
AZ31镁合金搅拌摩擦胶接点焊接头组织和性能研究
2018-05-03 03:12李湘宁焦建强杨大龙丁成钢
电焊机 2018年4期
李湘宁,焦建强,杨大龙,丁成钢
(1.中车大连机车研究所有限公司,辽宁大连116021;2.大连交通大学材料科学与工程学院,辽宁大连116028)
0 前言
胶接(Bonding)是利用在连接面上产生的机械结合力、物理吸附力和化学键合力而使两个胶接件连接起来的工艺方法,是对焊接的补充,在特定条件下可以提供特殊的功能[1]。搅拌摩擦点焊(Friction Stir Spot Welding,简称FSSW)是在搅拌摩擦焊的基础上新开发的一种新型固相连接技术。与传统电阻点焊相比,搅拌摩擦点焊焊接热入量低,工件变形较小,焊接质量稳定;节省能源、降低成本;工艺过程简单,只需简单的编程即可实现焊接过程[2]。国内外相关机构已将FSSW技术用于汽车生产和制造中铝合金与钢的连接,并可实现双相不锈钢与高强马氏体不锈钢的连接[3-5]。将胶接技术与搅拌摩擦点焊技术复合而成的胶焊连接方法(Bongding-FSSW),能实现有效、统一的机械结合、冶金结合和化学结合,是对传统的胶接-电阻点焊(胶焊)工艺技术的继承和发展,是一种将搅拌摩擦点焊与胶接相结合的新颖、高效的复合连接工艺方法。
研究AZ31镁合金搅拌摩擦胶接点焊(Bonding-FSSW)接头的组织和力学性能,为Bonding-FSSW方法的应用提供必要的工程依据。
1 试验材料和方法
试验材料为3mm厚AZ31镁合金薄板,尺寸200mm×50mm×3mm,化学成分如表1所示。所有焊点均采用搭接形式,搭接面积50mm×50mm。在自行改装设计的搅拌摩擦焊机上进行FSSW试验,采用圆柱形带凹槽搅拌头,其材料为热作模具钢,搅拌针螺纹方向为左旋,轴肩直径18mm,搅拌针直径4.0mm,搅拌针长度4.5mm。
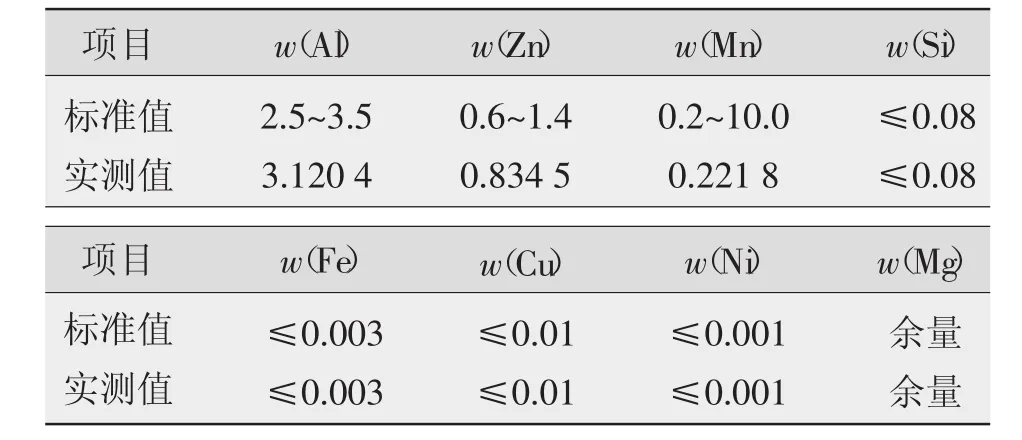
表1 AZ31镁合金的主要化学成分 %
焊前用细砂纸打磨试样上下表面,并用酒精擦拭,以去除氧化膜、水及油污。试件制备的工艺路线为:布胶→搅拌摩擦点焊→固化。Bonding-FSSW成型及接头的宏观形貌如图1所示,接头结合良好,未发现成型缺陷。
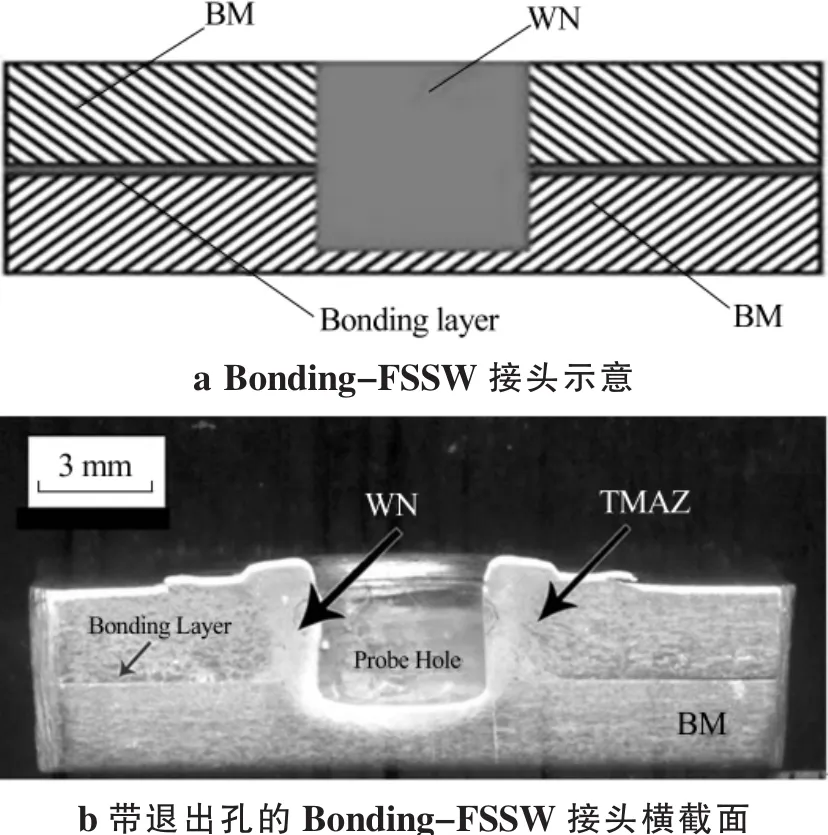
图1 Bonding-FSSW成型及接头的宏观形貌
参照JISZ3136-1999标准规定加工Bonding接头、FSSW接头、Bonding-FSSW接头拉伸剪切试样[6],每种接头3个试样,在万能试验机上进行剪切性能试验,测量焊点的抗剪载荷。
制备接头金相试样并分析接头组织。
2 试验结果和分析
2.1 AZ31镁合金Bonding-FSSW接头组织
FSSW接头的微观组织如图2所示。母材(BM)的晶粒大小不均匀,组织中存在部分变形孪晶、粗晶(见图2a)。焊核区(WN)组织由细小等轴晶粒组成(见图2b)。与母材组织相比,焊核区晶粒变得细小,且分布较为均匀。在FSSW过程中,高速旋转的搅拌头与焊核区金属摩擦生热,焊核区金属产生塑性流动,同时搅拌针对该区金属原始晶粒产生机械破碎作用,焊核区金属在搅拌摩擦热的作用下发生动态回复和再结晶,由于AZ31镁合金的导热系数较大,散热较快,晶粒没有足够的时间长大,故焊核区形成细小等轴晶。图2c为热机械影响区(TMAZ)微观组织,该区位于搅拌头作用边缘,在搅拌头旋转摩擦作用下,金属产生塑性流动,组织受搅拌头摩擦和挤压作用发生一定程度的变形和破碎,在焊接热循环作用下,热机影响区晶粒发生动态回复和再结晶过程,但由于所受搅拌作用和摩擦热没有焊核区剧烈,晶粒在分布上没有焊核区的细小、均匀。图2d为接头底部热影响区(HAZ)组织,该区晶粒较粗大,且大小、分布不均匀。在FSSW过程当中,热影响区金属没有受到搅拌针强烈搅拌作用以及轴肩的摩擦作用,未发生动态再结晶,晶粒较为粗大。
胶接区、胶接层与焊核的交界区的组织如图3所示。胶接层厚度60~70 μm,且较为均匀,胶接层与母材结合良好,未出现成型缺陷(见图3a)。胶接层与焊核界面组织如图3b所示,界面附近的胶层仍然保留,但厚度有所减少,而且末端出现一些变形,这是因为在FSSW过程中胶层受到热和力作用,界面未出现气孔和夹杂缺陷。
2.2 接头力学性能
接头的拉伸剪切试验结果如表2所示。用密封胶进行胶接点焊,接头的抗拉伸剪切能力与FSSW接头相当,一方面说明密封胶只起密封作用,不具备承受载荷的能力,另一方面表明,胶接剂对搅拌摩擦点焊焊核的力学性能影响较小。使用高强粘结剂进行搅拌摩擦胶接点焊,接头的抗拉伸剪切性能明显优于单一的搅拌摩擦点焊、胶接接头的抗拉伸剪切性能。
搅拌摩擦胶接点焊接头在保证密封功能的前提下,具有足够的抗拉伸剪切性能,其拉伸剪切力大于搅拌摩擦点焊和胶接接头的拉伸剪切力之和。胶黏剂对搅拌摩擦点焊焊核的形成和微观组织影响不大,胶焊接头未出现成型缺陷。
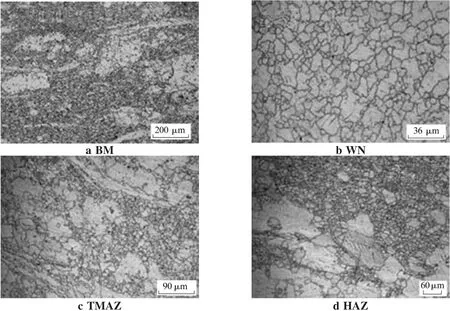
图2 FSSW接头的微观组织
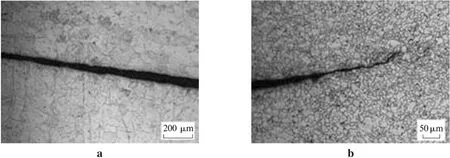
图3 胶接区、胶接层与焊核交界区的组织

表2 接头拉伸剪切力 kN
3 结论
(1)焊核区形成细小、均匀的等轴晶粒,而热机影响区和热影响区形成较为粗大的晶粒,且晶粒大小不均匀。(2)胶黏剂对搅拌摩擦点焊焊核的形成和微观组织影响较小,胶焊接头未出现成型缺陷。(3)使用高强胶黏剂的Bonding-FSSW接头抗拉伸剪切性能明显优于Bonding接头和FSSW接头的抗拉伸剪切性能。
参考文献:
[1]顾继友.胶接理论与胶接基础[M].北京:科学出版社,2003.
[2]Allen CD,ArbegastWJ.Evaluationoffrictionstirspot welds in2024aluminium[C].SocietyofAutomo tiveEngineers,2005.
[3]Mazda Develops words Fist Aluminum Joining Technology Using Friction Heat[EB/OL].Http//www.mazda.com/public ity/release/0227e.html.
[4]SakanoR,Murakami K,YamashitaK,et al.Developmentof Spot FSW Robot System for Automobile Body Members[C].The 3rd International Symposium,Japan,2001.
[5]Feng Z,Santella M L,David S A,et al,Friction Stir Spot Welding of Advanced High-Strength Steels-A Feasibility Study[C].SocietyofAutomotive Engineering,2005.
[6]JISZ3136-1999,电阻点焊及凸焊接头剪切试验的试件尺寸及试验方法[S].
猜你喜欢
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
汽车实用技术(2022年5期)2022-04-02
中南大学学报(自然科学版)(2018年11期)2018-12-07
科学中国人(2017年35期)2017-06-08
电镀与环保(2016年2期)2017-01-20
当代化工研究(2016年6期)2016-03-20
焊接(2016年5期)2016-02-27
焊接(2015年6期)2015-07-18
焊接(2015年8期)2015-07-18
