斗笠式刀库中装刀盘的修复方法
2018-06-02 06:48黄中平何华兵
制造技术与机床 2018年5期
张 宇 黄中平 何华兵 王 川
(中航工业成都飞机工业(集团)有限责任公司,四川 成都 610092)
1 斗笠式刀库装刀盘修理背景
笔者公司在很多数控机床上都采用斗笠式刀库的形式,尤其是三坐标立式加工中心、五轴加工中心等多采用此种刀库的形式,这些机床主要用于加工复杂结构件,在公司的科研生产中担任重要角色,为公司的生产发展做出了重要贡献,所以这种斗笠式刀库刀盘的维修具有很强的普适性及推广性。斗笠式刀库的优点在于结构简单、维护和保养方便、刀具重量限制要求不甚严格、安全系数较高。
公司某台BA结构五轴加工中心由于使用年限较长,加工精度无法得到有效保证,需要进行大修改造。该机床配备的斗笠式刀库一刀爪端被撞毁,如图1。
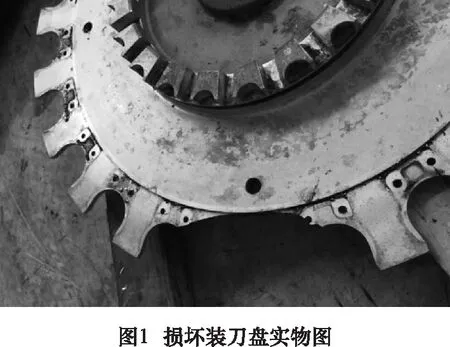
刀盘缺失一块,左右相邻的刚性受到影响,单边就减少3把载刀量;考虑到平衡性原则及重量分布不均匀,重心偏移刀盘会往缺失端的对称侧倾斜。考虑安全性,对称侧也必须减少3把载刀量,因此有效载刀量大大减少。对于五轴立式加工中心来说,复杂型面工件的一次性加工受到较大的限制,可能会出现需要手动换刀的状况,大大降低生产效率,延长生产周期。所以在这次对于机床的大修改造中此刀库的修复也是一个必修项目。
2 方案选择
2.1 整体采购
整体采购刀库存在以下问题:
(1)该机床采购时间较早,使用已经10多年,刀库厂家已经被并购,市面上已经没有相同型号或者相类似的刀库。
(2)如果找机床厂家订购替换产品,需要从国外进口订做,采购的周期需要18周,周期过长,机床需要停机很长时间,生产得不到有效的保障。
(3)整体采购的话,费用估计在10万元左右,成本高。
2.2 外协修复
外协修复存在以下问题:
(1)外协厂家加工装刀盘,费用在5万元以上,周期在3~4周.
(2)外协厂家加工精度达不到所需要求,不能满足装刀盘的安装尺寸要求。
(3)外协厂家不了解刀盘加工工况,加工出来的刀盘的普适性较差。
2.3 自主修复
2.3.1 整体加工
将刀盘整体尺寸进行测量,通过CAD模拟出原始刀盘完好时的外型尺寸,再选用大块铝件对其进行整体加工,加工一个全新的装刀盘,再在现场安装时,以钳工配合安装。此方案存在以下问题:
(1)整体加工所需的大块铝件,基体单独采购,费用预计12万元左右。
(2)整体加工工艺受限,外圆尺寸过大,圆度要求高,厂内无合适尺寸结构的数控机床。
(3)制造周期较长,需要1个月。
2.3.2 单点修复
将刀盘破损部分进行再加工,再加工一相同材料的修补件采用一定的方式拼接到装刀盘基体上,此举有已下优点:
(1)零件尺寸较小,厂内现有机床及加工工艺可以满足要求。
(2)铝件较小,现有材料可以满足加工要求,成本费用预计1 000元左右。
(3)修复周期较短,设计、加工共计需要1周的时间。
2.4 综合讨论
通过对比以上3种方案的实施周期、成本及可靠性,得出表1。
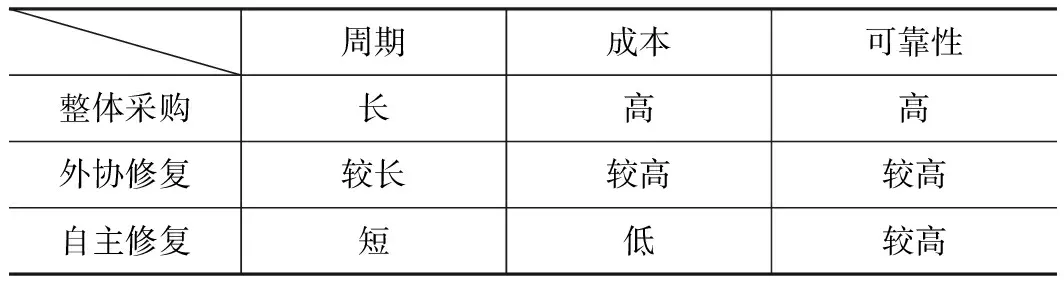
表1
对比表1中的3种方案的优缺点,决定先采用自主单点修复方案。
3 拼接方式选择及难点
3.1 方式选择
3.1.1 粘接技术
粘接材料的载荷分布较均匀,应力集中最小,因此,粘接的接头比点焊或机械连接具有更长的疲劳寿命。
粘接是金属与非金属连续进行连接的最完美的方法,但是对于两个连接物体之间经常承受撕裂应力的情况则不能采用粘接;或者对于包覆铝合金也应避免采用粘接,因为在腐蚀气氛中,包覆层会被腐蚀,从而造成粘接失效。
由于该进口BA结构五轴加工中心加工环境切削液飞溅,同时破损部位根据加工方式及拼接方式的不同多多少少都会承受一定的剪切力,所以粘接不是一种非常可靠地连接方式。
3.1.2 焊接技术
铝合金焊接技术存在以下的工艺难点及局限性:
(1)铝合金热导率大,大约为钢的2~4倍,同时耐热性很差,一般铝合金均不耐高温,膨胀系数大容易产生焊接变形,焊接裂纹倾向也很明显,而且越薄的铝合金板材越难焊接,容易焊穿。
(2)铝合金焊接中极易产生气孔,由于在熔池中的氢不能在焊缝成型之前排出就导致了焊缝中存在气孔,铝合金表面直接暴露在空气中特别容易在表面产生一层难熔的氧化膜(成分为三氧化二铝),这层氧化膜熔点高达2 050 ℃,因此在进行钨极氩弧焊时会产生氧化膜,打不透无法焊接。
(3)铝合金的焊接接头软化情况严重,焊缝强度系数低于母材,在熔化状态下表面张力小,很容易凹陷。
3.1.3 螺纹搭接技术
螺纹连接是一种广泛使用的可拆卸的固定连接。螺纹连接主要分为螺栓连接、双头螺柱连接和螺钉连接等3种连接方式,它们的应用场合主要如下:
(1)螺栓连接主要用于连接两个较薄的零件。在被连接件上开有通孔,插入螺栓后在螺栓的另一端拧上螺母。这种连接可以能精确固定被连接件的相对位置,适于承受横向载荷,但孔的加工精度要求较高,常采用配钻、铰。
(2)用于被连件之一较厚,不宜采用螺栓连接,较厚的被连接件强度较差,又需要经常拆卸的场合。在厚零件上作出螺纹孔,薄零件上作光孔,双头螺柱一头拧入螺纹孔中,另一头用平螺母压紧薄件。在拆卸时,只需旋下螺母而不必拆下双头螺柱。可避免大型被连接件上的螺纹孔被损坏。
(3)螺栓(或螺钉)直接拧入被连接件的螺纹孔中,不用螺母。结构比双头螺柱简单、紧凑。用于两个连接件中的一个较厚,但不需要经常拆卸,以免螺纹损坏。
3.1.4 综合讨论
基于以上分析建立表2。
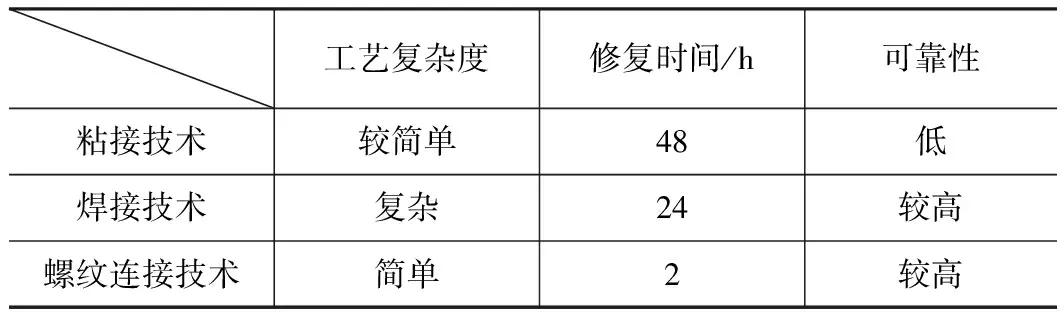
表2
综合考虑以上3种连接修复方式的可靠性、可操作性及周期,决定选用螺纹连接并配合粘接技术对修补件与装刀盘基体的接触面进行强化,增强寿命。
3.2 测量和加工
刀盘直径较大,外径处的卡口不规则,无法有效地寻找到测量基准,工段测量手段有限,对于刀盘修补件加工存在以下问题:
(1)刀盘外圆弧直径、圆心无法找到难以保证。
(2)刀柄卡口圆心无法定位,刀柄卡口圆弧不易加工。
(3)台阶圆弧直径无法确定,弧度难以加工。
(4)刀柄卡口分度不易保证,装刀后定位不准,可能会发生撞刀。
(5)加工后卡口的圆弧面与刀盘基体圆弧面可能出现台阶。
为了解决以上问题,由于测量及加工手段的限制,最后决定采用将通过刀盘外型轮廓尺寸及定位点进行模拟并绘图于CAD图纸上,再将图纸1:1比例打印出来,将刀盘修补件按照刀盘损坏处截取下来,再将刀盘修补件零件图纸临摹在待加工毛坯铝件上,按照图纸的外观轮廓及定位点划线,再将毛坯件按划线位置进行机械加工,以此保证了刀盘修补件的外观尺寸及定位螺钉孔等位置。
为了保证修补件加工后的的半个圆弧与刀盘基体上的半个圆弧面能够光滑过渡,需要先加工刀盘修补件的两个半圆弧至临近尺寸并保留5 mm的余量,待修补件装配至装刀盘基体上以后再通过镗床将圆弧光滑镗出,得到一致性较好的圆弧保证接口无台阶。
4 理论建模
目前工程领域中低成本、高效率的逆向CAD技术成为设计领域的主流。首先通过使用CAD进行参数化建模,建立装刀盘损坏后的模型,通过逆向工程原理将刀盘实际完好的外形通过CAD进行补全,得到一个完整的装刀盘。
然后通过CATIA将CAD中的参数化模型,通过三维图像表现出来,得到一个更加直观的刀盘模型,再将刀盘缺失部分在CATIA三维造型软件中进行分解并去除,将装刀盘基体损坏部分在CATIA上模拟出加工后的状态,同时将修补件进行建模,最后将两部分按照预期的效果进行装配模拟。通过不断的模拟并修改设计,使修补装配工艺达到一个最佳的状态。
以下是针对此次修复建模过程的详细介绍:
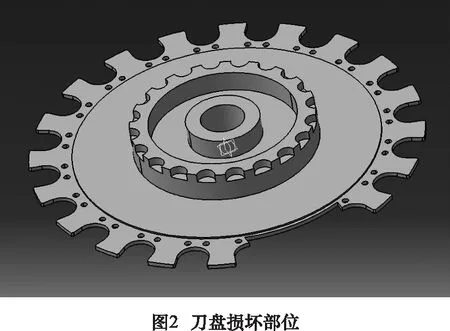
(1)修复前的刀盘一端刀柄卡口由于换刀时不慎撞刀导致刀盘部分缺损,缺失部位直接导致三把刀具无法装夹,建模时首先通过CAD将完整的刀盘通过拉伸、凹槽及孔等命令将装刀盘的三维模型建立出来,再将装刀盘损坏部位使用凹槽命令将其表现出来,最终完成对损坏后装刀盘的三维建模,如图2。
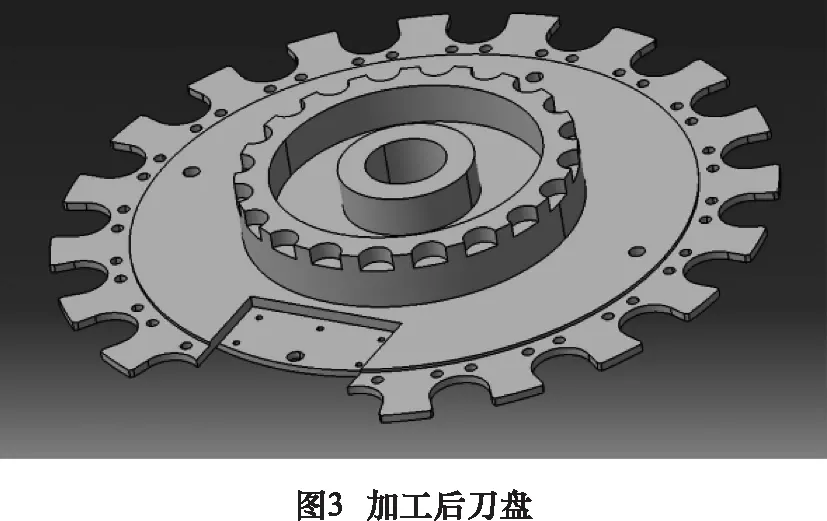
(2)由于损坏部位的外型不规则,不利于修复,同时针对修补件与刀盘基体连接的刚性及装刀后运行的可靠性问题,需要将刀盘损坏部位进行加工。通过CATIA凹槽命令在装刀盘损坏部位开出一个规则的方形凹槽。设计成方形的原因也是为了提高此设计的可加工性以及得到更高的刚度,并利用孔命令加工出所需螺纹孔,加工后模型如图3。
(3)出于悬臂梁弯矩及剪切应力的考虑,同时考虑到连接强度及可加工性,除了保证外弧线位置的轮廓形状及尺寸与原有刀盘卡口的一样以外,通过将整个刀盘完整的三维建模模拟出来以后将修补部分通过凹槽命令与刀盘基体部分分离开来,将刀盘基体去除,并在修补件上相应位置利用孔命令制沉孔螺钉孔,最终得到修补件的三维模型。修补件最终形状如图4。

(4)刀盘损缺部位及刀盘修补件加工好后用螺钉连接固定并采用环氧树脂及改性固化剂(AB胶)增加连接强度。在建模时通过CATIA的装配环境将先前建模建好的装刀盘基体零件作为固定零件,再将刀盘修补件零件利用接触约束将其装配到刀盘基体上,用CATIA标准件库中的标准内六方沉头螺栓将刀盘修补件及基体连接起来得到刀盘最终修复后的效果图,如图5。
5 应用效果
在该进口BA结构五轴加工中心大修改造完成后,采用上述方法修复刀盘,从外观上看,修补件与装刀盘基体间完全贴合,外型美观不干涉,如图6所示。

目前所有刀位全部装有刀具,通过近半年时间的使用,没有出现有关于装刀盘偏心或者装刀不稳导致撞刀的现象发生,已经加工了数百个工件,每个工件加工换刀6、7次,工件加工合格,换刀顺利,得到了操作人员以及使用单位领导的一致好评。本次修复过程采用自主加工,用料选用大型结构件加工后剩下的边角料,产生了一定的经济效益及社会效益。
总的来说,笔者部门负责全厂近300台数控机床及航专设备的维护、修理及改造,此修理方案和相关技术具有一定的普适性,可以推广到全厂其他的设备修理、故障维修及零部件修复上,同时加以推广可应用于国内类似的机床的刀盘修理,具有良好的应用价值。
[1]王炎金. 铝合金车体焊接工艺[M]. 北京:机械工业出版社,2011.
[2]罗冬平. 互换性与技术测量[M]. 北京:机械工业出版社,2016.
[3]李盛彪,黄世强,王石泉. 胶粘剂选用与粘接技术[M]. 北京:化学工业出版社,2003.
[4]王文斌. 机械设计手册[M]. 北京:机械工业出版社,2004.
[5]郑小年,杨克冲.数控机床故障诊断与维修[M].武汉:华中科技大学出版社,2013.
猜你喜欢
湖北农机化(2020年19期)2020-12-14
制造技术与机床(2019年8期)2019-09-03
摄影之友(2018年12期)2018-12-26
中国设备工程(2018年16期)2018-08-23
中国水利水电科学研究院学报(2018年3期)2018-07-20
浙江大学学报(工学版)(2016年11期)2016-06-05
中国交通信息化(2015年6期)2015-06-06
中国交通信息化(2015年5期)2015-06-05
中国交通信息化(2014年7期)2014-06-05
制造技术与机床(2014年4期)2014-04-27