
智能的系统解决方案,实现完整的工艺概述、安全与效率
2018-04-13 10:23
现代塑料 2018年3期
2018年 5月 7~11日,在美国佛罗里达州奥兰多举行的NPE 2018展会中,恩格尔将通过众多令人兴奋的注塑成型应用来证明:最高的质量与最高的效率并不一定相互矛盾。这家注塑机制造商和系统解决方案提供商依靠创新技术、量身订制的生产概念和智能控制系统,来确保汽车、电子、技术成型、包装和医疗行业的客户获得决定性的优势。
汽车:以低单位成本生产优质内饰部件
一套完全自动化的集成生产单元将演示DecoJect 工艺。这项技术组合了注塑成型和模内压纹,为生产优质汽车内饰部件开辟了新的可能性。
与传统的模内装饰工艺不同,DecoJect不是简单地将涂层从装饰箔转印到部件上,而是将装饰箔冲压后,再将其附着到部件上。这就是为什么除了颜色和图案外,还解决了表面结构和触感问题。同时,DecoJect工艺还显著提高了表面抗划伤性。

即使是大型内饰部件,也可采用DecoJect工艺被低成本地生产出来。想要的表面特征,如颜色、结构、坚挺性和触感等,由装饰箔提供(图片来自恩格尔)

一台duo 5160/1000注塑机被用于生产准备用于安装的门板(图片来自恩格尔)

由恩格尔开发的这一自动化的easiCell生产单元保证了整个系统的紧凑性。针对DecoJect工艺,easiCell 集成了一台easix机械手和一个激光站(图片来自恩格尔)

easix多关节机械手沿部件轮廓进行激光切割,最后将准备好用于安装的门板放到传送带上(图片来自恩格尔)
在NPE展会中,一台恩格尔duo 5160/1000注塑机将生产车门内饰的上部饰条,它拥有各种表面结构:从精致的皮纹(包括接缝)到现代的碳外观。工艺一开始,从卷料抽出的装饰箔进入开模,安装在机械手夹子上的红外辐射器对其加热,并借助真空直接在注塑模具中预成型。紧接着,在装饰箔的背部注射聚丙烯并冲压,然后,机械手取出部件,将其送到集成的激光工作站进行精密切割。该生产单元每60 s即生产出一个准备好用于安装的部件。因设计变化而更换装饰箔料卷的时间只需几分钟,因此批量大小不再影响单位成本。为额外节省原材料,Trexel 公司开发的MuCell微发泡注塑成型技术也将得到应用。
凭借其先进的自动化技术,恩格尔还极大地提高了这项工艺的效率和灵活性:一台恩格尔viper 线性机械手加热装饰箔并从模具中取出部件;在一个直接放置在注塑机锁模单元旁边的easiCell中,一台恩格尔的easix多关节机械手与激光站集成在一起,用于对装饰箔的精密切割。
凭借标准化和模块化的结构,由恩格尔开发的这一自动化的生产单元,以极其节省空间的方式集成了机械手以及注塑成型的上、下游加工装置。它还极大地降低了这项应用的复杂性,整个过程可以采用注塑机的 CC300控制单元进行操作。该生产单元所有组成部分统一的控制逻辑,使得操作人员无需任何特殊培训,就能够轻松、自信地操作这一集成的工艺。

在W3303展位,恩格尔将在一台全电动e-motion 170/110 T注塑机上完全自动化地生产单组件的牙间刷(图片来自恩格尔)

恩格尔与Hack Formenbau和Hekuma 合作开发的生产技术,使得采用一种单组分工艺完全成型出多达500根短而坚挺的刷毛成为可能(图片来自恩格尔)
医疗:在一次注射成型中生产牙间刷
由德国Pheneo公司开发、被称作“刷洗”的牙间刷,将在一台洁净室版本的全电动e-motion 170/110 T 注塑机上被生产出来。这一高度集成的自动化生产单元,内置Hekuma公司模块化设计的HEKUflex自动化系统。
连同抓持面和芯部一起,多达500根短而坚挺的刷毛可以在一副单组分注塑模具中成型,型腔的刷毛区域极其纤细,德国Hack Formenbau公司为此提供一副高性能的8型腔精密模具。
部件注塑成型后,将立即通过一个视觉系统进行检查,然后将其包装到零售袋中,每个袋子装16个部件。每隔4 s,即有一个包装袋离开生产单元。
通常,牙间刷由3个组件构成,包括抓持面、金属丝网和细丝,它们以往是被单独加工出来。相比之下,恩格尔“高度集成的生产工艺结合部件的单组件结构”这一解决方案,消除了这些加工步骤,并减少了物流。
由于只有1.93 g的总注射量,因此要完全填满拥有精细结构的8个型腔,对模具以及对注塑机的精度和一致性提出了极高的要求。对此,恩格尔提供了两个方案:一是高性能的全电动e-motion注塑机,二是注射4.0。在注射4.0这一概念下,恩格尔正在为实现生产加工的数字化和网络化而捆绑软件产品,比如iQ 产品组合的智能辅助系统,可探测出环境条件和原材料的波动,从而在废品产生前自动进行补偿。

集成到e-motion注塑机CC300控制系统中的iQ 辅助系统,实时补偿工艺的波动(图片来自恩格尔)
通过e-motion注塑机的CC300 控制系统,参观者们可以观察到iQ weight control是如何分析注射过程中螺杆位置上的压力曲线,并使切换点以及注射速度曲线和保压适应当前的条件。同时,根据模具的排气水平,iQ clamp control 确定并自动设置工艺的最佳锁模力。作为第三个系统,iQ flow control调节模具各回路中的温差,以及模温机中的泵性能,确保恒温条件并降低功耗。借助智能辅助系统,注塑机不断自我优化,这允许所有水平的机器操作人员都能获得最佳的结果。
电子:一致的工艺集成提升竞争力
热开关外壳,以往是在多个步骤的复杂加工中被生产出来,甚至金属组件是在不同的地点进行冲孔和包覆成型,这不仅需要花费相当大的物流成本,而且还会浪费大量的材料。因为需要启动两个单独的工艺,意味着相当大的成本开销,特别是在使用有色金属时。
在NPE展会中,通过生产热开关外壳,恩格尔将证明该公司也可以针对这一挑战而打造量身订制的解决方案。从触点的穿孔到检查,以及对准备投入使用的电子组件进行打标,所有的加工步骤都完全是自动化的。用作黄铜承载板的原材料直接由卷料送入,并冲孔(包括攻丝),采用伺服电攻丝螺纹也是在线完成。然后,采用玻纤填充尼龙,在一台恩格尔insert 60V/35立式注塑机上对黄铜承载板进行包覆成型。质量控制也在生产过程中同时进行。除摄像检查外,还将高压试验整合到模具中,这样,在生产过程中就保证了100%的短路检查。为确保无缝的可追溯性,在去除浇口和载体标签前,对优质部件进行激光打标。这些部件被从传送带上分开,每20 s就有8个准备用于安装的部件离开生产单元。
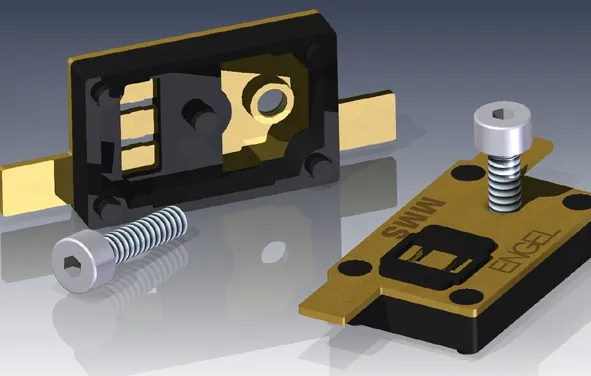
生产热开关外壳包括多个加工步骤,恩格尔将这些加工步骤整合成一个结构清晰的完整工艺(图片来自MMS)
由恩格尔与其合作伙伴奥地利Modular Molding Systems 公司(简称“MMS”)共同开发的这一生产解决方案,确保了最低的单位成本,同时还实现了高度的灵活性。凭借MMS系统的模块化设计,更多的加工设备可以被整合进来,比如,用于电阻测试或激光焊接的设备,以及用于部件的铆接、组装或清洗的设备。不管模块数量如何,通过insert注塑机的CC300控制系统,可以监控和调节整个过程。这大大降低了复杂性,极大地简化了对整个过程的操作。

高度集成的工艺实现了经济上可行的热开关外壳的生产。在注塑工艺的上游有一台带材开卷机,以及一个用于攻丝的压制模块和加工模块;在注塑工艺的下游有质量控制、激光打标和另一个压制模块(图片来自恩格尔)
包装:最高的生产效率
在NPE 展会中,恩格尔将为采用HDPE生产26 mm的带有防盗环的饮料瓶盖而推出最先进的解决方案。这一高度集成的解决方案的核心是一台全电动的e-cap 2440/420 US 注塑机,它配有一副96腔模具,循环时间2 s。凭借高性能的伺服驱动,即使在加工新的高强度HDPE材料(MFI明显低于2 g/10 min甚或1 g/10 min)时,e-cap注塑机也能确保所需的塑化能力,最大程度地提高部件的生产质量。e-cap注塑机不仅性能优异,而且消耗的电能和水也都非常少,即使在高速下。

最大的产出、最低的能耗:在NPE展会中,一台全电动的 e-cap注塑机将配备一副96腔模具,在不到2 s的循环时间内生产出带有防盗环的26 mm的瓶盖(图片来自恩格尔)

就几何尺寸和形状而言,饮料瓶盖已最大程度地实现了轻量化,更高的要求在于注塑机的精度和可重复性(图片来自恩格尔)

凭借无障碍的锁模单元,这台无拉杆e-victory注塑机在液态硅胶的加工中开辟了巨大的效率潜力(图片来自恩格尔)
在周边设备方面,恩格尔将奥地利Eisbär Trockentechnik公司的干燥空气系统和德国Intravis公司的光学检测系统集成到整个概念中。
此外,在南厅S27009展台上,意大利Campetella Robotic Center公司将在一台恩格尔全电动emotion 740/240 T US 注塑机上采用薄壁技术生产航空杯。由于循环时间显著低于3 s以及高于500 mm/s的注射速度,这台e-motion 系列的全电动注塑机正在越来越多地被用于薄壁容器的生产中。用于曲肘和主轴的封闭系统,总能确保机器上所有的运动部件得到最佳的清洁润滑,从而满足了食品行业非常严格的卫生要求。
技术成型:精密的液态硅胶LED透镜
由于拥有比标准透镜材料更低的黄变指数、抗紫外,并能在-20~150℃的非常宽泛的温度范围中保持稳定,因此高度透明的液态硅胶(LSR)在从汽车到建筑再到街道照明的应用中正变得日益重要。
凭借在全球各个行业的LSR项目中积累的大量经验,恩格尔被认为是照明行业中采用新型透镜材料的首选合作伙伴。在NPE 2018中,一台恩格尔e-victory 310/120 US 注塑机将配一副两腔模具,生产用于LED 前照灯的镜片。

恩格尔将与ACH solution 公司合作,共同实施用于LED透镜的生产单元,ACH solution公司将第一次在北美展示其新的 ACH MaxiMix 计量配料系统(图片来自ACH-Solution公司)

在NPE 2018中,意大利的Campetella Robotic Center公司将在一台全电动的恩格尔e motion 740/240 T US 注塑机上采用薄壁技术生产航空杯(图片来自恩格尔)
采用LSR低成本地生产先进产品的先决条件是,注塑成型过程中的自动化工艺、高度的精密性和稳定性。凭借无拉杆的锁模单元,采用电动注射单元的恩格尔e-victory注塑机注定适合于这项应用:自由进入模具区域,方便了安装,并确保了生产单元的紧凑性;由于可以充分利用模具安装模板的边缘,使得由复杂的部件结构而导致的较大尺寸的透镜模具能够被安装到一台相对较小的120 t注塑机上;机械手可以直接从侧面进入型腔,需要的垂直空间较少;专利的力分配器使得动模板在锁模力形成的同时能精确跟踪模具,并确保锁模力在整个表面得到均匀分布,从而防止产生毛刺,即使加工低黏度的LSR也同样如此。
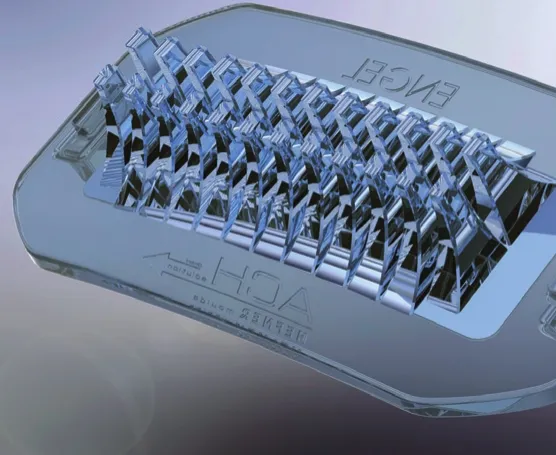
由于具有复杂的结构,液态硅胶LED透镜对注塑成型的精度提出了很高的要求。在NPE展会中,恩格尔将第一次演示生产透镜,一台无拉杆e-victory注塑机将得到应用(图片来自ACHSolution公司)
恩格尔将与ACH solution 公司合作,共同实施用于LED透镜的生产单元。ACH solution公司新的ACH MaxiMix 计量配料系统将在此得到展示。模具也由ACH solution公司开发和制造,该模具将采用新的ServoShot 电喷嘴控制。
作为系统供应商,恩格尔还将生产单元的所有组成部分整合到一个共同的控制系统中,以便整个加工过程,包括LSR的计量和处理,都能通过注塑机的CC300 操作面板进行调节和控制。
猜你喜欢
读者(2022年16期)2022-08-06
现代塑料(2022年1期)2022-06-22
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
国际人才交流(2017年7期)2017-08-07
制造技术与机床(2017年4期)2017-06-22
中国塑料(2016年3期)2016-06-15
通信电源技术(2016年1期)2016-04-16
