高效轴承新型水准块加工工艺研究及应用
2018-03-21 05:48范智广沈玉琢李铁钢
机械设计与制造 2018年3期
范智广,沈玉琢,李铁钢
(1.沈阳工程学院,辽宁 沈阳 110136;2.沈阳鼓风机集团有限公司,辽宁 沈阳 110869)
1 引言
压缩机在石油化工企业中占有相当重要的地位,它运行是否稳定直接影响装置的安全运行。轴承是压缩机中的一个重要部件,轴承性能的好坏,对保证机器稳定正常运行具有重要作用。反复拆装轴承费时费力检修效率低,容易造成轴承的损伤。从以往检修检查高压缸主推瓦面过热损伤情况看,瓦面发黑,瓦面高承载区伴有结焦、凹陷,时有剥落,说明该轴承的瓦面温度太高,流经的润滑油带走产生的热量不足。
为了防止轴瓦的强度及性能退化,建立起油膜压力承受转子的轴向推力的轴承。越来越多的压缩机采用高效轴承的新型水准块,该高效轴承的新型水准块使压缩机轴承更加灵活、高效、节油,对整台离心压缩机有着至关重要的影响。提高轴承的高效轴承的新型水准块加工精度是提高机组稳定性的重要方法。但是高效轴承的新型水准块工艺加复杂,加工难度极大,这种水准块只有国外少数几个发达国家能够制造,有着非常严格的技术保密。高效轴承的新型水准块轴承结构,如图1所示。

图1 新型水准块轴承结构Fig.1 New Standard Piece of Bearing Structure
2 高效轴承的新型水准块制造工装的设计及工艺方案
高效轴承主体由瓦块、水准块、固定块等组成。在转轴有较大的挠度及支点转角的情况下,保证了水准块有更合理的力学结构,各瓦块位置能随之平衡而产生均匀的油膜压力。由于该高效轴承的新型水准块结构复杂,加工难度大且要求的精度高,需要设计制造工装和制定完整的工艺方案。
高效轴承的新型水准块加工工艺非常关键的技术要点在于工装设计和制造。
首先用数控机床铣制外形各面,使其上、下平面留有适当的余量,然后用平面磨床磨削上、下两个平面,保证两个平面的平行度要求,使载荷分布均匀,调节灵活,不受压缩机旋转方向的限制。然后在工件中心钻铰孔,以扇形线的四个角为中心,钻削四个孔,使安装轴承保持平衡并产生均匀的油膜压力,实现各瓦块润滑油供给充分,也增加了使用的可靠性。根据数控程序铣削扇形槽,新型水准块结构的润滑油可以通过水准块间的空隙流出,以便冷却轴承。高效轴承的新型水准块工装,如图2所示。
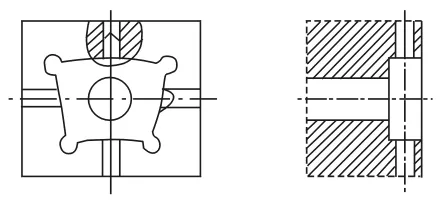
图2 新型水准块工装Fig.2 Equipment of the New Standard Piece
根据高效轴承的新型水准块的尺寸要求粗车各部位,单边留有一定的加工余量,防止热处理后出现变形而发生余量不够。继续进行半精车预留出更加少的余量,然后采用线切割精确分割毛坯,进一步进行利用工装精加工出要求尺寸和高效轴承的新型水准块的定位柱面。接着将高效轴承的新型水准块装入制造完成工装内,铣好R弧面及两圆弧间凹槽。最后对水准块表面进行研磨修刮使表面均匀接触,同时进行修圆边、去毛刺,完成全部加工。将高效轴承的新型水准块进行热处理达到轴承的使用要求的性能。精加工完成后的高效轴承的新型水准块,如图3所示。

图3 精加工后的新型水准块Fig.3 After Finishing the New Standards
为了保证高效轴承的新型水准块厚度一致,精加工采用高精密的平面磨床进行尺寸精度的保证轴承的高效轴承的新型水准块误差小于技术要求。采用线切割放电分割高效轴承的新型水准块毛坯,这样保证了高效轴承的新型水准块的轮廓精度,从而可以保证加工R面和槽的安装找正精度。
3 高效轴承的新型水准块三维建模
高效轴承的新型水准块三维建模是数控加工的必要条件和前提。完成高效轴承的新型水准块三维建模后,接下来是选择加工制造使用的刀具和进行数控程序的编制。
高效轴承的新型水准块基于PROE软件三维建模。高效轴承的新型水准块的三维模型的建立难点在于圆弧面的建立。首先,进入PROE软件的三维建模界面,采用实体拉伸建立水准块三维实体(不包括水准块R曲面);然后进入草图界面做出水准块R曲面的平面截面,完成截面的草图绘制;最后,通过拉伸草图绘制的截面形成水准块的拉伸出R面的水准块实体,并裁剪掉多余的部分。通过上述一系列步骤就建立了高效轴承的新型水准块的三维模型,如图4所示。

图4 新型水准块三维模型Fig.4 Three-Dimensional Model of the New Standard Piece
4 高效轴承新型水准块加工工艺及刀具选择
轴承制造是一种精密的基础件制造业,对机械的运转起着重要作用,高效轴承新型水准块是压缩机的重要部件之一,其加工工艺如下:(1)利用车床加工水准块的内外圆并保持一定的厚度,厚度部位预留余量3mm尺寸,其余加工到图样尺寸;(2)利用数控电火花线切割机床按照水准块角度切开,并保证其角度;(3)加工工装后,利用工装车削水准块的圆柱面作为工装的保证;(4)将车好的圆柱面放入工装,使用数控设备加工水准块的R曲面;(5)利用平面磨床磨削加工,保证水准块加工精度的一致性。
为了提高水准块加工效率和加工质量,首先采用球头的大直径精加工刀具进行轴承的新型水准块大部分粗加工。大直径的刀具刚性更好,可以采用更大的切削参数,去除加工余量的效率更高。接下来用小直径的刀具进行整个水准块的精加工,并进行加工精度的检验,得到良好的加工效果后,确定使用该刀具方案为水准块的精加工刀具使用方案,从而完成高效轴承新型水准块刀具配选。
5 高效轴承新型水准块数控程序的编制
依据已经建立的高效轴承新型水准块三维建模的模型,采用PROE软件的加工模块进行数控程序的编制和加工实际情况模拟。具体的操作步骤如下:(1)进入PROE软件的加工界面;建立机床坐标系和选用加工刀具;(2)进入曲面铣削加工指令,选择加工特征同时设定加工参数;(3)数控程序完成后,通过PROE软件的后处理器生成机床识别的数控G代码指令,这样完整的数控加工程序就制作完成了。以下为利用PROE软件,生成的新型水准块部分数控加工程序为:
N1G54;
N2G90;
N3S300M03;
N4G01X0Y0Z100F2000;
N5G64;
N6S1000M03;
N7G01X6.0620Y-28.3700Z100.0000F1000;
N8Z13.9940;
N9G01Z-1.0060F200;
N10X15.3500Y17.2820;
N11X15.4070Y17.2730Z-.9850;
N12X8.1130Y-18.5790;
N13X8.1700Y-18.5860Z-.9630;
N14X15.4640Y17.2640;
N15X15.5210Y17.2550Z-.9430;
N16X8.2270Y-18.5940;
N17X8.2850Y-18.6020Z-.9220;
N18X15.5780Y17.2460;
N19X15.6350Y17.2370Z-.9020;
N20X8.3420Y-18.6090;
N21X8.4000Y-18.6170Z-.8810;
......
新型水准块数控程序编制后的加工模拟图,如图5所示。

图5 新型水准块加工模拟Fig.5 Machining Simulation of the New Standard Block
6 高效轴承的新型水准块实际加工验证
经过上述步骤的准备,接下来就是在机床上的实际加工验证,对设计加工件,不仅要对外观尺寸还要进行内外表面质量的检验,经过检验加工精度完全符合技术要求,同时使用该轴承的压缩机的性能得到了大幅度的提高。具体情况如下:(1)经过严格的检验,将水准块的厚度差控制在0.01mm以内,水准块的R面的圆柱度在0.007mm以内,表面平整且接触均匀。(2)机组开始工作过程中,机组运行平稳。
高效轴承的新型水准块加工试验,如图6所示。
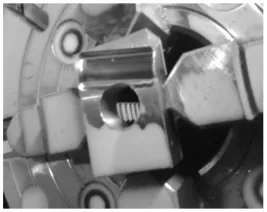
图6 高效轴承的新型水准块加工试验Fig.6 New Standard Block About High Efficiency Bearing of Machining Tests
加工完成的试件经过精确的测量完全符合高效轴承的新型水准块精度要求,这样就按照预先制定的工艺方案完成了高效轴承的新型水准块正式零件的加工,并且新型水准块已经应用于压缩机产品,解决了一项重要的加工课题,推动了压缩机轴承加工的技术进步。
7 结论
(1)高效轴承的新型水准块使压缩机轴承更加灵活、更加高效、更加节油,对整台离心压缩机有着至关重要的影响,提高高效轴承的新型水准块加工精度是提高机组稳定性的重要手段。尽管高效轴承的新型水准块工艺更加复杂,加工难度极大,目前只有国外少数几个国家能够制造。
(2)经过仔细的分析,制定了完整的工艺方案突破了一个又一个技术难点,经过实际验证高效轴承的新型水准块制造方法和制造精度完全符合了技术要求,为产品升级奠定了坚实的技术支撑。
(3)这种轴承水准块的运用,在承受更大轴向推力的同时缩短了转子的跨距,节约了空间。在两推力瓦块之间的水准块上加工油孔,使油路通畅,及时带走热量,避免机组运行中烧瓦的现象发生。能够方便调整推力及叶轮所需要的轴向间隙。由于机组工况多,转子推力变化范围大,高效轴承新型水准块能更好地适应这种工况条件,同时为检修装配带来了方便。
[1]李海滨,余颖婷.叶片数控加工关键技术的研究[J].机床与液压,2010,11(38):14-16.(Li Hai-bin,Yu Ying-ting.Research on the key technology of blade’s NC machining[J].Machine Tool and Hydraulics,2010,11(38):14-16.)
[2]张华.钢塑共挤模具关键零部件的数控加工编程与仿真[J].制造技术与机床,2009(7):23-25.(Zhang Hua.NC Programming and simulation of the main part or co-extrusion die of polymer with metal insert[J].Manufacturing Technology and Machine Tool,2009(7):23-25.)
[3]刘爱军,刘德顺,周知进.矿用风机叶轮加工过程资源环境属性分析[J].制造技术与机床,2009(7).(Liu Ai-jun,Liu De-shun,Zhou Zhi-jin.Analysis on resource and environmental property of machining process of the mine fans blade wheels[J].Manufacturing Technology and Machine Tool,2009(7).)
[4]王凤才,徐华.大型径向可倾瓦滑动轴承热动力润滑性能的研究[J].西安交通大学学报,1999(8):52-55.(Wang Fen-cai,Xu Hua.Study of performances of large tilting-pad journal bearings[J].Journal of Xi’an Jiaotong University,1999(8):52-55.)
[5]范智广,沈玉琢,吕建忠.大直径三元叶轮加工工艺的改进[J].风机技术,2008(4):34-36.(Fan Zhi-guang,Shen Yu-zhuo,Lv Jian-zhong.Study on UG of machining impeller[J].Fan Technology,2008(4):34-36.)
[6]黎少辉,李意民.对旋轴流风机二级风机轴承易损的探讨[J].煤炭工程,2006(10).(Li Shao-hui,Li Yi-min.Discussion on bearing wear in secondary fan of double rotary axial fan[J].Coal Engineering,2006(10).)
[7]许增金,王世杰.往复压缩机轴系扭振的数值分析[J].西安交通大学学报,2010,3(44):100-104.(Xu Zeng-jin,Wang Shi-jie.Dynamic characteristics of crank shafts in reciprocating compressor[J].Journal of Xi’an Jiaotong University,2010,3(44):100-104.)
[8]胡永超,许天华,尹扬.循环氢压缩机C9101推力瓦块测温探头失效分析[J].仪器与设备,2015(2):21-27.(Hu Yong-chao,Xu Tian-hua,Yin Yang.Failure analysis for temperature probe of thrust pad during the C9101 circulating hydrogen compressor operation[J].Instrumentation and Equipments,2015(2):21-24.)
[9]范智广,沈玉琢,吕建忠.UG在三元叶轮加工中的应用及研究[J].机械设计与制造,2011,7(7):120-122.(Fan Zhi-guang,Shen Yu-zhuo,Lv Jian-zhong.Application and research on UG of machining three-dimensional impeller[J].Mechinery Design&Manufacture,2011,7(7)120-122.)
[10]范智广,巩亚东,王超.等数控铣削加工中心加工精度分布规律研究[J].东北大学学报:自然科学版,2013,34(10):1465-1468.(Fan Zhi-guang,Gong Ya-dong,Wang Chao.Study on machining accuracy distribution regularities of CNC milling machining center[J].Journal of Northeastern University:Natural Science,2013,34(10):1465-1468.)
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
北京测绘(2021年1期)2021-02-05
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
家庭影院技术(2018年11期)2019-01-21
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
Coco薇(2015年10期)2015-10-19