基于转矩控制的胶片塑料纸剥离装置及控制方法
2018-03-16 06:02黄笑祥季徐庆
橡塑技术与装备 2018年6期
黄笑祥,季徐庆
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
在轮胎制造行业中,斜裁是生产带束层以及钢包等制品的主要设备,一般由导开装置、递布装置、裁断装置、接头装置、动力辊装置、贴胶片装置、胶片剥离装置、卷取装置等组成。
制品经过贴胶片装置时,需要贴敷有塑料纸的胶片。同时胶片上的塑料纸由塑料纸剥离装置取走。在原有的设备中,通过包边处压辊将塑料纸剥离,且一旁的压缩空气吹至空旷处。这样的生产方式会导致现场塑料纸杂乱无章且无法回收利用。由于压缩空气属于二次能源,增加生产成本。
随着交流变频技术越来越成熟,变频器系统因其生产效率高、维护成本低,其应用越来越广泛。本文利用西门子PLC和三菱变频器转矩控制方式,设计一种塑料纸剥离装置。通过公式推导建立起塑料纸长度与电机输出转矩关系的数学模型,进而给出相应的设计方案。应用结果表明,该设备能将塑料纸有序回收,同时回收的塑料纸能够重复利用到现场,满足生产和工艺要求。
1 剥离塑料纸装置的设计
1.1 剥离塑料纸装置机械组成部分
剥离塑料纸装置机械结构主要由交流电机、联轴器、减速机、轴承座、卷轴、输送带、凹凸铁片等组成,如图1所示。其中交流电机通过联轴器与减速机相连,通过卷轴将塑料纸卷曲回收。
1.2 剥离塑料纸装置电气组成部分
剥离塑料纸装置电气结构主要由西门子S7-400系统、交流电机、按钮、急停按钮、三菱变频器、接近开关等组成。系统中以西门子 S7-300作为Profibus-DP 现场总线主站提供与ETS200S分站模块直接通讯而便利的高速循环通信服务, 通讯速率高、控制适时性好、抗干扰能力强且编程简单[1~2]。
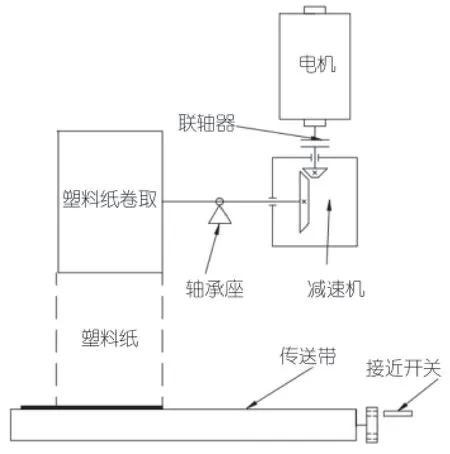
图1 剥离塑料纸装备机械结构图
在S7-300系统中,需要对硬件进行选型及组态。在选型中,采用ET200S电源模块1块,ET200S 4DI的输入模块1块,ET200S 4DO数字量输出模块1块,ET200S 2AO模拟量输出模块1块。在该套设备中,需要用到3个输入点,2个输出点,以及1个模拟量输出点。具体功能如表1所示。
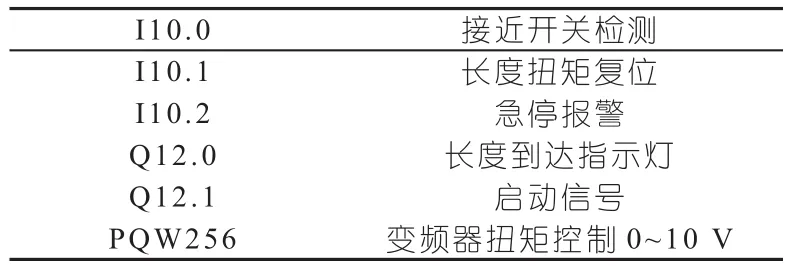
表1 模块输入输出点
2 系统软件设计
本系统软件设计主要包括三大部分, 其一为PLC控制程序的设计,其中包括硬件选型、系统Profibus-DP 网络组态、系统硬件组态、逻辑程序设计等;其二为扭矩给定数学模型建立及程序编写;其三为三菱变频器扭矩控制参数设定及控制回路。
2.1 PLC控制程序的设计
剥离塑料纸卷取装置控制原理如下:PLC根据生产线启停信号,对变频器的使能进行控制。通过接近开关与凹凸铁片产生的脉冲数检测,由PLC计算出当前卷曲塑料纸的长度。当卷轴装满时,通过按钮对其计算出的转矩进行复位。由于不同规格塑料纸宽窄不一,通过上位机画面设定PLC计算出的扭矩的系数。具体原理图如图2所示。
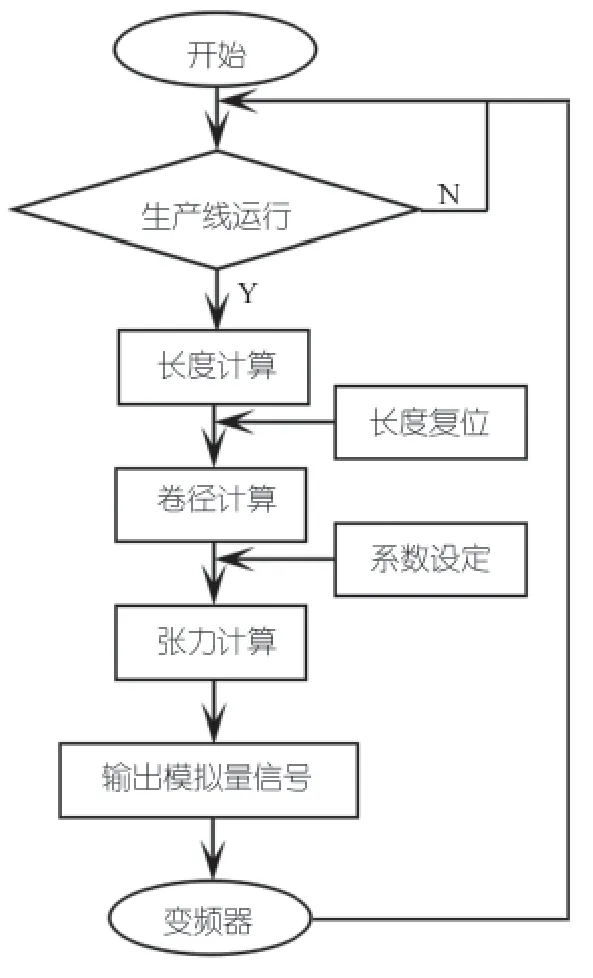
图2 PLC可控制原理图
在 Step7 管理界面中插入主站“SIMATIC 300 站点”,双击主站进入硬件配置界面。首先,在该界面中加入机架,将CPU315-2DP 拖入机架的 2 号槽中,编辑 2 号槽中的“DP”创建 Profibus-DP 总线;最后在 Profibus-DP 总线上配置从站“ET200S”,ET200S模块中包含电源模块、数字量输入模块、数字量输出模块及模拟量输出模块。以上都完成后,下载硬件组态[3]。
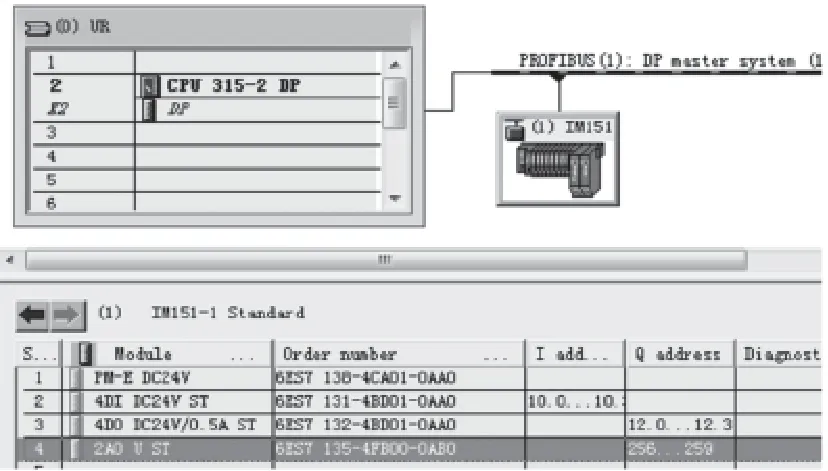
图3 PLC硬件组态
2.2 扭矩给定数学模型建立及程序编写
2.2.1 扭矩给定数学模型建立
在塑料纸卷曲过程中,因为塑料纸的厚度d恒定,因此每增加一圈,其周长也相应的增加2πd。而接近开关计算出的塑料纸总长度L与每圈的周长成等差数列关系,从而计算出当前总圈数n。通过总圈数计算出当前卷轴直径。
假设卷轴初始半径a1,塑料纸长度L,塑料纸的厚度d,计算出当前圈数n,当前卷轴直径D,其数学模型如下:

由公式1推导计算出圈数n:

通过圈数n计算出当前卷轴的直径D:

由于扭矩给定值与当前卷轴直径正比例关系,假设扭矩设定最大值Tmax,扭矩设定最小值Tmin,塑料纸卷轴直径最大值Dmax,塑料纸卷轴直径最小值Dmin,当前扭矩设定百分比X%,计算出当前值扭矩值T。

2.2.2 扭矩给定程序编写
为了方便阅读和调试,Step7 采用结构化编程方式,将任务分解为若干个小任务块(FC 或者FB),任务块通过编程指令完成各自的任务。OB1 通过调用这些任务块来完成整个任务。任务块之间有一定的相对独立性,同时也存在一定的关联性。它们彼此之间需根据控制系统的要求进行数据交换。其中FC143是整个控制的逻辑过程,FC146是直径计算程序,FC165是扭矩计算程序。其整个程序控制结构图如图4所示。

图4 扭矩控制结构图
在FC146中,根据公式(1)(2)(3)进行长度计,以start作为使能信信号,reset作为复位信号,同时设置塑料纸的厚度、卷轴的最小直径以及每个脉冲数的长度,从而计算出当前直径,如图5所示。
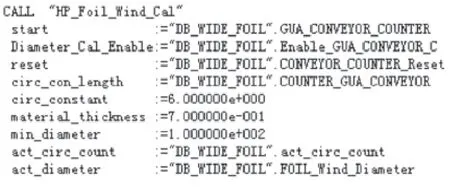
图5 FC146直径计算
在FC165中,根据公式(4)进行扭矩的计算。同时设置好扭矩最大值、扭矩最小值、扭矩初始值、直径最大值、直径最小值、比例系数,根据FC146计算出的当前直径,进行对当前扭矩的计算,如图6所示。

图6 FC165扭矩给定计算
在生产过程中,胶片宽窄不一,因此需要工控机WINCC画面中设定比例系数,将比例系数用于FC165计算中,如图7所示。
图7 WINCC画面比例系数修改
2.2.3 三菱变频器参数设定
由于我们要保证电机的输出转矩和负荷转矩取得平衡时,电机的转速将为恒定速度。因此转矩控制时的电机转速是由负荷决定的。转矩控制时,如果电机的输出转矩比电机负荷大,电机将会加速。为了防止出现过速度,应设定速度限制值以避免电机的转速过度上升。鉴于扭矩控制的以上功能,我们采用三菱变频器的实时无传感器矢量控制的转矩控制。
根据PLC计算出的扭矩值,通过对模拟量输出模块转换成0~10 V电压,连接到三菱变频器端子1和5中。利用三菱变频器的转矩控制功能,使塑料纸卷曲时张力恒定,具体参数设定如表2所示。
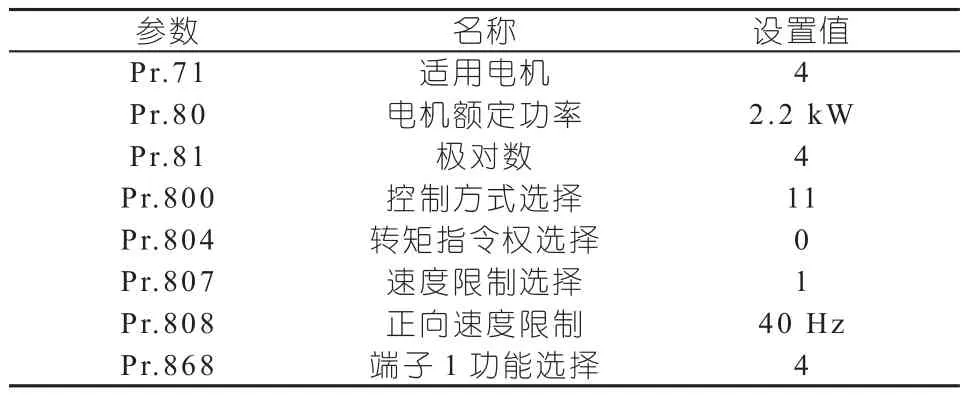
表2 三菱变频器参数设定
3 结束语
实践证明,该控制方法及设备可以有效的回收塑料纸及降低能耗。该设备投产后,能获得较好经济效益。
塑料纸用量方面:改造前,塑料纸使用量为0.580 kg/条;改造后,塑料纸能够得到重复利用,塑料纸使用量降低为0.576 kg/条,可产生效益:(0.580-0.576)kg/条×10元/kg×24万条×12个月 =11.52万元 /年。
能源方面:改造前,使用气动马达卷塑料纸,需压缩空气为0.6 MPa,耗气量为28 m3/h,标准状态下空气密度为1.293 kg/m3,压缩空气的价格为0.168元/kg,一般用减压阀控制到0.2 MPa,1 h需要1.293 kg/m3×28 m3/h×0.168元 /kg×0.2/0.6 MPa =2.04 元。而使用电机时,电机功率为0.25 kW,而且电机没有全额工作,每小时只需要0.2 kW.h,电费为0.605元,1 h使用电费0.12元,平均每台一天使用12 h,1年可节省16 h×(2.04-0.12)元 ×350天=1.07万元/年。
该设备投入使用后,1年可创造效益12.59万元。
本文基于PLC 与三菱变频器实现塑料纸卷曲的控制。该控制系统具有很高的实用价值,已经成功应用于橡胶行业中的裁断机。运用结果表明,不论是塑料纸宽窄、加速、减速、停车都能保证卷曲过程的平稳性以及塑料纸的重复回收利用。
[1] 廖常初.大中型PLC应用教程[M].北京:机械工业出版社,2006.
[2] 王海鹏. 冷轧重卷卷径计算及速度和张力控制策略.自动化与仪器仪表 [J],2015,6,98~99.
[3] 刘东升. 基于PLC与变频器的恒张力卷绕控制系统[J].制造业自动化,2011,33(8):131~133,147.
猜你喜欢
摄影之友(2022年12期)2022-12-27
销售与市场(营销版)(2022年11期)2022-11-18
国际放射医学核医学杂志(2021年10期)2021-02-28
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
电脑报(2020年16期)2020-06-30
学生天地(2020年19期)2020-06-01
哈尔滨轴承(2020年4期)2020-03-17
摄影之友(2019年8期)2019-03-31
红岩(2017年6期)2017-11-28