
光伏组件辊压连续生产新技术
2018-05-11 01:16苏振华惠雪亮
重型机械 2018年2期
吴 量,彭 磊,苏振华,惠雪亮,毕 鹏
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
随着经济的发展,能源问题越来越成为影响其发展的重要因素。目前我们使用的能源大多属于不可再生能源,如果有一天我们的不可再生能源耗尽,其后果无法想象。所以太阳能光伏发电变成了越来越重要的发电方式。光伏组件作为太阳能发电的关键部件,能够高质量、高效率的稳定生产,成为促进太阳能发电行业发展的重要因素。
传统的光伏组件生产是层压敷设后进行抽真空层压。层压敷设是将组件串并联连接后,将玻璃和切割好的EVA 、玻璃纤维和背板按照一定的层次敷设好。然后将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出然后加热使EVA熔化将电池、玻璃和背板粘接在一起,组成一个具有一定输出功率和输出电压的发电单元。真空层压技术在生产过程中,若抽真空时间过短或层压的压力不够,则不能将气泡完全赶出;层压的时间过长或温度过高,使有机过氧化物分解,产出氧气形成缺陷,严重制约组件的高质高效生产。
本文提出了一种生产光伏组件的新技术:组件经过阶梯加热,直接输送到辊压机用橡胶辊进行辊压,然后在送料辊道上进行快速冷却的连续生产技术。实际生产表明,该技术与传统的层压机生产光伏组件相比,大大提高了组件成形的质量,提升了生产效率,降低了生产成本。
1 工艺布置
光伏吸收件及胶片由上料机架辊输送至阶段式加热保温箱,因加热保温箱箱体内的温度由低到高依次递增,使胶片逐步升温达到完全融化呈透明,然后进入辊压机中通过大压辊进行辊压,使胶片与玻璃充分贴合,排除气泡,融化胶片填充空隙,再进入下料冷却机架,使辊压后的光伏组件快速冷却,完成光伏组件的辊压胶合。组件生产过程中,设备的输送速度、辊缝的尺寸及加热保温箱的温度,都可以通过电气控制来调整。光伏组件辊压生产的相关技术参数如表1所示。
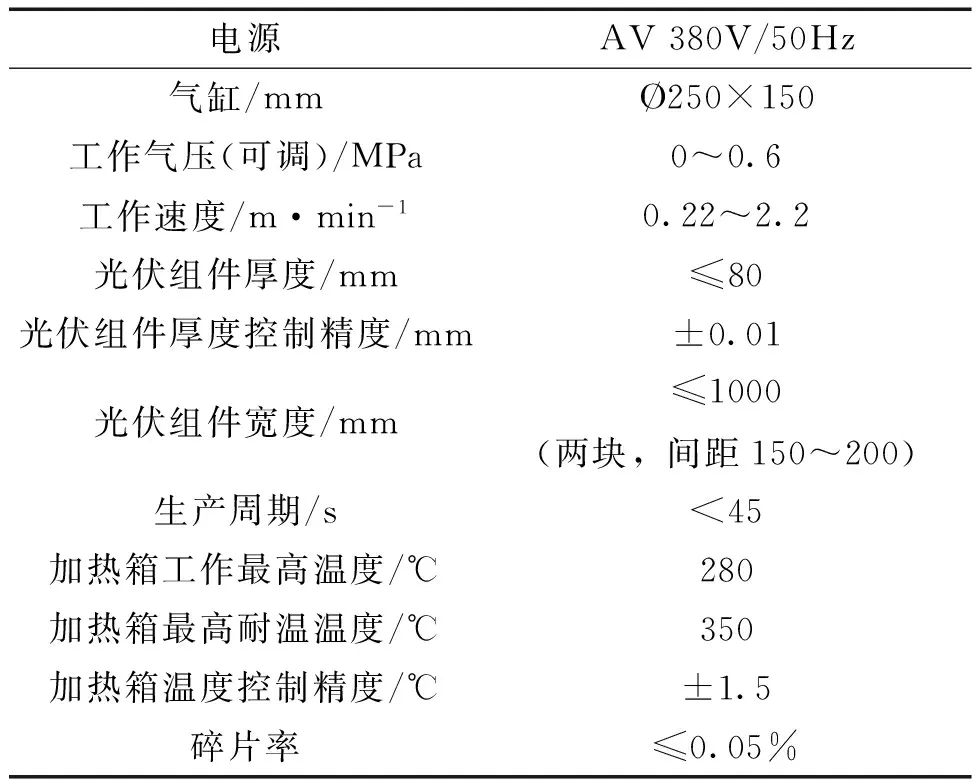
表1 技术参数
光伏组件辊压连续生产的工艺流程如下:
(1)确认上压辊处于零位位置,输入最小辊缝数值,确认后上压辊自动上升至输入数值位置;
(2)输入加热保温箱三个加热区的设定温度值并确认,此时加热保温箱开始工作,同时循环风机开始工作;
(3)设定工作速度并确认;
(4)待温度达到设定温度后,确认组件已经在上料机架摆放好位置;
(5)按下运转按钮,此时气缸压下,压辊与辊道按照设定的工作速度正常运转,设备进行连续生产;
(6)根据生产需要停机时,按下停止按钮,关停加热保温箱加热;
(7)按下复位按钮,上压辊回归零位位置。
2 设备组成
如图1所示,光伏组件辊压生产设备主要有上料辊道、加热保温箱、辊压机、下料冷却辊道及配套的机械传动、气动装置及电气控制装置组成。
上料机架是用来将两片玻璃、光伏吸收件和胶片预敷设好后上料布置所用。如图2所示,上料机架由框架、轴承座、辊子及护板等组成。框架由型钢焊接件装配而成;轴承座与框架之间设有调整垫片确保多个辊子调整水平;辊子采用实心轴头和无缝钢管焊接加工而成,辊面套上橡胶套以防止玻璃表面划伤。
机架与上料机架的机械结构基本相同,区别是在上料机架的结构基础上增加了两台大风量的冷却风机,安装在辊道的下方,使辊压胶合后的光伏组件通过下料辊道时能够迅速冷却,有利于光伏组件快速定形及搬运,提高连续生产的效率。

图1 设备总装配图
四个加热保温箱是独立的加热区域,为阶段式温升,确保胶片受热均匀且能够完全融化。如图3所示,加热保温箱由保温板、机械式仪表温度计、装饰罩、加热辊子装配、机架等组成。三个加热区的机构基本相同,辊子为分段支承,防止胶片加热后流出堆积到辊面;上下辐射板由反光不锈钢板与型钢组成,通过高度调节机构来实现高度调整;三个加热区全部为主、辅加热,主加热全部为辐射式红外加热管,是最利于胶片吸收热能的中波红外加热管,辅助加热为不锈钢空气干烧加热管。
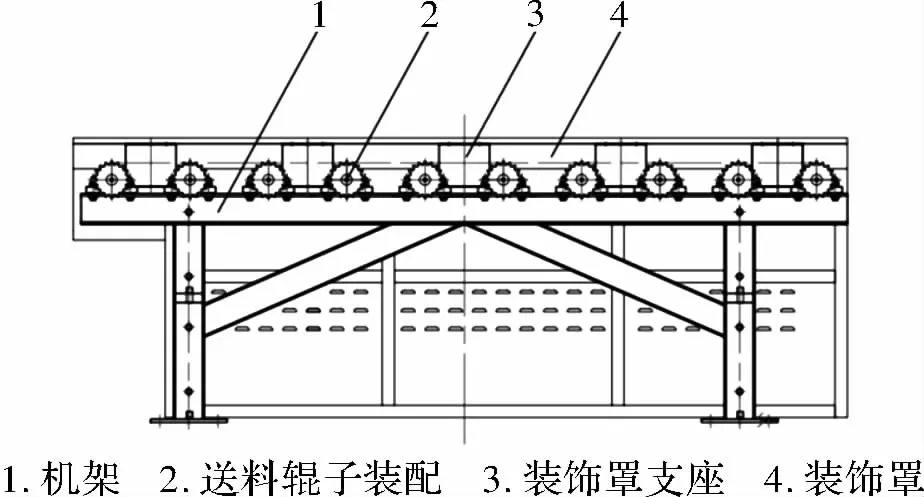
图2 上料辊道
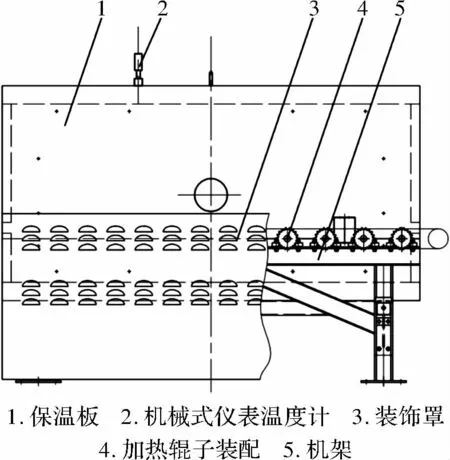
图3 保温箱
辊压机是完成光伏组件辊压胶合这个主动作的关键设备。如图4所示,辊压机由气缸、气缸支座、同步齿轮、同步齿条、上压辊、机架、下压辊、托辊、链条、辊道驱动电机等组成。辊压机有四根耐热包胶小辊安装在机架上作为送料辊,为光伏组件辊压时提供支撑;上下主压辊为耐热包胶大辊,硬度达到设计要求,下压辊为固定压辊,上压辊为浮动压辊,上压辊压力由气缸保证,浮动高度由压辊调整装置调节,高度调整的电机上安装有编码器,使位置调整精度达到0.01 mm,实现通过电气控制来快捷精准的调节辊缝;左右两侧气缸为辊压时提供压力保证,使组件能够沿压辊轴线方向均匀受力;齿轮齿条同步机构和导向装置配合使用,在上压辊上下移动时保障上压辊左右两侧的浮动轴承座保持同步,避免剪刀形和前后错位。
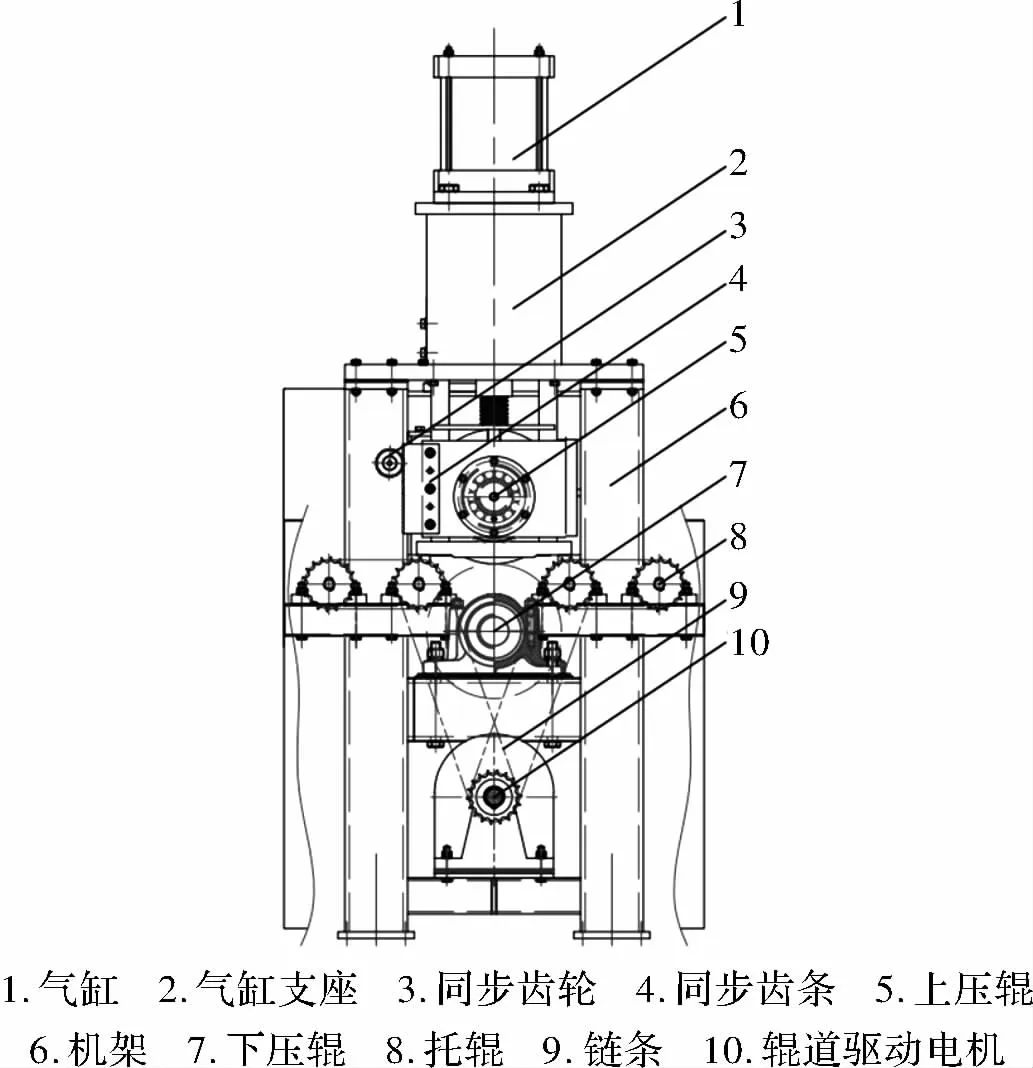
图4 辊压机
辊道及压辊传动为同步传动,无级变频调速,全部辊道为集中传动方式。辊道之间由链轮链条连接,线速度与压辊线速度保持一致,由一台齿轮减速变频电机提供动力。压辊传动在压辊轴端分别与两台平行轴齿轮减速电机直联,上下压辊减速电机完全相同,保证了光伏组件辊压时的速度一致。
气动装置气缸压力可调,气缸工作气压在0~0.6 MPa范围内;调节阀采用精密调节阀,能达到精准调压。
电气控制为PLC自动控制。根据产品规格的厚薄调节好压辊的间隙和压力辊压速度后,全线速度自动匹配。温度设定后PLC根据设定温度PID自动调节,实现连续生产,人机对话友好,操作非常简便。
3 实例
这种新技术已成功试制了样机,如图5所示。该样机在用户现场运行稳定性好,故障率低。玻璃组件在本机进行生产时,经过阶梯温升加热炉加热后,通过预先调整的恒压力进行辊压,使其内部胶片完全融化排出气体并填充空隙,再进入快速冷却下料机架,并在厚度尺寸及水平平面上达到光伏组件的要求,达到了产品设计要求,破损率较低。
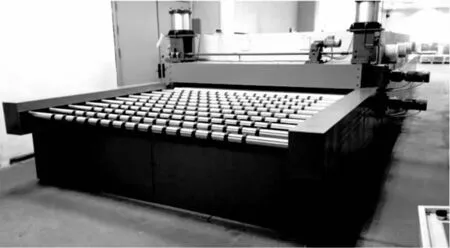
图5 光伏组件辊压样机
4 结束语
光伏组件辊压技术经过样机实际生产检验后,能出色完成加热和辊压工艺。该技术的连续生产特性,提高了加热箱的能源利用率;方便快捷的辊缝调整机构,使其能快速的适应产品规格要求;精密的高度调节装置,保证了组件成品的精度和质量。代替传统生产光伏组件的层压机,助力国家的光伏产业发展。
参考文献:
[1] 季鑫, 杨德仁, 答建成. 硅基单结太阳能电池的制备技术、缺陷及其性能的研究[J]. 材料导报, 2016(03): 15-18.
[2] 唐荣梅, 罗赟, 诸小丽, 等. 太阳能光伏发电应用模式探究[J]. 轻工科技, 2017(01): 56-57.
[3] 张爱民. 太阳能光伏产业发展面临的挑战及解决[J]. 中国管理信息化, 2016(24): 116-117.
[4] 李晓昕. 中国光伏产业面临形势之分析与思考[J]. 太阳能, 2015(06): 12-14+69.
[5] 谷依露. 我国太阳能产业发展现状与发展路径研究[J]. 开发研究, 2011(05): 71-73.
[6] 曹烨, 张捷杰, 邱国玉. 中国太阳能光伏发电产业现状及展望[J].节能与环保, 2017(11):50-55.
[7] 王磊, 张臻. 双面玻璃晶体硅太阳电池组件封装工艺[J]. 电源技术, 2007(12): 995-997.
[8] 王定友, 张绍彪. 中国太阳能电池制造设备的现状及发展[J]. 科技资讯, 2013(01): 81.
[9] 石磊, 陈立东, 马淑英, 等. 太阳能电池组件层压机加热系统的设计与试验[J]. 秦皇岛:河北科技师范学院学报, 2009(04): 32-35.
[10] 高伟明. 五级结构太阳能电池组件层压机的设计与研究[D]. 河北:河北科技师范学院, 2014.
[11] 李永宏. 太阳能电池层压机的分析与研究[D]. 秦皇岛:燕山大学, 2012.
[12] 中国太阳能电池组件层压机技术取得重大突破[J]. 中国电业(技术版), 2011(07): 13.
[13] 张维存, 孔令钦. 太阳能电池组件层压机温度控制系统参数优化[J]. 计算机仿真, 2012, 29(06): 24-26+66.
[14] 李云虎, 张春良, 赵辉, 等. 太阳能电池组件封胶工艺研究[J]. 南华大学学报(自然科学版), 2008(02): 88-94.
[15] 张亮, 窦建培, 石磊. 经济型太阳电池组件层压机的设计[J]. 太阳能, 2011(21): 35-37.
猜你喜欢
大电机技术(2022年2期)2022-06-05
橡塑技术与装备(2022年5期)2022-05-17
太阳能(2021年12期)2021-12-05
西北工业大学学报(2021年5期)2021-11-13
纺织科技进展(2021年4期)2021-07-22
家庭医药(2020年20期)2020-12-04
家庭医药·快乐养生(2020年10期)2020-11-06
时尚育儿(2019年2期)2019-06-11
幸福(2019年6期)2019-03-09
科技与创新(2018年23期)2018-12-18
