锌基镀层超高强度钢板热冲压汽车B柱加强板成形规律研究
2018-03-10 07:21刘佳宁乔军平ZhangWenLiuJianingQiaoJunpingLiLi
北京汽车 2018年1期
张 雯,刘佳宁,乔军平,栗 丽 Zhang Wen,Liu Jianing,Qiao Junping,Li Li
锌基镀层超高强度钢板热冲压汽车B柱加强板成形规律研究
张 雯,刘佳宁,乔军平,栗 丽 Zhang Wen,Liu Jianing,Qiao Junping,Li Li
(北京汽车股份有限公司 汽车研究院车身部,北京 101300)
汽车轻量化是当今世界各国为实现节能减排、缓解环境污染而共同提出的一大举措,其中超高强度钢热冲压技术是实现汽车轻量化的主要途径之一。利用锌层超高强度钢板进行B柱加强板试制试验,当加热温度为900℃,保温时间为500 s,转移时间为7 s时,所得B柱外观及力学性能最优。
汽车轻量化;锌基镀层超高强度钢板;热冲压;B柱加强板
0 引 言
汽车轻量化是当今世界各国为实现节能减排、缓解环境污染而共同提出的举措,钢铁行业目前也已经开发出多种高强度钢板来适应这一举措,其中超高强度钢热冲压技术是实现汽车轻量化的主要途径之一[1-2]。热冲压是指将坯料在加热炉中加热至900℃及以上,然后转移到模具内进行冲压、保压、淬火,从而获得马氏体组织,其抗拉强度高达1 500 MPa。相比普通高强钢,采用超高强钢热冲压技术可使零件减重约20%~30%。但热冲压钢板在加热保温过程中会产生表面脱碳和氧化起皮现象,增加了后续喷丸处理工艺,降低了生产效率。为防止钢板表面的脱碳和起皮现象,提高冲压成形件的耐蚀性,国内外各大钢厂及高校分别研究带镀层的热冲压高强度钢,其中Al-Si镀层热冲压高强钢应用较为普遍,而对锌基镀层超高强度钢板研究较少。主要研究锌基镀层超高强度钢板在某车型B柱加强板上的应用。
1 锌基镀层超高强度钢板材料性能
在进行热冲压试验前,需要清楚地了解原材料的性能,有必要精确测量材料的化学成分、金相组织和力学性能等。
1.1 化学成分
试验材料为首钢生产的1.2 mm厚锌基镀层超高强度钢板,利用光谱仪测量其化学成分,结果见表1。化学成分的标准范围参考企业标准《BAS—518北汽热成形钢标准》,以下未做说明的标准范围均出自该企标。
%

表1 化学成分
1.2 金相组织
试验所选材料原始组织由铁素体和珠光体构成,如图1所示。
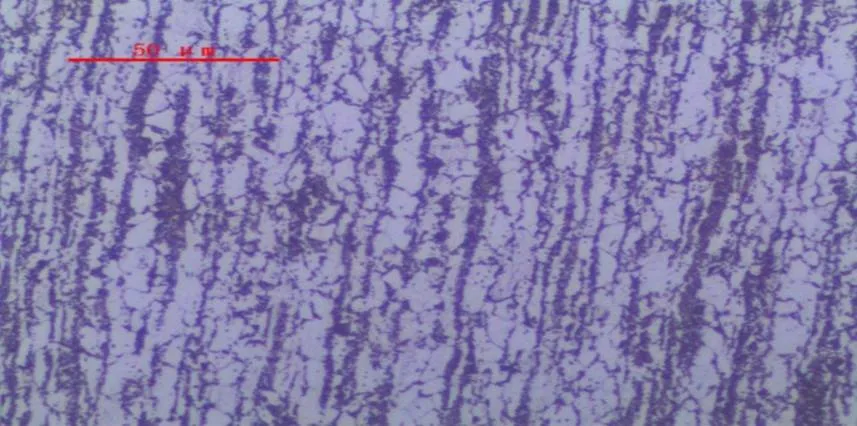
图1 原材料金相组织(500X)
1.3 力学性能
将锌基镀层超高强度钢板根据《GB/T 228.1—2010金属材料拉伸试验第1部分:室温试验方法》[3]中P6试样要求制样,所用万能材料试验机型号为CMT5605,环境温度:19.3℃,湿度:37%RH。测试结果见表2,可以看出,该材料的力学性能符合标准要求。

表2 力学性能
1.4 维氏硬度
利用维氏硬度计对原材料的维氏硬度进行测试,结果见表3。

表3 维氏硬度 HV
通过对锌基镀层超高强度钢板原材料进行分析,可以断定其化学成分、力学性能及金相组织都满足企业标准要求,故可以利用该材料进行B柱加强板试制试验。
2 B柱加强板试制试验及结果
采用西班牙ESSM 1000热冲压试验机进行锌基镀层超高强度钢板B柱加强板的试制试验工作,重点介绍具体试制过程,并对各组方案试制结果进行分析。
2.1 B柱加强板试制过程
B柱加强板试制过程如图2所示。试制采用级进模落料,提高了生产效率。具体试制过程为:由机械手将落好的坯料运送至加热炉中进行加热、保温;然后机械手将加热后的坯料运送至压力机上进行冲压,压力机的冲压速度是变化的,由刚接触坯料的约150 mm/s降到冲压结束前约50 mm/s;最后将冲压完成的B柱加强板放置存储区。该冲压模具为一模两件复合模,压力机连续生产节拍为24 s。
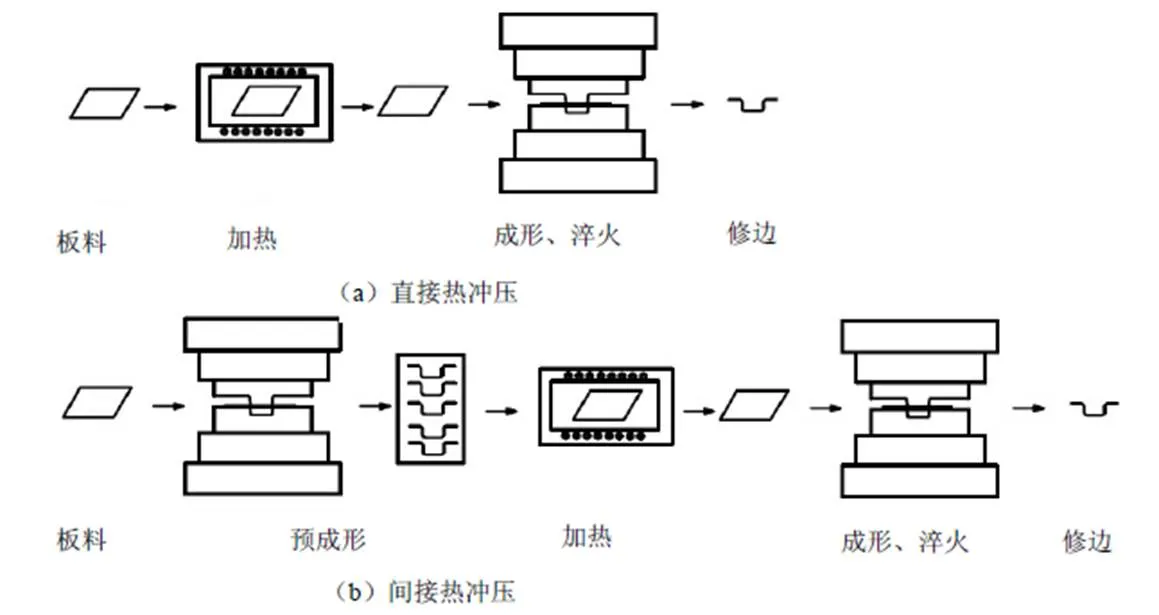
图2 B柱加强板热冲压试制示意图
2.2 各组方案试制结果与评价
B柱加强板试制方案见表4。其中,1~3组试制主要研究转移时间对零部件性能的影响规律;3~5组试制主要研究保温时间对零部件性能的影响规律;6~7组主要研究加热温度对零部件性能的影响规律。
7组试制B柱表面状况及原因分析的对比见表5。从表中分析及图3试制零部件照片可以看出,第6组试验方案所得产品外观最好。

表4 7组试制工艺参数

表5 7组试制B柱表面状况及原因分析对比
注:改变钢板的转移时间是想观察不同初始温度对试验结果的影响,长时间生产后,模具表面开始附着白色物质。
3 中性盐雾试验
盐雾试验是一种利用盐雾试验设备所创造的人工模拟盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验,从而考核产品或金属材料的耐盐雾腐蚀质量。
该中性盐雾试验所用试验机型号为Q-FOG CCT1100,具体试验条件见表6。

表6 中性盐雾试验条件
将无镀层与带锌基镀层的超高强度钢板进行模拟热冲压试验,将试验后的料片做成涂装挂片(根据经验,涂装挂片长150~200 mm,宽100 mm),随整车进行电泳、中涂,将涂装后的料片在盐雾试验箱中进行中性盐雾试验。无镀层与带锌基镀层的超高强度钢板中性盐雾试验前后对比如图4所示,试验240 h后,无镀层的样品边缘有轻度红锈,带锌基镀层的样品边缘有轻度白锈。两组样品均满足整车防腐要求,但是带锌基镀层的钢板防腐效果 更好。

图3 试制零部件照片

图4 无镀层与锌基镀层各样品中性盐雾试验前、后对比图
4 结 论
1)测得锌基镀层超高强度钢板材料的化学成分、力学性能及金相组织,原材料的理化性能均满足企业标准的要求。
2)利用首钢锌基镀层超高强度钢板进行B柱加强板的试制试验工作可以得出,当保温时间为300 s时,热冲压钢未发生完全的奥氏体化,导致产品带花纹,表面颜色不一致;当保温时间不变,随着转移时间增长,其表面开始出现锈蚀现象;当转移时间不变,随着保温时间延长,热冲压钢奥氏体化更加完全,产品表面花纹逐渐减少,待保温时间增加到500 s时,产品正常,颜色一致,所得产品外观较好。待最高加热温度增加到930℃时,锌层脱落导致加热炉内气氛异常,影响了光栅的正常工作。第6组试验方案所得产品外观最好。
3)锌基镀层超高强度钢板耐腐蚀能力明显优于无镀层超高强度钢板。
[1]H Karbasian,A E Tekkaya. A Review on Hot Stamping[J]. Journal of Materials Processing Technology,2010,210(15):2103-2118.
[2]张永亮,李雪刚,张鑫. 高强度钢板热冲压成形研究与进展[J]. 汽车工艺与材料,2015(2):41-46.
[3]金属材料拉伸试验第1部分:室温试验方法:GB/T 228.1-2010 [S].
2017-10-30
U468.2+1
A
1002-4581(2018)01-0039-04
10.14175/j.issn.1002-4581.2018.01.011
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
汽车实用技术(2022年11期)2022-06-20
交通科技与管理(2022年8期)2022-05-07
机电信息(2022年9期)2022-05-07
表面技术(2022年1期)2022-02-12
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
中国科技纵横(2015年4期)2015-04-14
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27