机床主轴动平衡方法及计算
2018-04-28 00:33长庆油田分公司机械制造总厂陕西西安710200李哲鑫
金属加工(冷加工) 2018年4期
■ 长庆油田分公司机械制造总厂 (陕西西安 710200) 李哲鑫
随着机床不断地向高转速、高精度和高效率等方向发展,对主轴的转速要求越来越高。但机床主轴组件在设计、制造和装配过程中不可避免的会产生由结构、材质及装配等原因引起的重心偏离旋转中心的现象,使机床产生振动、噪音轴承发热等,转速越高不平衡引起的振动越剧烈。由于受到制造工艺、装配质量、单件质量和零件形状不对称等影响,主轴在整体装配后旋转时会出现重心偏离主轴中心旋转的现象即所谓主轴旋转不平衡。主轴旋转不平衡会使主轴产生振动并产生噪声和发热。
通过对主轴进行动平衡校核能有效的减小主轴、轴承的振动,从而达到降低主轴温升、提高主轴轴承使用寿命的目的。TK6920落地铣镗床主轴在动平衡矫正时采用上海SCHENCK卧式动平衡机,方法为刚性轴动平衡法,即在固定转速下进行动平衡,该方法能够保证主轴在一定范围工作转速下达到平衡。根据ISO 1940对不同类型的转子动平衡精度等级的规定,精密主轴组件可采用G2.5、G1和G0.4级。本文范例机床TK6920数控落地铣镗床主轴动平衡精度等级采用G0.4级。此机床的最高转速为1 800 r/min,根据ISO1940-1973国际标准规定其动平衡等级按照以下公式进行计算:

式中,G是动平衡等级(mm/s);e是主轴的偏心距(μm);ω是弧度(rad/s)。

剩余不平衡量U与主轴质量m的关系式为

式中,U是允许不平衡量(g·mm);m是主轴质量(kg)。
根据公式(3)可得

TK6920数控落地铣镗床主轴组件相应参数为:总质量为1 600kg、工作最高转速为1 800 r/min。按照主轴精度标准选用动平衡精度等级G0.4级,根据上述公式可以计算出主轴的允许不平衡量

将188.4(rad/s)代入公式(2),得
e=0.4×1 000/188.4=2.12μm
根据公式(4),可得
U=2.12/1 000×1 600×1 000=3 392g·mm
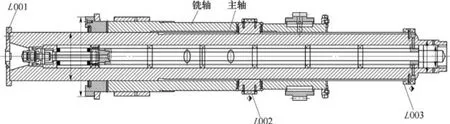
图1 TK6920数控落地铣镗床主轴动平衡示意图
由于主轴动平衡需在两个校核面校核,所以每个校核面的允许不平衡量为3 392/2=1 696 g·mm。
主轴在进行动平衡矫正时需要在主轴上去除相应质量的材料,由于主轴本身结构限制不能去除材料,因此可以选用增加外置动平衡套的方式进行去料调整。图1所示为主轴带动平衡套的主轴结构。其主轴平衡组件由L001垫圈(联接盘)、L002调整垫圈(动平衡套)、L003调整垫圈(动平衡套)、主轴、铣轴、隔套、齿轮和夹刀机构等组成。
L001垫圈(联接盘)用于主轴与动平衡机的联接,L002、L003动平衡套用螺栓将其固定在主轴外径上,在L002、L003上打孔用于去除不平衡量,这种方法动平衡套由多个螺栓固定主轴上,相当于与主轴是一个整体,不存在离心力过大动平衡块脱落现象。由于主轴转速较高,如果采用增加质量的方法实现动平衡,由于离心力的作用增加的平衡块容易在旋转的过程脱离,造成动平衡失效,平衡块如果掉落在主轴轴承或有相对位移的部件上还将引起故障,因此将采取去除材料的方式进行平衡校正。图1中主轴的不平衡主要由单件的质量分布不均造成,根据机床的主轴加工工艺分析,不平衡量主要是主轴长度过长其内孔在加工过程中前后孔同轴度、挠度超差引起质量分布不均。如果单独对铣轴和主轴自身做动平衡校核则在后续安装内部的夹刀机构后将影响装配后的动平衡效果,因此需要将夹刀机构与主轴各相关的组件全部装配完成后,再对主轴组件整体进行动平衡校核。
在装配主轴动平衡组件时应该根据实际装配情况进行装配,首先使用螺旋测微器测量轴承的厚度、隔套的厚度,确定铣轴隔套在铣轴轴向位置尺寸,然后用顶丝将隔套固定在铣轴上保证隔套在轴向和径向的位置固定且不能产生运动,打好字头做好标记避免动平衡校核后重新装配铣轴时隔套位置错误导致动平衡失效。铣轴上的锁紧螺母由于自身质量分布不均匀,因此在进行动平衡校核时必须将锁紧螺母与铣轴把合位置做好固定标记,保证动平衡校核后装配时的位置与其一致。
总之,主轴动平衡的目的是不仅保证主轴在动平衡机上平衡而且要在主轴工作时同样保证平衡。因此在设计主轴时,要考虑主轴的材质、结构形式及支撑形式,又要对影响动平衡的原因进行多方面的具体分析找出真正的原因,采取措施分别消除,保证机床主轴在工作时的良好平衡性。
参考文献:
[1] 郎慧勤.机床主轴动平衡及其平衡精度标准选择[J].机床,1984(4):28-29.
[2] 朱维南,祝致宁.主轴动平衡的方法与应用[J].机械工程师,2004(1):93-94.
猜你喜欢
考试与评价·高二版(2021年4期)2021-09-10
艺术品鉴(2020年3期)2020-07-25
学生天地(2020年22期)2020-06-09
东坡赤壁诗词(2019年5期)2019-11-14
设备管理与维修(2019年12期)2019-02-18
制造技术与机床(2018年9期)2018-09-19
化肥设计(2018年2期)2018-05-18
制造技术与机床(2017年6期)2018-01-19
防爆电机(2016年5期)2016-11-19
中国市场(2016年45期)2016-05-17