验公式为:
(3)
(4)
(5)
其中为判断回归拟合的系数,越接近1,表明公式拟合的效果越好,预测的力也就越准确。由于三个公式中的均高于0.9,说明建立的经验公式能够较准确预测铣削力的大小。经典切削力经验公式的标准形式不仅适用于金属切削力经验公式的建立,同样适用于CFRP铣削力经验公式的建立。
从公式(3)~公式(5)中可以看出,三种刀具的主铣削力均随转速的增大而减小,随进给速度的增大而增大。主铣削力随转速的增大而减小,当进给速度相同时,高转速下每刀齿的切削区域减小,主铣削力减小;高转速下切削速度较高,高的切削速度又会使切削惯性力增大,从而使切削力降低;树脂基体的导热性比较差,随着铣削速度的升高,铣削温度会不断升高,造成树脂基体不断软化,能够降低主铣削力;树脂软化后会粘附在前刀面,导致刀具前角增大,降低铣削力;此外随着转速的提高,材料表面的破碎率会逐渐增大,刀具与工件表面的摩擦面积减小,后刀面与工件表面的平均摩擦系数也会逐渐减小,也将降低主铣削力[9-10]。主铣削力随进给速度的增大而增大,这是因为随进给速度的增加,单位时间内刀具切削量增大,每齿的最大切削厚度与切削面积增加,使变形抗力与后刀面摩擦力增大,从而导致主铣削力增加。
经对比分析公式(3)~公式(5)中的指数大小与方差分析结果,使用两种方式得出的转速与进给速度的影响程度一致,其中HTi10刀具的转速影响程度高于进给速度,而VP15TF刀具和NX2525刀具的进给速度影响程度高于转速,从侧面也能反映出经验公式的准确性。
4 结论
CFRP属于难加工材料,减小铣削力能够提高加工质量和减小刀具磨损。因此本文采用HTi10、VP15TF和NX2525刀具进行CFRP铣削试验,为CFRP加工刀具材料及铣削参数的选择提供参考。本文主要得到以下结论:
(1)在试验参数范围内,由于VP15TF刀具的(Al,Ti)N涂层与工件之间的亲和力较低,摩擦系数小,主铣削力最小,VP15TF刀具最适合CFRP的铣削加工。
NX2525刀具与切屑、工件接触面上会形成氧化钛薄膜,作为干润滑剂减小摩擦,在速度较低时,主铣削力低于HTi10刀具;由于NX2525刀具脆性较大,对振动最敏感,当转速高于3000r/min时,整个工艺系统振动加剧,此外NX2525刀具的导热系数较低,容易发生热疲劳破坏,导致NX2525刀具主铣削力最大。
(2)建立了三种刀具的主铣削力经验公式,并结合方差分析可得,铣削CFRP时,HTi10刀具转速对主铣削力的影响程度高于进给速度,而VP15TF和NX2525刀具进给速度对主铣削力的影响程度高于转速。
(3)铣削参数对HTi10、VP15TF、NX2525三种刀具的主铣削力影响规律基本一致,转速越高,每个刀齿的去除区域减小,材料破碎率增大,摩擦减小,导致主铣削力越小;进给速度越大,切削面积增大,变形抗力和摩擦力增大,主铣削力增加。因此在CFRP铣削过程中,为减小铣削力,宜采用高转速、低进给速度。
[1] 张菡英,刘明. 碳纤维复合材料的发展及应用[J]. 工程塑料应用,2015,43(11):132-135.
[2] 刘晓楠,林静. 碳纤维复合材料在航空航天领域的应用[J]. 工业,2016(8):00300.
[3] Sorrentino L, Turchetta S. Milling of carbon fiber reinforced plastics: analysis of cutting forces and surface roughness[C]//18th International Conference of Composite Materials,2011.
[4] Merino Perez J L. The effect of resin on tool wear in the drilling of CFRP composites[D]. University of Sheffield, 2016.
[5] 吴红,陈燕,韩胜超. 硬质合金刀具铣削碳纤维复合材料的铣削力研究[J]. 机械科学与技术,2014,33(8): 1255-1258.
[6] Rawat S, Attia H. Wear mechanisms and tool life management of WC-Co drilling during dry high speed drilling of woven carbon fiber composite[J]. Wear, 2009,267:1022-1030.
[7] 徐宏海,徐倩,刘东. 碳纤维复合材料高速铣削实验研究[J]. 机械设计与制造,2009(12):167-169.
[8] 黄震. 金属陶瓷刀具加工奥贝球铁的切削性能研究[D].大连:大连理工大学,2008.
[9] Caprino G,De Iorio I,Nele L,et al.Effect of tool wear on cutting forces in the orthogonal cutting of unidirectional glass fiber reinforced plastics[J].Compos Part A,1996,27: 409-41.
[10] 齐锁龙,李勋,陈志同,等. 碳纤维复合材料切边加工实验研究[J]. 航空精密制造技术,2010(4): 42-45.
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
纺织科学研究(2021年7期)2021-12-02
建材发展导向(2021年14期)2021-08-23
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
汽车零部件(2016年6期)2016-07-18
制造技术与机床(2014年1期)2014-03-11