某企业磁极铁芯生产线仿真优化
2018-03-07 02:57王俊元曾志强齐明思
组合机床与自动化加工技术 2018年2期
王俊元,曾志强,王 媛,齐明思
(中北大学 机械与动力工程学院,太原 030051)
0 引言
低投入获得高产出、高效率的生产管理方式,最大限度地降低生产中所占用的资源及企业。制造型企业首要工作为提高生产效率和生产效益,优化车间生产线是关键。某企业正处在重要的战略转型之际,迫在眉睫的问题是如何快速生产出高品质的电机产品。本文选取电机机构的重要零部件——磁极铁芯生产线优化研究,保证车间生产线的平衡和生产物流畅通,为企业优化生产提供理论依据和数据支持。
石宇强提出将达宝易软件与Flexsim相结合使用优化生产线,分析了工作流程、作业时间和产能[1];胡锦峰提出用Petri网建模和Flexsim仿真分析生产作业流程中出现的瓶颈[2];邱伊健等人运用Flexsim建立汽车后桥生产线的仿真模型,再使用遗传算法设置优化目标,优化生产线[3];张惠等人提出采用系统布置设计SLP法和Flexsim相结合,找到最佳的设施布置方案[4];沈斌等人通过运用IE技术分析某企业阀体加工流水线进行,再利用Flexsim验证实际效果,提出了新工艺和布局方案[5]。Hongxia CHEN等人提出3条单生产线重组混合生产线,Flexsim找出瓶颈工序,优化后实现了高效混流生产,达到产品多样化和个性化[6];Jianliang Peng针对生产线最优资源配置仿真优化,Flexsim将当前生产的瓶颈结合输出作为评估标准,仿真分析后为系统资源优化提供了重要依据[7];Aneta Konczaka, Jerzy Paslawskib探索了MicroCyclone,Flexsim和AnyLogic三个仿真软件,分别对生产计划过程中找出问题,模拟生产过程,改变组合构成,从而提高生产线的生产效率[8]。可见,Flexsim的应用主要集中在制造业和物流业,尤其是在车间布局与流程优化方面,优化效果显著有效。Flexsim仿真软件一般不单独使用,前期可使用Petri网、SLP法等多种方法进行模型建立,Flexsim对模型仿真找出瓶颈工序,实际上,Flexsim仿真优化的同时结合多种理论,可较好得出具有价值的优化方案。
本文所研究的磁极铁芯是电机机构的重要零部件,结合使用Petri网、Flexsim和工业工程中的ECRSI原则对生产线优化分析,找出最优方案,保证车间生产线的平衡,合理安排人员,妥善规划机器设备和布局,保证生产物流畅通,为企业优化生产提供理论依据和数据支持在众多文献中,使用Flexsim建立仿真模型的目的大多都是为了找出生产瓶颈,并没有对瓶颈进行深入分析;在对生产作业系统瓶颈的消除方法上,只是在以往经验或简单分析的基础上,提出几种可行性方案。本文则是基于以上文献分析研究后,结合使用Petri网、Flexsim和工业工程中的ECRSI原则对生产线优化分析,对找出的瓶颈工序继续深入研究优化,结合生产线平衡理论找出最优方案,保证车间生产线的平衡,为企业优化生产提供理论依据和数据支持。
1 磁极铁芯生产线现状分析
结合该零部件生产线实际情况,通过工业工程理论分析研究后,将影响车间生产作业的原因主要总结为车间现场布局不太合理(如料箱、料架的摆放不合理,操作员拿取工具都需要来回走动,严重影响了操作员的走动路线和作业动作,增加了做无用功的时间)、现场管理不完善(如扳手、防护用具乱摆乱放现象随处可见)、人员作业不规范且主观能动性差(如员工在现实作业时没有科学的标准作业要求,部分操作的规范不清晰)三方面,将分析结果作为生产线优化的现实基础。
该企业坚持市场需求为导向,自主创新研发出了高效节能产品——高效高压同步电机,已经列为重大自主创新项目。所研究的电机零部件磁极铁芯年产量是8400件,该车间每周工作6天,每天工作16h(两班制、每班8h),每年工作300天。由于该企业分公司一般情况下,每班都是按照一定产品比例进行批量生产。该零部件加工工序图如图1所示。该生产线加工生产流程如图2所示。表1为该生产线工艺流程卡。
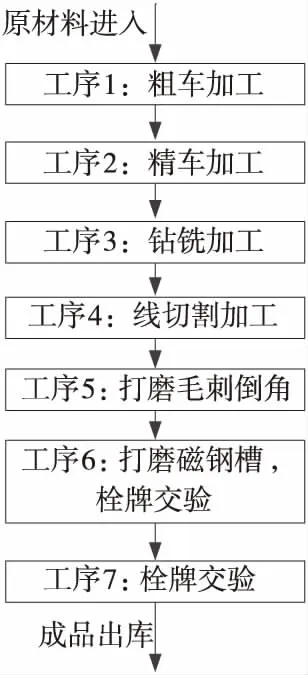
图1 磁极铁芯生产工序图

图2 磁极铁芯生产具体流程图

工序号工序 工步内容机器设备人员工序工时/s1粗车装夹,找正零件,齐平端面,粗车外圆(1),粗车内孔,调头,齐平端面,粗车外圆(2)卧式车床22612精车装夹,找正零件,齐平端面,精车内孔,调头,齐平端面卧式车床22073钻铣装夹,找正零件,铣磁钢槽,钻孔,沉孔,铣零件外形,铣槽龙门铣27264线切割线切成键槽线切割机床11505打磨毛刺倒角打磨毛刺、倒角/134.86打磨磁钢槽打磨磁钢槽/140.27交验栓标牌,交验/110.8
2 磁极铁芯生产线建模与仿真
2.1 Petri网理论
Petri网用来描述事件和条件关系的网络图,直观呈现系统结构,表示内部并行、同步、冲突等关系,直观模拟生产系统,研究系统内部性质[9]。
Petri网的简易模型见图3所示。位置用圆表示,转换用粗实线段表示,位置中所包含的托肯(Token)是某一位置或工作的局部状态,用实心圆点表示,圆点数目为托肯数,无圆点的位置表示该部分工作还未开始,托肯在所有位置中的分布情况为模型的整体状态,将其称为Petri网标识[10]。

图3 Petri网模型实例
2.2 Petri网模型建立
为了建模方便,提出两个假设条件:该生产线的所有设备和机器均能正常工作,工作期间不出现故障;设备与零件不发生损坏。图4为磁极铁芯生产线Petri网模型。

图4 磁极铁芯生产线Petri网模型
其中,库所p代表各机器设备的状态;变迁t代表全部工序;用箭头将机器状态与加工工序联系起来;托肯反映机器工作的动态情况。共有15个变迁,22个库所,其中,p3、p6、p9中托肯数为3,代表有1台机器和两位操作员等待中,因为原生产线是一台机器两人使用;p12中托肯数为2,表示该工序有1台机器和1个操作员等待中;p15、p16、p17中托肯数为1,表示有1位操作员等待工作中。
2.3 Flexsim简介
Flexsim是新一代离散系统的仿真工具,众多领域已广泛采用,如生产线仿真、配送中心拣取仿真、仓库产品出入库仿真、供应链系统仿真等[11]。
2.4 Flexsim仿真模型建立
将磁极铁芯生产线Petri网模型中的库所、变迁与Flexsim仿真模型中的实体一一对应,将Petri网模型转化为Flexsim模型。其中,Petri网模型中的输入库所对应于Flexsim中的发生器(Source),指的是现实生产中原料库;输出库所对应于Flexsim中的吸收器(Sink),指的是现实生产中的成品库;库所对应于Flexsim中的处理器(Processor),指的是现实生产的加工机器设备;变迁则需要设置Flexsim中相关参数来与之对应。Flexsim仿真建模步骤见图5。
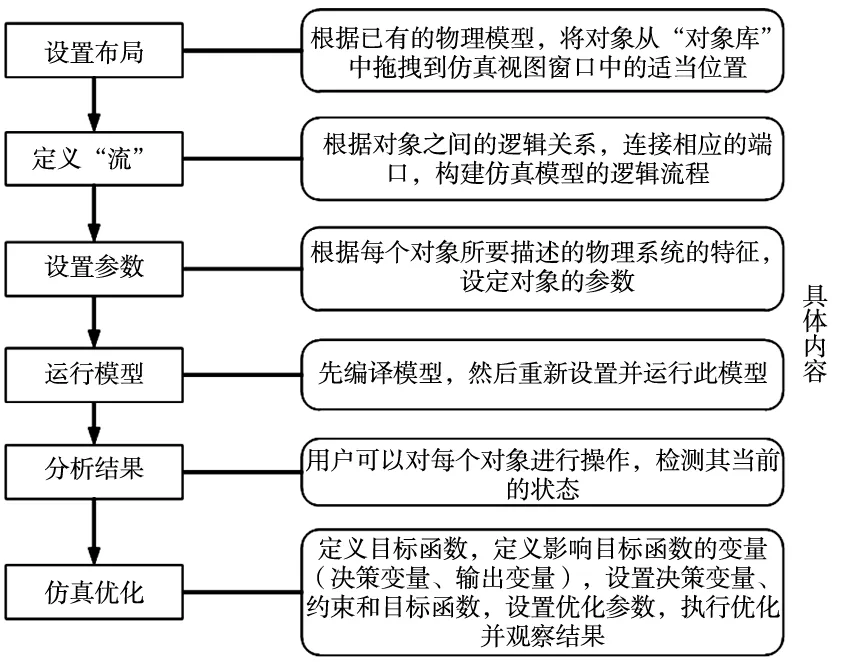
图5 Flexsim仿真建模步骤
因为该生产线每班工作8h,所以将Flexsim仿真时间设置为28800s,当Flexsim模型运行到28800s时,系统停止工作。图6则为当运行到28800s时的生产线Flexsim仿真模型。

图6 生产线仿真模型
图7为工作8h后各工序工作状态扇形图,反映各工序的工作状态。

图7 各工序的工作状态
从图7可知,所有工序的堵塞时间均为0,即每道工序加工都不存在堵塞。工序3钻铣处加工时间占98%,工作繁忙,效率极低,为瓶颈工序;工序7的空闲时间高达99%,说明操作员存在较长等待,存在浪费;而工序5和工序6的加工时间也仅为5%与6%,空闲时间较多,存在浪费。
图8为各暂存区容量状态条形图。

图8 各暂存区的容量状态
从图8中可知,暂存区的实时容量状态直接反映工序状况。暂存区1处为原料输送处,应保证原料充足,设此次处当前容量和最大容量为最大。但是,暂存区3处平均容量为70件,在制品堆积严重,说明工序3钻铣处工作较为繁忙;暂存区4处堆积也相对严重,也说明工序4也为工作的瓶颈。
因此,综合分析各工序的工作状态和各暂存区的容量状态,所研究的磁极铁芯生产线有2处瓶颈工序——工序3钻铣和工序4线切割,其他工序也有继续优化的空间。
3 磁极铁芯生产线优化与平衡评价
3.1 ECRSI原则优化
结合企业自身生产状况,对生产线中作业顺序、生产物料配置等方面进行综合分析,提高企业生产线的平衡状况和生产能力。在工序优化的过程中,综合考虑耗时较长的工序和耗时较短的工序,不能孤立分析单个工序的耗时问题。其中,优化耗时较长工序可参考:增加人员和机器;分割长时间工序作业,将分割后的部分内容移到耗时较短的工序;分析工序流程改进作业流程等。优化耗时较短工序可参考:耗时短的工序之间看能否合并,合并后取消其中一个工序;耗时短工序能否与其他分割后的作业合并,并取消本工位[12]。
着重分析和考虑问题工序和瓶颈工序,采用ECRSI原则——“取消”、“合并”、“重组”、“简化”和“增加”,合理改进生产过程,提高工序流程的运作效率[13]。
(1)取消(Eliminate)与简化(Simplify):判断每项工作是否可取消可简化,本生产线的工艺流程均为不能取消也没有简化必要。
(2)合并(Combine):结合生产线工艺流程卡和Flexsim仿真分析结果,工序6和工序7的空闲时间所占比例较大,将栓牌交验合并到打磨磁钢槽工序中,合并为一个工序,工作时间为51s。
(3)重组(Rearrange)与增加(Increase):着重分析瓶颈工序3钻铣和工序4线切割。综合考虑到车间布局和空间位置,车间已有的机器设备及人员均有限,车间要求每道工序最多增加2台,给出以下4种优化方案,见表2。
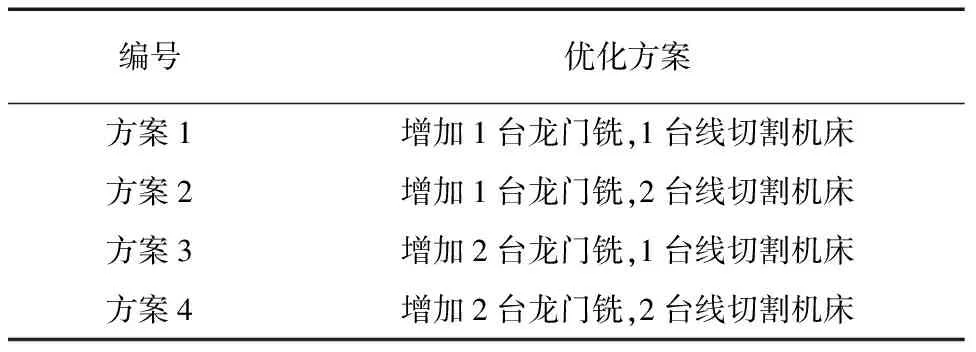
表2 机器增加优化方案
3.2 Flexsim仿真验证
重建生产线,共6道工序,如图9所示。

图9 改进的零部件工序流程图
结合工序流程卡,重新建立4种优化方案的生产线Flexsim仿真模型,如图10所示。

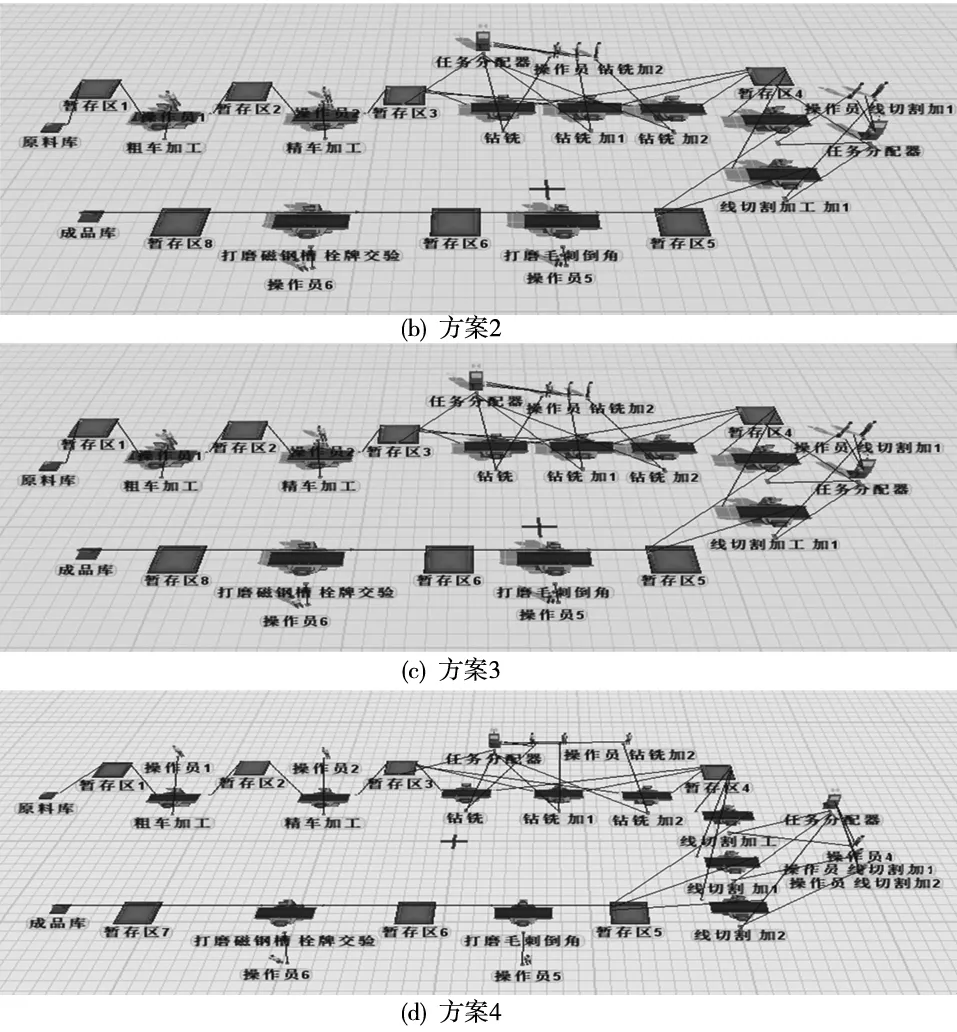
图10 各方案生产线Flexsim模型
Flexsim模型运行到28800s时,图11为各工序优化前后加工时间百分比条形图,图12为各暂存区最大容量值条形图。
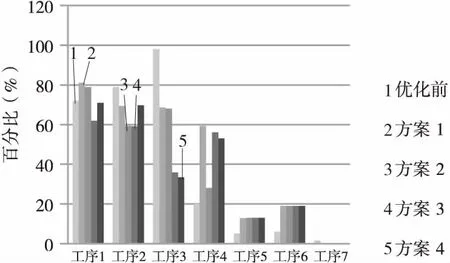
图11 各工序加工时间百分比
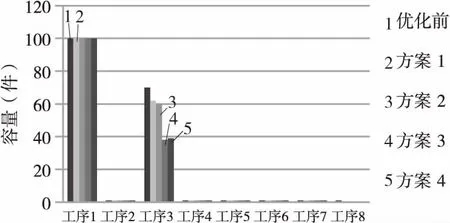
图12 各暂存区优化前后最大容量
可知,方案1、方案3和方案4中,工序4的加工时间均保持在50%~60%,说明这3个方案较好消除了瓶颈工序4;方案3和方案4中工序3的加工时间分别为36%和33.6%,且暂存区3最大容量减少近一半,极大程度减少了在制品堵塞情况,方案3和方案4较好消除了瓶颈工序3。因此,方案3、方案4解决了工作瓶颈,但是,还需要对各优化方案进行评判,最终确定最优方案。
3.3 改善前后生产线平衡评价
3.3.1 评价依据
(1)生产节拍Tmax:单工序耗时最久的工作时间;
(2)单日最大产能MC:
(1)
式中,T——每天工作时间;
Tmax——生产节拍。
(3)生产不平衡损失时间Tloss:也叫总停顿时间,该值越小,说明工序中停顿等待出现的次数少,工作效率越高。
Tloss=∑(Tmax-Ti)
(2)
式中,Ti——第i工序时间。
(4)生产线平衡率P:一般情况下,生产线平衡率越高,生产线的平衡程度就越好。
(3)
式中,∑Ti——各工序作业时间总和;
Tmax——生产节拍;
n——总工位数。
(5)生产不平衡损失率d:
d=1-P
(4)
(6)平滑性指数SI:研究生产线各工序作业时间的重要指标,用来研究各工序分布离散情况,反映生产线上各工序之间工作时间的偏差程度。平滑性指数越小,说明生产线各工序作业时间分布偏差越小,则生产线具有较好的平衡效果[14]。
(5)
3.3.2 优化前后数据对比
对比改善前后的几项指标,如表3所示。
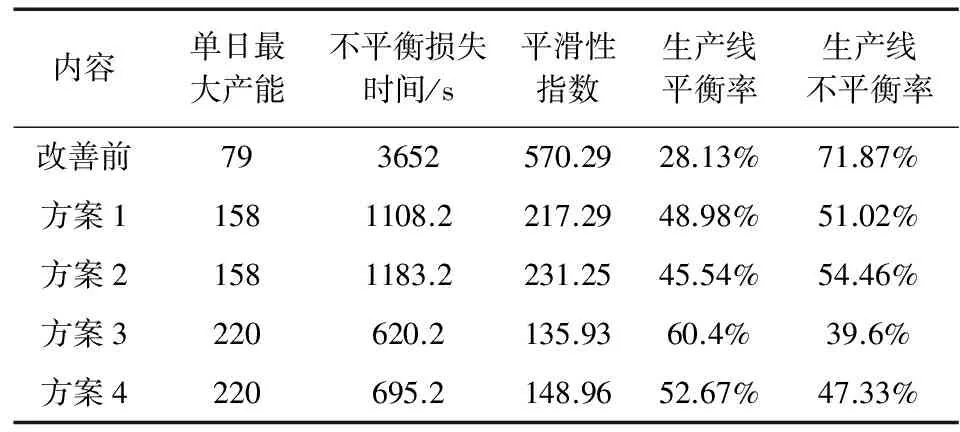
表3 改善前后对比表
由表3可知,方案3生产线平衡率达到最高60.4%,平衡损失时间最小,平衡性指数降到最低,即对原生产线增加2台龙门铣和1台线切割机床为最优方案。
4 结束语
通过各种规划方法以及仿真软件对加工生产流程进行研究有很大的指导意义。本文利用Petri网和Flexsim对生产线建模与仿真,结合工业工程理论和生产线平衡理论来分析优化,最优方案在最大程度上提高了生产线的工作效率,达到了缩短瓶颈时间、提高生产效率的目的,为企业分车间生产优化工作提供了一定参考价值。
[1] 石宇强. 基于达宝易与Flexsim的生产线优化研究[J]. 机械设计与制造,2011(2):130-132.
[2] 胡锦峰. 基于Flexsim的W公司涡旋空压机生产仿真研究[D]. 南昌:南昌大学,2012.
[3] 邱伊健,涂海宁. 基于Flexsim与遗传算法的混流生产线仿真与优化研究[J]. 组合机床与自动化加工技术,2015(8):119-123.
[4] 张惠,李成松,李玉林,等. 基于SLP法和Flexsim仿真的机加工车间设施布置优化研究[J]. 现代制造工程,2016(5):63-68.
[5] 沈斌,魏清亮,张世亮. 基于IE技术和Flexsim的D公司阀体加工流水线优化研究[J]. 装备制造技术,2014(5):158-160.
[6] Hongxia CHEN, Dong YANG, Honghua SUN. Simulation Research of the Mixed-Model Production Line based on Flexsim[J]. IE and EM 2009-Proceedings 2009 IEEE 16th International Conference on Industrial Engineering and Engineering Management,2009:1877-1881.
[7] Jianliang Peng. Optimal Allocation of Resources in Production Line Based on Flexsim Simulation[J]. International Conference on Management and Service Science,2010:1-4.
[8] Aneta Konczaka, Jerzy Paslawskib. Decision support in production planning of precast concrete slabs based on simulation and learning from examples[J]. Procedia Engineering,2015,122:81-87.
[9]袁崇义. Petri网原理及应用[M]. 北京:北京电子工业出版社,2005.
[10] 江志斌. Petri网及其在制造系统建模与控制中的应用[M]. 北京:机械工业出版社,2004.
[11] 秦天保,周向阳. 实用系统仿真建模与分析——使用Flexsim[M]. 北京:清华大学出版社,2016.
[12] 陈维余. DYC公司总装生产线平衡问题研究[D].济南:山东大学,2012.
[13] 张卫德,严洪,徐成. 基于Flexsim的生产线仿真和应用[J]. 工业控制计算机,2005,18(9):46-47.
[14] 吴杰明. 提高生产线平衡率浅析[J].上海电力学院学报,2004,20(2):49-53.
猜你喜欢
科技风(2022年34期)2022-12-14
防爆电机(2022年4期)2022-08-17
橡塑技术与装备(2022年8期)2022-08-05
水电与抽水蓄能(2022年3期)2022-07-17
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
幼儿教育·父母孩子版(2017年9期)2017-11-15
中国卫生(2016年2期)2016-11-12
中国卫生(2016年1期)2016-01-24
中国卫生(2015年4期)2015-11-08