
混铁炉底座辊道更换方法及工装设计
2018-05-11 00:53李开伦张瑞海吴云云
重型机械 2018年2期
梁 栋,李开伦,张瑞海,吴云云,郝 阳
(莱钢集团设备检修中心,山东 莱芜 271104)
0 前言
混铁炉是高炉和转炉之间的炼钢辅助设备,主要用于调节和均衡高炉和转炉之间铁水供求的设备,主要由底座、弧形辊道、炉体、传动机构、回转机构、开盖机构、鼓风装置、煤气空气管道、气动送闸装置、干油润滑装置、混铁炉平台、电气系统等组成。其中,混铁炉底座是炉体的承重零件,整个炉体的重量通过接近筒体两端的偏心箍圈,圆辊组成的弧形辊道传递到直接固定在基础上的底座上,如图1所示;底座和弧形辊道由于承受整个炉体重量,而且长期进行相对滚动,容易发生变形和磨损而损坏。
山钢股份莱芜分公司炼钢厂有600 t混铁炉2座,炉役时间均在20年以上,需更换混铁炉底座和弧形辊道。
1 莱钢混铁炉更换底座辊道难点
(1)炉体质量大。如图1所示,更换底座和弧形辊道时,需要将混铁炉炉体与弧形辊道脱离开一定距离,从而能够拆除损坏的底座和弧形辊道并安装新制作备件。一般情况下,设备厂房和行车不能承受炉体重量(含炉衬约410 t),在起重作业方面无法借助行车等起重设备;同时,为了保证施工安全,还应当保证炉体起升过程中炉体重心的平衡,不能发生侧移或转动。
(2)作业空间狭小。现场作业空间狭小,给底座和辊道的拆卸、转运、安装造成困难;同时,对作业人员进出、站位及作业形成风险;
(3)技术要求高。需要保证的主要技术要求:单个底座纵向中心线偏差不得超过1 mm(相对于原底座),横向中心线偏差不得超过1 mm,标高允许偏差为±2 mm,水平度不超过0.15 mm/1000 mm;两底座中心距偏差不超过±1 mm,对角线之差不超过3 mm,同截面高低差0.5 mm/1000 mm;弧形辊道中线与底座横向中心线重合,偏差不超过2 mm。

图1 混铁炉主体示意图
2 工装设计
为了克服安全、技术难点,通过现场勘查和图纸研究,设计了一套专用的混铁炉底座、辊道更换工装,如图2所示。该更换工装主要包括:底板1、固定支座2、千斤顶3、安全垫块4、支撑底座5、吊耳6等。

图2 工装安装示意图
(1) 图3为支撑底座的立体示意图。制作支撑底座时,弧面半径R应为炉体两侧法兰外径(图2b中φD)的一半,从而保证支撑底座的弧面能够与炉体法兰紧密贴合;为保证炉体两侧法兰能够完全落在支撑底座弧面上,弧面宽度尺寸B≥炉体法兰厚度+60 mm;支撑底座中部因主要受拉应力,高度尺寸a可在300 ~400 mm范围内选择;支撑底座的长度L2应当在保证不与厂房或其它零件干涉的情况下尽量加长,从而更好地保证炉体重心平衡。
(2) 如图4、5所示,分别为固定支座和安全垫块示意图。固定支座是安放千斤顶和安全垫块的平台,主要受力点也在千斤顶和安全垫块这两个位置,为了保证固定支座的强度,设计成双十字型的筋板结构(如图4所示);安全垫块起到支撑炉体和支撑底座的作用,当千斤顶将炉体顶起到要求位置后,将安全垫块放入支撑底座和固定支座之间,可设计成如图5所示的钢管形式。
(3)图2a中底板1起到连接平台和连接两侧固定支座的作用,尺寸要求能够安放固定支座并且不与其它零件发生干涉即可;固定支座高度h、安全垫块高度h2均应根据炉体两侧法兰下母线高度、支撑底座的尺寸a、千斤顶高度及行程等来确定,需要注意的是h1(图2b)应大于千斤顶行程处于最低位置时的高度,一般情况下间隙b可在10~30 mm范围内选择。
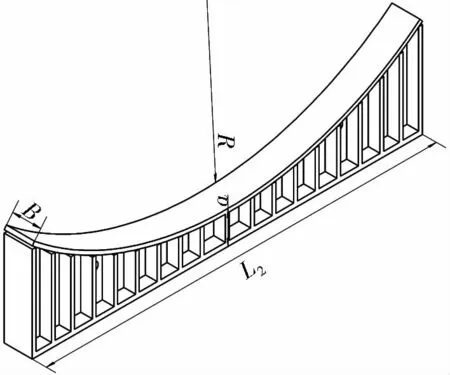
图3 支撑底座示意图

图4 固定支座示意图

图5 安全垫块示意图
3 方案实施
混铁炉更换底座和弧形辊道的主要操作如下:
(1)地面底板铺设。按照现场实际地面空间(炉体两侧)铺设整体钢板,即底板,板厚δ≧50 mm,钢板要垫实、找平,水平度要求0.5 mm/1000 mm。
(2) 刻划底座标记。将原有底座中心、标高、纵横中心线作固定标记,作为新安装底座的参考依据。
(3)支撑底座调整安装。在安装支撑底座前,首先,拆除底座外侧地脚螺栓的紧固螺母,按照现场实际需要对装焊接吊耳一、二、三(图2a所示),并在炉体一侧两边挂好手拉葫芦,每边挂3个;然后,将支撑底座从炉体底座两侧用已经挂好的手拉葫芦将其拉入炉体两侧下方,并用吊耳一处的手拉葫芦将支撑底座拉起,与炉体弧面接触,为保证安全可靠,手拉葫芦不可拆除;最后,检查支撑底座弧面与炉体的接触面积,接触面积达到60 %以后,检测支撑底座下平面水平度,要求水平度控制在0.5 mm/1000 mm以内,并将支撑底座与炉体固定牢靠,可采用焊接方式固定。
(4)固定支座调整安装。首先,将固定支座从炉体底座两侧用手拉葫芦拉入并按图示位置安装固定好;然后,检测固定支座上平面与支撑底座下平面的平行度,要求控制在±1 mm以内;最后,为了保证下部支撑基础的稳固性,将同侧两个固定支座用槽钢联接好,并焊在预先铺设的底板上。
(5)千斤顶起升及安全垫块安装。在两侧四个固定支座上方安放千斤顶,为了使得炉体起升平稳,避免千斤顶损害,千斤顶应同步起升,并至起升高度可以使辊道顺利移出为止;按图示位置安放安全垫块,用定位安全块焊接牢固,并调整千斤顶使安全垫块成为主要承力零件。
(6)弧形辊道拆除。首先,将钢丝绳一端、卸扣装在辊道两侧的吊耳上(每个卸扣装2根钢丝绳),另一端挂在炉体上第1个手拉葫芦上(即吊耳二上),并用手拉葫芦将弧形辊道拉起;然后,当弧形辊道脱离底座后将另一根钢丝绳挂在第2个手拉葫芦上(即吊耳三上)拉紧;最后,将两个手拉葫芦依次慢慢放下,从而将弧形辊道倒出底座,并吊离现场。
(7)底座拆除。首先,将钢丝绳、卸扣挂在底座吊鼻上,上方挂在预先安装备用的手拉葫芦上(即吊耳二上),两侧手拉葫芦同步提升,使炉体保持平衡,确保安全可靠;然后,当底座提升高度超出地脚螺栓20 mm后,在底座底面加放钢管3~4根,钢管上母线高度要高于螺栓高度10 mm,拉动手拉葫芦将底座放置在钢管上;最后,通过倒钢管的方法将底座拉出炉体底部,并吊离现场。
(8)新底座调整安装。新底座的安装顺序与原有底座的拆除顺序相反,所不同的是增加了位置和尺寸的调整步骤。新底座到位后,应使用全站仪、卷尺、手拉葫芦、千斤顶、垫块等来检测调整底座的标高、中心、水平及两底座间的中心距、对角线尺寸等,并达到技术要求,然后用地脚螺栓固定底座。
(9)新弧形辊道调整安装及炉体就位。新弧形辊道的安装顺序与原有弧形辊道的拆除顺序相反,所不同的是增加了位置和尺寸的调整步骤。如图2b所示,炉体下落前,首先,通过手拉葫芦和卷尺检测、调整弧形辊道相对于底座的位置,使得弧形辊道的中线与底座横向中心线重合,偏差不超过2 mm;然后,同步调整千斤顶将炉体平稳落至弧形辊道上。
(10)现场恢复及竣工验收。拆除更换工装,拆除顺序与安装顺序相反,割除吊耳,恢复现场并试车验收。
4 安装效果
在混铁炉底座、辊道更换完成后,对各个技术要求进行了全面检测,均达到了技术要求标准:单个底座纵向中心线偏差1 mm(相对于原底座),横向中心线偏差1 mm,标高偏差为1.5 mm,水平度0.1 mm/1000 mm;两底座中心距偏差1 mm,对角线之差2 mm,同截面高低差0.3 mm/1000 mm;弧形辊道中线与底座横向中心线对齐偏差1 mm。试车时,设备运转正常,一次试车成功。
5 结束语
通过此方法的实施,在保证施工安全和质量的前提下,实现了对混铁炉进行安全、高效的底座、弧形辊道更换;成功替代外委,保证了热线顺行,避免了因底座或弧形辊道损坏而采购、安装全新混铁炉设备的问题,提高了生产效率,降低了生产成本。
参考文献:
[1] 张树森.机械制造工程学[M].沈阳:东北大学出版社,2001.
[2] 汪海涛.冶金机械设计手册[M].北京:中国科技文化出版社,2007.
[3] 殷瑞钰.冶金流程工程学[M].北京:冶金工业出版社,2004.
[4] 王永刚.900t混铁炉的开发与研究[J].一重技术术,2006(04):13-14.
[5] 王东升.某钢厂连铸机辊道系统优化改造[J].中国设备工程,2017(24):44-46.
[6] 张鹏.板坯连铸机称重辊道故障分析及改进[J].机械工程与自动化,2014(06):116-117+120.
[7] 周士凯,梅瑾烨,乔婉莉.出坯辊道磨损原因分析及解决措施[J].重型机械,2016(04):94-97.
[8] 李桂荣,王宏明.连铸板坯辊道输送和保温过程传热模型[J].安徽工业大学学报(自然科学版),2003(01):8-12.
[9] 仝清秀,刘彩玲,杨拉道,田进.板坯连铸机出坯系统[J].重型机械,2009(01):4-9.
[10]于金辉.连铸出坯辊道优化升级[J].科技资讯,2012(25):100.
猜你喜欢
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
综合智慧能源(2018年2期)2018-03-21
中国工程咨询(2017年8期)2017-01-31
中华骨与关节外科杂志(2016年5期)2016-05-17
建筑工程技术与设计(2015年28期)2015-10-21
中国经贸导刊(2015年27期)2015-10-10
中国高新技术企业(2015年16期)2015-04-30
