左右后纵梁后段总成及吊耳横梁加强分总成自动焊工艺分析
2018-04-09 01:13
福建质量管理 2018年6期
(广西机电技师学院 广西 柳州 545005)
一、生产零件名称
吊耳横梁加强分总成、左后纵梁后段总成、右后纵梁后段总成
二、节拍需求
焊接节拍:指完成一个工件(或一个工序)的焊接所需要的工作时间。其中包括:焊接时间,机器人移动时间、起收弧时间等。
吊耳横梁加强分总成:92件/小时(10小时/班)两班产量:92*10*2=1840件/天
左后纵梁后段总成:63件/小时(10小时/班)两班产量:63*10*2=1260件/天
右后纵梁后段总成:66件/小时(10小时/班)两班产量:66*10*2=1320件/天
三、工位组成
机器人数量7台直角机器人,7个工位
四、工艺分析
吊耳横梁加强分总成工位,分两序焊接
1.吊耳横梁加强分总成零件组成及分序,焊点数10个焊点。

2.本生产线工位焊接吊耳横梁加强分总成,分为两序。第一序焊接3个焊点,第二序焊接7个焊点。
吊耳横梁加强分总成:JPH=92件/小时(10小时/班)两班产量:92*10*2=1840件/天
3.吊耳横梁加强分总成吊耳横梁加强分总成工位工作时序表

4.本生产线焊接左后纵梁后段总成分为七序;以下逐一对其工艺进行分析。
左后纵梁后段总成零件组成及分序:焊点数53个焊点。
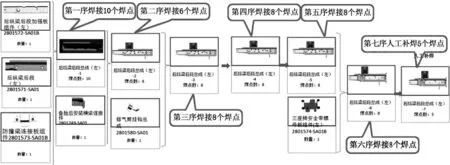
5.本生产线工位焊接左后纵梁后段总成,分为七序。第一序焊接10个焊点,第二序焊接6个焊点(一二序由工人2操作),三、四(三四序由工人2操作),五、六序每序焊接8个焊点,第七序人工3补焊5个焊点(五六七序由工人3操作)。
吊耳横梁加强分总成:JPH=63件/小时(10小时/班)两班产量:63*10*2=1260件/天
6.左后纵梁后段总成工位工作时序表
7.本生产线焊接右后纵梁后段总成分为七序;以下逐一对其工艺进行分析。
右后纵梁后段总成零件组成及分序:焊点数50个焊点。
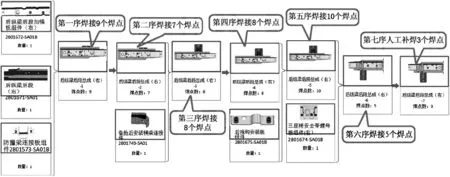
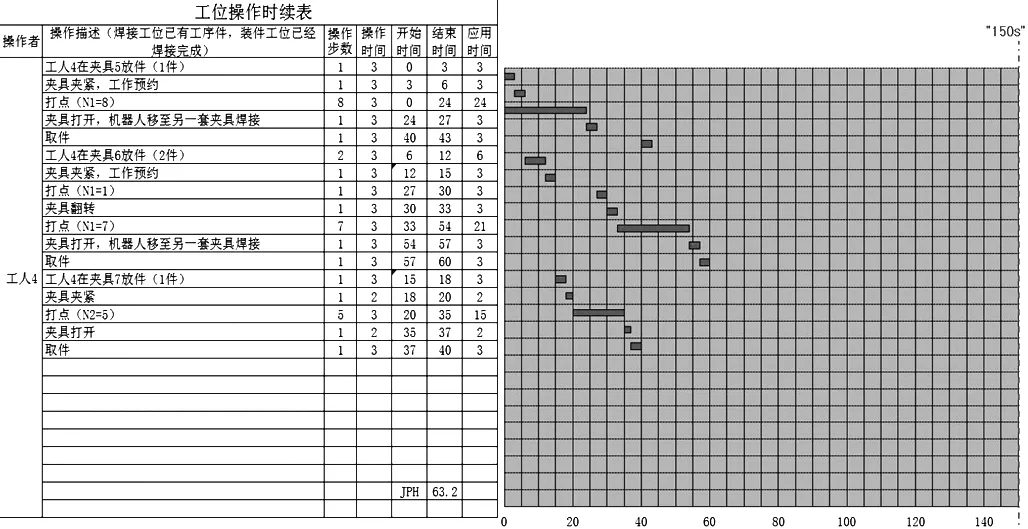
8.本生产线工位焊接右后纵梁后段总成,分为七序。第一序焊接9个焊点,第二序焊接7个焊点(一二序由工人4操作),三、四(三四序由工人5操作)每序焊接8个焊点,五序焊接10个焊点、六序焊接5个焊点,第七序人工5补焊3个焊点(五六七序由工人5操作)。
吊耳横梁加强分总成:JPH=66件/小时(10小时/班)两班产量:66*10*2=1320件/天
五、结束语
通过科学的手段和方法对现有设备以及生产任务进行详实的工艺节拍分析,通过分析发现生产瓶颈问题,优化工艺布局,进而实现均衡生产。
【参考文献】
[1]尚校,杜海,杨磊等.焊装生产线的节拍分析及优化[B].汽车工艺与材料AT&M视界,2013(8)
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
锻压装备与制造技术(2021年3期)2021-08-13
装备制造技术(2021年4期)2021-08-05
机械制造(2020年10期)2020-10-31
船海工程(2019年3期)2019-07-03
模具制造(2019年3期)2019-06-06
石油化工建设(2018年4期)2018-11-30
工业设计(2016年5期)2016-05-04
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01