高速列车车体铝合金高筋立铣加工铣削力实验
2018-03-21 05:48韩振军王忠平王泰吉
机械设计与制造 2018年3期
韩振军,王忠平,杜 广,王泰吉
(中车青岛四方机车车辆股份有限公司,山东 青岛 266111)
1 引言
目前,我国的高速、轻型和地铁列车车体大部分由铝合金型材[1-3]构成,车体的侧墙、车顶和底板等大部件的多余立筋等结构都需要通过铣削加工进行去除。由于铝合金型材壁薄、中空和长跨距等结构特性,在加工过程中常常出现变形和颤振等问题。近年来,学者们认为铣削力是影响铝合金型材加工质量的主要因素[4-6],并通过立铣刀高速加工铝合金铣削力试验研究,还有学者发现改变铣削方向能有效地避免刀具对工件的猛然撞击[7-9]。针对高速列车车体常用的薄壁铝合金的立铣加工过程,在分析和研究铣削参数与铣削力之间关系的基础上,对薄壁壁板瞬时铣削力计算模型进行研究,结合实验验证结果分析铣削参数对各切削分力的影响规律。
2 铣削力模型
为描述铝合金型材立筋铣削过程产生的铣削力,根据高速切削原理建立立筋铣削加工铣削力模型,如图1所示。图中:n—主轴转数;ap—切削深度;f—进给量;δ—立筋厚度;H—立筋高度;R—刀具半径;FX,FY,FZ—铣刀沿X、Y 和Z 三个方向的切削力。

图1 铝合金型材立筋铣削加工模型Fig.1 Vertical Stud Milling Force Model of Aluminum Alloy Profile
刀具铣削加工过程中,设剪切区刀刃任意微元与工件作用的dFn,dFr,dFf分别为法向切削力、径向切削力和切向摩擦力,θ为刃倾角,ac为切削厚度,则 dFX,dFY,dFZ与 dFn,dFr,dFf之间的转换矩阵:
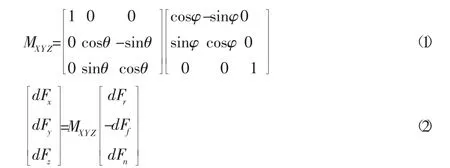
式中:φ—微元法向与X轴夹角。若微元法向切削合力为:

式中:C—实验常数;σ—切削应力。
根据切削原理有几何关系:

则X、Y和Z三个方向的切削分力dFx,dFy和dFz表示为:

通过实验观察发现,在薄板很小的条件下各铣削分力大小和铣削深度关系不大。通过积分运算就可以得到铣削过程中的切削分力,根据实验数据进行拟合得到关于转数和进给量的铣削力算式:

不同转速和进给量条件下的数值分析计算结果,如图2所示。随着进给量减小和转速提高各切削分力均有所降低,切削分力Fx大于另外两个比较接近的切削分力Fy与Fz。

图2 不同铣削条件下铣削力理论结果Fig.2 Theoretical Results of Milling Force Under Different Conditions
3 铣削力实验
为方便研究铣削参数对各切削分力的影响,搭建了立筋铣削力实验平台,如图3所示。铣削数据采集与数据处理系统由高频压电式测力仪、电荷放大器、数据采集卡、数据分析计算机组成。在实验过程中,刀具用φ30硬质合金立铣刀,实验材料为车体常用的铝合金,立筋厚度为 7mm,切削参数范围:主轴转速 n=(7000~8000)r/min,进给量 f=(600~1000)mm/min,吃刀深度 ap=(20~30)mm。
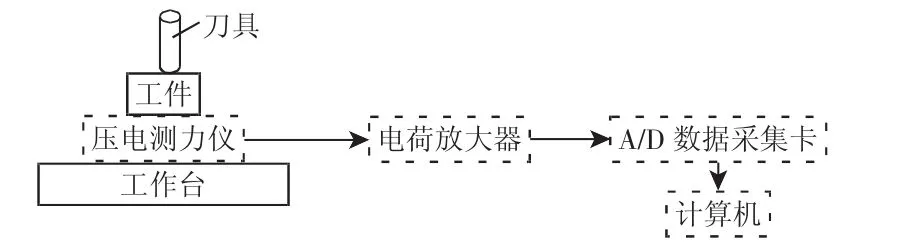
图3 立铣加工铣削力实验系统Fig.3 Experimental System of Vertical Stud Milling Force
4 结果与讨论
铣削力实验的数据整理结果进行整理,每个进给量都对应不同的转速,每个吃刀深度都对应不同的进给量,因此,每次实验都会产生Fx,Fy和Fz三个方向的切削力。通过实验获得的不同切削条件下立铣加工铣削力波动图,如图4所示。不同切削速度条件下的铣削力波动对比情况,如图4(a)、图4(b)所示。切削速度的提高会使三个方向的铣削力波动范围有所降低;不同进给量条件下的铣削力波动对比情况,如图4(a)、图4(c)所示。进给量的提高会使三个方向的铣削力波动范围明显增大;不同铣削深度条件下的铣削力波动对比情况,如图4(b)、图4(d)所示。铣削深度的减小对铣削力波动范围的影响不明显,但会影响立筋的振动情况。
由于切削力在整个实验过程中呈波动状态,提取平均值作为每次试验的切削力。将切削力按照不同的转速和吃刀深度整理成进给量为横轴、切削力为纵轴的切削力变化图,如图5所示。由图5(a)与图 5(b)和图 5(c)与图 5(d)的对比可见,主轴转速对铣削分力Fx的影响较明显,随着主轴转速的提高,铣削分力Fx变化范围随之减小,主轴转速提高至8000r/min时,铣削分力Fx随进给量变化的明显程度降低。铣削分力Fy与Fz的变化趋势在这两种主轴转速条件下增加的程度不明显,基本趋于平缓。实验说明铣削分力Fx随主轴转速提高而降低,主轴转速在8000r/min的条件下对铣削力的增加程度不明显。由图5可见,进给量对铣削分力Fx的影响较明显,随着进给量的提高,铣削分力Fx逐渐增大,主轴转速提高至8000r/min时,铣削分力Fx随进给量变化的明显程度降低。铣削分力Fy与Fz在这两种主轴转速条件下,随进给量增加程度不明显。实验说明进给量是使切削分力Fx增加的因素之一,而对切削分力Fy和Fz的影响程度不明显。由图 5(a)与图 5(c)和图 5(b)与图 5(d)对比可见,吃刀深度的增大使切削分力Fx和Fy的增加程度有所提高,对铣削分力Fz的影响较弱。由于刀具几何的影响,吃刀深度的增加对铣削分力Fz的影响最不明显。由于受到刀具底部圆角效应的影响,理论计算结果的切削分力Fy与Fz均与实验结果有所偏差,而切削分力Fx与实验结果比较接近,验证了理论模型的可行性。
5 结论
针对车体常用铝合金高筋立铣加工过程,进行了铣削力建模和铣削力实验,获得了不同铣削条件下铣削力的波动情况,并根据实验结果探讨了主轴转速、进给量和吃刀深度对铣削力的影响。结果表明:铣削速度的增大和进给量的减小会使铣削力的波动程度有所降低,而铣削深度对铣削力的波动范围影响不明显,但会影响铣削力的波动情况。进给量和吃刀深度是影响铣削力增加的主要因素,主轴转速的提高会一定程度地减小铣削力,从而降低铣削力受进给量和吃刀深度的影响程度。吃刀深度对铣削分力Fx和Fy的影响较明显,进给量对铣削分力Fx的影响较明显,铣削分力Fz在整个实验过程中的无明显变化。由于受到刀具底部圆角的影响,切削分力Fy和Fz的计算结果与实际存在一定差异,切削分力Fx与实验结果吻合较好,对铣削参数控制车体薄壁壁板类零件的加工变形研究奠定了基础。
[1]张政民,王忠平,宋福田.轨道车辆薄壁铝型材的典型加工工艺[J].新技术新工艺,2013(9):80-83.(Zhang Zheng-min,Wang Zhong-ping,Song Fu-tian.Typical machining proocess of thin-walled aluminum profiles of rail vehicles[J].New Technology&New Process,2013(9):80-83.)
[2]孟鹤,张勃,朱伟.高速铣削加工6061铝合金高速列车车体工艺参数的优化[J].工具技术,2015(4):49-51.(Meng He,Zhang Bo,Zhu Wei.Optimization of process parameter in highspeed milling 6061 aluminum alloy of high-speed train[J].Tool Engineering,2015(4):49-51.)
[3]王春,王强,林盛.铝合金车体结构件铣削时筋变形的实验分析[J].现代制造工程,2013(12):69-72.(Wang Chun,Wang Qiang,Lin Sheng.Experimental analysis on the rib deformation in milling aluminum alloy car body structure[J].Modern Manufacturing Engineering,2013(12):69-72.)
[4]张伯霖,杨庆东,陈长年.高速切削技术及应用[M].机电工程技术,2003.(Zhang Bo-lin,Yang Qing-dong,Chen Chang-nian.High-speed machining technology and application[M].Mechanical and Electrical Engineering Technology,2003.)
[5]邵子东,孙杰,贾秀杰.立铣刀高速加工铝合金铣削力试验研究[J].组合机床与自动化加工技术,2007(8).(Shao Zi-dong,Sun Jie,Jia Xiu-jie.Study on milling force of aluminum alloy with carbide end milling cutter[J].Modular Machine Tool&Automatic Manufacturing Technique,2007(8).)
[6]陆颖,范世平,鲍永杰.航空铝合金薄壁件高速铣削受力变形的试验研究[J].沈阳大学学报,2012,24(3).(Lu Ying,Fan Shi-ping,Bao Yong-jie.Experimental study on deformation of aluminum alloy thin-wall components used in aviation caused by milling force in condition of high speed milling[J].Journal of Shenyang University:Natural Science,2012,24(3).)
[7]李宝灵,刘旭红,高中庸.切削参数对切削力影响的实验分析[J].装备制造技术,2007(4).(Li Bao-ling,Liu Xu-hong,Gao Zhong-yong.Experiment and analysis on the cutting force that influence by cutting parameters[J].Equipment Manufacturing Technology,2007(4).)
[8]曲胜,赵吉宾,田凤杰.平头铣刀圆形铣削的切削力预测[J].机械设计与制造,2015(12).(Qu Sheng,Zhao Ji-bin,Tian Feng-jie.Cutting force prediction in circular milling process for flat end milling[J].Machinery Design&Manufacture,2015(12).)
[9]臧小俊,徐锋,张柳.铣削加工中切削参数对切削力的影响[J].电子机械工程,2011,27(3).(ZangXiao-jun,XuFeng,ZhangLiu.Effectofcuttingparametersoncutting force in milling machining[J].Electro-Mechanical Engineering,2011,27(3).)
猜你喜欢
新教育论坛(2019年27期)2019-09-10
制造技术与机床(2019年9期)2019-09-10
奥秘(2019年1期)2019-03-28
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
科技创新与应用(2018年20期)2018-07-28
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01