铁路罐车液体漏泄原因分析及加强措施
2018-06-24 09:47侯予云
铁道运营技术 2018年4期
侯予云
(南宁铁路局南宁南车辆段,工程师 广西 南宁 530003)
2016年以来,南宁铁路局南宁南车辆段南宁南检修车间共计发现罐车罐体漏泄故障13起,这些漏泄部位主要分布在罐体焊缝对接处,罐体与鞍木结合部,罐体中梁安装座及保温层等处。在厂、段修过程中,如果不加强对罐体的漏泄检查,装载液体的罐车一旦在运行过程中出现漏泄,轻则造成货主财产损失,重则易燃液体与制动火花接触将发生爆炸,所以加强罐体漏泄检查,完善罐体水压试验工艺,是确保罐车运用安全的必要手段。
1 原因分析
经过对发生故障的罐车仔细检查和对检修作业工艺质量要求落实情况随机抽查,并组织有关人员认真分析,判断故障成因如下。
1.1 罐体对接焊缝处存有隐性缺陷 铁路罐车的罐体由多块10 mm 钢板弯制拼焊组成,一些罐车出厂时,检查员对钢板对接焊缝未认真检查,使得填充在焊缝中的夹渣和气孔未被发现,在前期各修程的水压试验过程中,这些罐体的个别细小夹渣和气孔故障未得到充分暴露,经过长期载货运营,罐体缺陷部位反复受到轮轨振动和液体挤压后,隐性夹渣和气孔缺陷特征被逐渐放大,裂纹从这些焊缝强度最薄弱的缺陷部位产生(如图1),装载液体从罐体裂纹处冒出,顺着罐壁向下流动滴至车体中梁或转向架上,对铁路运输安全构成危害。
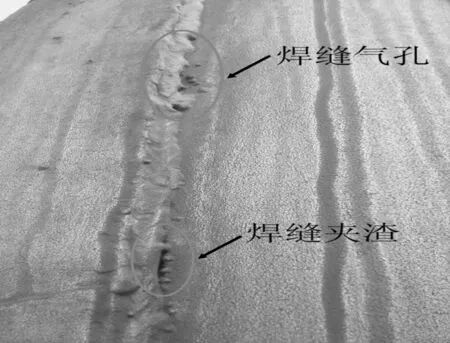
图1 罐体焊缝缺陷图
1.2 罐体鞍座部位腐蚀或薄裂
1.2.1 雨水对鞍座的腐蚀 大多数60 t罐车罐体两端部采用鞍座加卡带的方式固定,由于鞍座支撑罐体的部位是由翻口向上的槽钢和鞍木组成(如图2所示)。

图2 罐车鞍座组成
观察图2 可知当雨天时,大量雨水顺着罐体顶部表面流入鞍座部位,鞍木受潮后,在相当长的时期内都处于湿润状态,含有水份的鞍木一直与罐体接触,使该部位罐体生锈腐蚀。经过对现车调研后发现,投入使用15年以上的罐车罐体支撑座部位易形成众多内陷的圆形小坑,当腐蚀深度超过罐体壁厚50%时,在罐体向下重力与支撑座向上支撑力的相互作用下,与罐体鞍座接触的腐蚀部位将出现裂纹。
1.2.2 鞍座槽钢与罐体产生接触磨耗 当鞍座槽钢内的支撑木块长期被雨水浸泡后,木块表面或内部潮湿部分开始腐烂,在罐体及载货重力的挤压下,木块支撑能力下降,出现向内凹陷,当木块高度低于槽钢翻口高度时,罐体与鞍座槽钢发生直接接触,车辆在运行或通过弯道时,罐体与鞍座将会发生横向摆动,引起罐体与槽钢翻口部位的摩擦,最终导致此处罐体钢板厚度变薄,强度降低后的罐体很快将出现裂痕,引发液体漏泄。
1.2.3 化工物质对罐体的腐蚀 经检修发现,一部分化工企业自备罐车装载品名为酸碱类物质,如:硫酸、液碱等,这些企业在装卸强酸、强碱液体时,一部分液体从人孔盖处溢出或撒漏出来,向下流到各风缸吊座或罐体鞍座部位,腐蚀性液体附着或积留在罐体这些部位后,随着使用年限的延长,受到腐蚀的罐体表面将出现成片的块状脆性剥离,罐体强度随之减弱(如图3 所示),当罐体强度无法承受装载液体重力或支座支撑力的时候,腐蚀部位于是出现裂损漏泄。

图3 罐体鞍座部位腐蚀图
1.3 罐体中梁安装座处母材裂纹 带鞍座的罐车除了在两端采用鞍座加卡带的固定方式外,在中梁中部还设置了两个安装座,每个安装座分别有16颗Ф22 mm 螺栓将罐体与中梁固定,当罐车鞍座卡带方型螺母和锁紧螺母松动后,罐车在运行过程中就会出现两端罐体以安装座为中心的横向摆动。摆动时,罐体被中部两个安装座的32 颗螺栓牢牢固定,于是罐体与安装座的焊接部位反复受到摆动力矩撕扯,安装座焊波与罐体母材达到一定疲劳极限时,将出现焊波裂口或罐体母材裂纹。
1.4 带有保温层的罐体漏泄 目前运用罐车中,有一定数量的G 17 DK 罐车,此车型罐车为粘油改轻油的车辆,原车在罐体外部加焊了一个70 mm 高度的内空保温层,用于充入蒸汽加快卸装粘油,该车型改装载轻油后,该保温层失去了作用,但结构还是继续保留。由于此保温层覆盖在罐体外表面,使得包裹在保温层内部的罐体漏泄故障无法直观确认,而且保温层顶部与罐体焊接的70 mm窄平面上也容易聚积雨水渗入保温层中,加大了罐车漏泄的判断难度。
2 应对措施
2.1 加强罐体焊缝检查 一是在预修前,将制造时间超过15年的罐车首先进行罐体水压试验,按车型调至合适的水压试验压力(粘油、食油及沥青罐车150 kpa;轻油罐车200 kpa;氨水及酸碱类罐车250 kpa),保压试验5 min,用0.5~1 kg 圆头锤轻敲距焊缝15~20 mm处,罐体不得发生渗漏,如发现罐体出现漏泄时,须排入预修线进行吊罐或入罐焊接处理;二是制造日期小于15年的罐车不须进行罐体水压试验,但在进入预修线台位后,库内预检员要对罐体焊缝处进行认真检查,当发现焊波存在有气孔、夹杂等缺陷时,须将待焊表面清理干净,采用二氧化碳气体保护焊进行填充焊固,焊后再进行罐体水压试验复核,确认焊接质量和效果。
2.2 重点检查鞍座与罐体结合部位
2.2.1 加强鞍座部位的罐体检查 库内预检员发现罐体鞍座部位有腐蚀和磨损时,须通知车体作业人员吊起罐体,当罐体离开鞍座后,工作者须用角磨机轻轻打磨罐体表面附着的锈垢,使被探测表面露出基本金属面,然后使用金属测厚仪进行检测,如最大剩余厚度小于原钢板厚度50%时,送专业罐体检修中心截换;当剩余厚度大于50%,局部凹陷时,堆焊凹陷部位并打磨平整,涂刷防锈漆和面漆,送水压试验站进行漏泄检查和确认。
2.2.2 更换腐蚀或高度不足的鞍座木块 当鞍座木块腐蚀时,须将木块全数更换,更换的木块须在表面涂刷一层铁红底漆,待油漆干透后再装车使用,此方法能有效防止雨水对木块的浸蚀,减少鞍座木块的损坏更换频次;当木块高度不足50 mm时,必须进行更换,更换的鞍座木块须高于鞍座槽钢翻口部位10 mm以上,罐体与底架结合部位在落罐前须涂防锈漆,落罐后与各鞍木须接触,局部不严时可安装垫木调整,但垫木不得悬空,使用该方法能有效提高鞍座木块的承载能力,防止罐体与槽钢顶部产生摩擦而出现薄裂。
2.3 与自备车企业做好沟通 定期与自备车企业进行技术沟通,要求企业装卸带有腐蚀性的液体时,罐内装载的液体高度禁止超过液面指示牌高度,发现有撒漏在车体表面的残液时,要用水管从上至下用清水进行冲洗稀释,降低液体的腐蚀浓度,同时认真检查和处理低凹处的残存液体。
2.4 紧固罐车腰带和锁紧螺母 工作者用手锤敲击罐车腰带及方型锁紧螺母,发现腰带松动无法箍紧罐体时,须松开上下两个锁紧螺母,使用大撬棍调整方型体的箍紧力,箍紧后再用锁紧螺母紧固方型体,其内外侧螺纹露出长度不小于10 mm,两螺杆内侧间距不小于35 mm;当螺杆丝扣损坏或无法箍紧罐体时,要将腰带上的螺杆进行截换,重新截换的螺杆与腰带搭接量在100 mm以上,待焊接部位完全冷却后,通知探伤人员对截换后的搭接部位进行湿法磁粉探伤,确认焊缝质量是否达到检修要求。
2.5 抓好G17DK罐体保温层的漏泄试验 一是进行罐体水压试验前,须将保温层两端头和侧面的4个堵头卸下,防止罐体出现裂纹时带有压力的水流向保温层渗漏,形成背压阻力,而影响读取罐体漏泄处的压降值;二是罐体水压试验结束后,须排除罐体内的试验用水,接上压力管单独向保温层做水压漏泄试验,由于保温层的水压试验值只有60 kpa,所以试验用的仪表测量范围选取在0~200 kpa以内,以提高仪表监测保温层泄漏的灵敏度。
3 结束语
2016年10月至2017年8月,南宁铁路局南宁南车辆段南宁南检修车间采取以上措施后,先后发现7 件罐体缺陷故障,其中有4 件隐蔽缺陷,说明该车间采取的工艺检查措施是有效的,这些加强措施已被南宁铁路局南宁南车辆段技术科编入了《罐车检修作业指导书》和《罐车水压试验作业指导书》中进行固化执行。
猜你喜欢
石油沥青(2022年2期)2022-05-23
建材发展导向(2021年10期)2021-07-16
能源研究与信息(2020年4期)2020-11-25
中国自行车(2020年3期)2020-05-20
舰船科学技术(2020年4期)2020-05-18
专用汽车(2018年10期)2018-11-02
中国铸造装备与技术(2017年6期)2018-01-22
山东工业技术(2016年15期)2016-12-01
专用汽车(2015年4期)2015-03-01
汽车电器(2012年8期)2012-12-23