
回潮率和含水率对棉花质量的影响及测试方法研究
2018-04-26 09:46卞晓静
中国纤检 2018年2期
文/卞晓静
回潮率和含水率区别和分析
回潮率检验是现场检验的重要环节,但很多初级检验人员将回潮率和含水率混淆,从而对检测过程造成一定困扰,以下将从回潮率和含水率对棉花质量的影响及其测试方法展开研究。
一般储存时的标准皮棉不能散放,必须经打包机打成符合国家标准的棉包。国家标准皮棉包装有三种包型:85公斤/包(±5公斤)、200公斤/包(±10公斤)、227公斤/包(±10公斤),目前我国棉包绝大部分为85公斤,而国外则以227公斤的棉包(480磅)居多。
回潮率表示纺织材料吸湿程度的指标。在纺织品的贸易中为了计重和核价的需要,必须对各种纺织材料的回潮率作出统一规定。回潮率的大小对纺织材料的物理机械性质,如强力、伸长率、电阻、比重以及纺织工艺都有影响,因此要准确测量。
回潮率称干基含水率,是指被测的潮湿棉花中所含有的水分重量占干棉花(湿重-水分重)重量的百分率。计算公式为:

含水率也称湿基含水率,是指被测的湿棉花中所含有的水分重量占湿棉花重量的百分率。计算公式为
对棉花规定的含水率数值,目前规定为10%。交接贸易时,实测含水率不足或超过标准,实行重量补扣。超过最大限度(含水率达到12%以上)应做摊晒等处理。
尽管回潮率和含水率数值相差不大,且相互间能转化,可以用含水率估算回潮率,但在棉花公检和后期轧花等工序时不可乱用,否则会直接影响皮棉产量、纤维长度整齐度指数、短绒率等重要指标。在国际标准和国家标准中,用回潮率来表示纤维所含水分的多少。而我国目前大多数企业仍习惯使用含水率。棉花加工技术指标来源于生产实际而又指导生产技术,必须准确掌握和应用,企业应该紧跟标准步伐吸收国外先进技术。
纺织材料的回潮率不同,其重量也不同。为了消除因回潮率不同而引起的重量不同,满足纺织材料贸易和检验的需要,国家对各种纺织材料的回潮率规定了相应的标准,称为公定回潮率。它在数值上接近标准温湿度条件下测得的平衡回潮率。应注意的是,各国对纺织材料公定回潮率的规定往往根据自己的实际情况而定,所以并不完全一致。
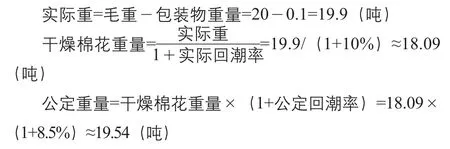
公定重量如何计算,以下简单列举计算方法。一批棉花毛重为20吨,包装物重量为100公斤(0.1吨),经检验,实际含杂率为3%,实际回潮率为10%,公定回潮率为8.5%,则这批棉花公定重量为19.53吨,而不是20吨。
计算公式如下:
如果按照含水率代替实际回潮率计算,当实际回潮率为10%时,含水率约为9.1%,则:
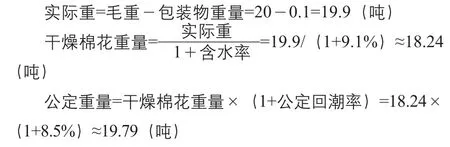
由此可见,含水率和回潮率不能一概而论,两者差异甚大。
回潮率测试标准和方法
关于回潮率,我国近几年修订的标准主要有GB 9994—2008《纺织材料公定回潮率》、GB 6500—2008《毛绒纤维回潮率试验方法-烘箱法》、GB 6503—2008《化学纤维回潮率试验方法》、GB/T 6102.1—2006《原棉回潮率试验方法 烘箱法》、GB/T 6102.2—2012《原棉回潮率试验方法 电测器法》、GB/T 6503—2008《化学纤维 回潮率试验方法》等。
随着现代物理测试技术的应用,棉纤维水分检验方法有多种,总的可分为直接法和间接法两大类。直接测定法:先称取试样重量,然后去除其中水分,再称取试样干燥重量,计算实际回潮率。根据去除水分方法的不同,直接测定法有:烘箱法、红外线辐射法、高频电场加热法、真空干燥法和吸湿剂干燥法等。在工业生产中常采用的是烘箱法和红外线辐射法。烘箱法的优点是测定结果比较准确,缺点是速度慢、效率低。红外线辐射法的优点是速度快、效率高、节省能源,缺点是温度不易掌握、测定的结果有波动。间接测定法:利用纤维的某些性质和回潮率之间的关系间接推算纤维的回潮率。这种方法的优点是速度快、效率高,但纤维有关性质和回潮率之间关系值的确定仍需要利用直接法。间接法可以分为电阻法、电容法、红外线吸收法和微波法等。微波法具有快速、连续、非接触、无破坏性等特点,可用于连续测定和自动控制,是近来尚在发展的新技术。我国多用电阻法测定原棉水分。以下就以电阻法为例进行研究简要分析。
1.电阻法测定原理。电阻式测量法是利用不同回潮率的棉纤维具有不同电阻值的特点进行棉花回潮率测量。在测量过程中,主要根据棉纤维的电阻值与回潮率呈负相关变化的规律,在一定密度、电压、温湿度等情况下,将棉纤维作为一个电阻接在电路里,同时进行温度补偿,通过测试电路中电流的大小间接得到棉花回潮率。但影响棉纤维导电性能的主要因素除回潮率外,还有温度、密度和外加电压等[1],采用该方法时须有温湿度传感器、温度补偿电路、密度补偿装置及稳定电压等,确保一定的温度、密度及电压等。
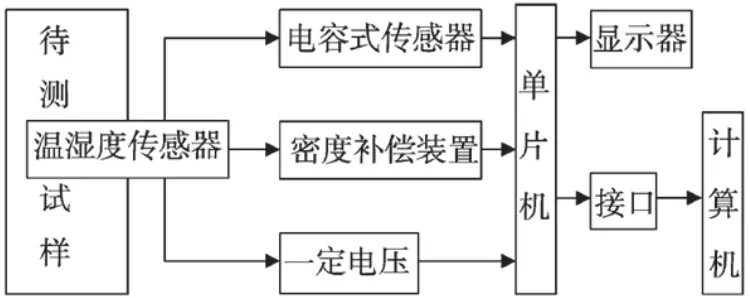
图1 电阻法测定回潮率工作原理图
2.电阻法检测方式及应用情况。GB/T 6102.2—2009《原棉回潮率试验方法电测器法》已经修订为GB/T 6102.2—2012《原棉回潮率试验方法 电阻法》,标准中明确写到检测方式包括电测器检测、在线装置检测、插入装置检测。目前市场中使用的原棉水分电测器、棉包在线回潮率检测装置、插入式回潮率检测装置都适用于测试原棉回潮率。标准规定,对检验结果有异议时,以GB/T 6102.1《原棉回潮率试验方法烘箱法》为准。
早年普遍使用的是电测器检测,国家对相关设备进行了一代代更新。自2007年以来,我国纤检机构及农业部种植管理部门等开展了“温湿度对棉花回潮率测量影响及新型电测器”的研究,确定了棉纤维导电性能与温度之间关系的数学模型,研制出单一90V直流电压的新型棉花回潮测量仪,克服了温度及电压对测量结果的影响。
为克服密度的影响,一些研究人员研制了具有密度补偿装置的回潮率测量仪器,可保证适宜的密度测量环境,每年检验旺季前应做好电测器的校准和检修工作。用棉花电阻校验箱校验仪器表头刻度,用压力校验器校验压力器的压力,各台电测器之间也应相互校准对照。必要时与烘箱法进行对照,两者试验结果发生较大差异时,应分析原因,以正常条件下的烘箱法试验结果为准。
在线装置检测生产厂家目前只有屈指可数的企业通过国家资格审查,例如苏州市光华电测技术研究所和中华全国供销社合作总社郑州棉麻工程技术设计研究所。该方法注重实时检测回潮率,其作用是,在原棉打包过程中即时检测棉花的回潮率,逐包出具回潮率检验结果。棉包回潮测定在线装置检定记录表可参照表1。
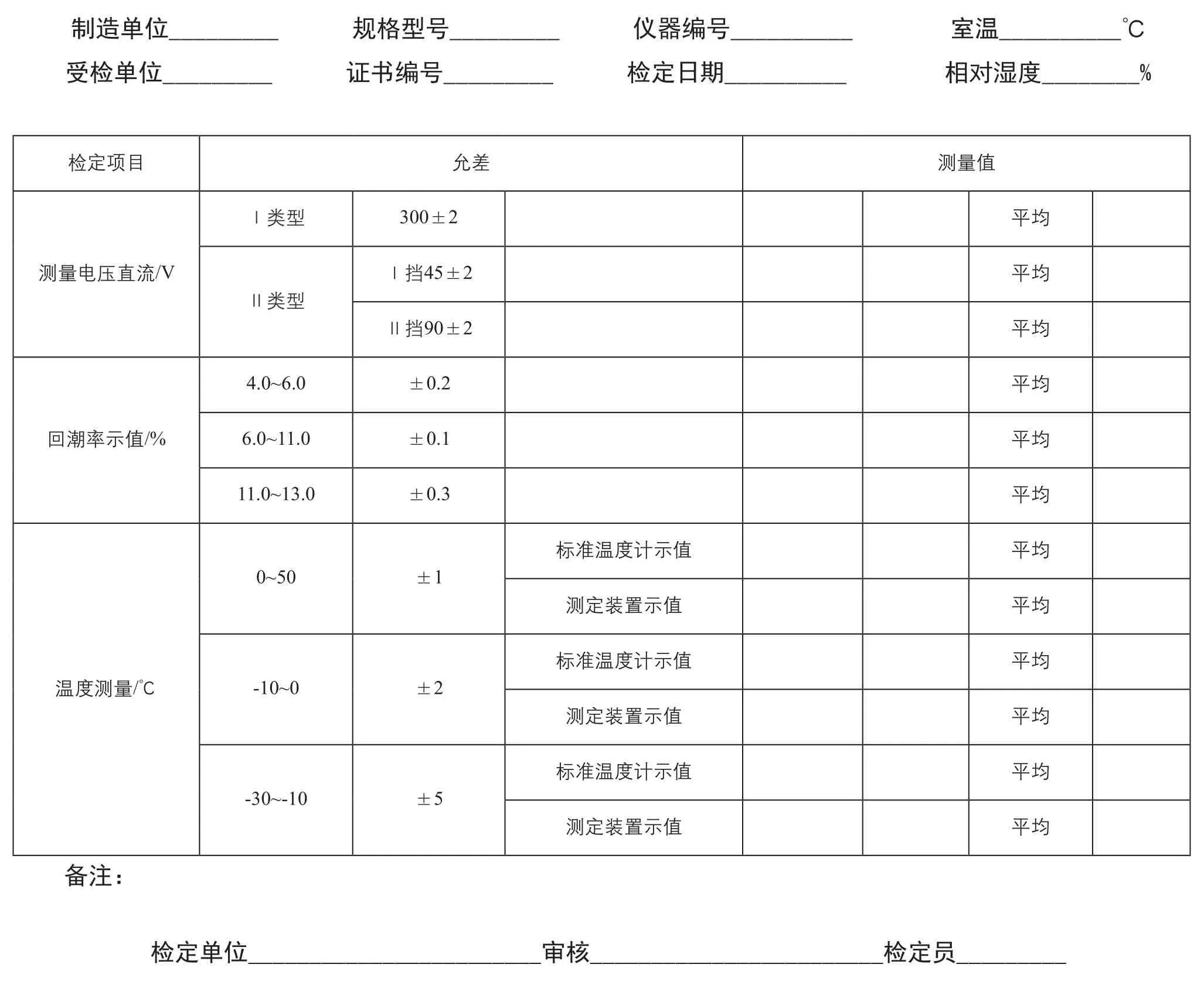
表1 棉包回潮测在线定装置检定记录表
插入装置逐包检测,并出具检验结果,如果按批检测则按GB 1103.1、GB 1103.2和GB 19635规定取样数量,逐包检测,记录检验结果,计算批样回潮率算术平均值作为检测结果。第三方检测机构和质检部门在对棉花公检、收储、出库等时采用较多。
总结
棉花回潮率不仅是影响棉花安全储运、加工工艺系统稳定性、加工质量的重要因素,还是棉花贸易结算的重要依据。本研究用简单的计算公式分析研究了回潮率和含水率的区别,举例计算了棉花公定重量,以助于进一步了解公定回潮率。
此外,就目前使用最广泛的棉花回潮率测量方法进行讨论,重点分析电阻法测定回潮率的原理、检测方法和目前应用情况,三种方法还存在一些不足。例如,电测器检测棉花回潮率很低时,电阻值很大,流过待测棉花的电流值就很小,此时小电流不易测量,难以保证测量精度。希望国家相关单位和研究所等能持续更新系统和检测方法,紧跟国外先进标准,提高棉花回潮率的准确度。
猜你喜欢
中国棉花加工(2022年5期)2022-12-14
中国棉花加工(2022年2期)2022-07-09
中国棉花加工(2021年4期)2021-11-04
中国农机化学报(2021年4期)2021-05-11
新疆农机化(2021年1期)2021-03-09
橡塑技术与装备(2021年1期)2021-01-05
安徽农业科学(2020年12期)2020-07-14
中国棉花加工(2019年5期)2019-12-27
中国造纸(2019年7期)2019-08-28
现代纺织技术(2019年5期)2019-01-14
