螺杆膨胀机在危废焚烧领域的应用
2018-07-04 09:11陈振东
上海节能 2018年6期
陈振东
上海市政工程设计研究总院(集团)有限公司院
1 前言
危险废物是指列入《国家危险废物名录》或由国家按照一定的技术标准认定为具有毒性、腐蚀性、易燃性、反应性或感染性的废弃物。目前危废处理方式主要包括资源化利用和无害化处置。资源化利用将废物中具有再利用价值的物质转化为资源化产品进行销售;无害化处置是对危废进行无害化、减量化及最终处置,具体处置方式有焚烧、物化、填埋等。
2016年,214个大、中城市工业危险废物产生量达3 344.6万吨,综合利用量1 587.3万吨,处置量1 535.4万吨,贮存量380.6万吨。截至2016年末,全国各省(区、市)颁发的危险废物(含医疗废物)经营许可证共2 195份,相比2006年,2016年全国危险废物经营许可证数量增长149%。2016年,全国危险废物经营单位核准经营规模达到6 471万吨/年(含收集经营规模397万吨/年),实际经营规模为1 629万吨/年(含收集23万吨),其中,利用危险废物1 172万吨,处置医疗废物83万吨,采用填埋方式处置危险废物86万吨,采用焚烧方式处置危险废物110万吨,采用水泥窑协同方式处置危险废物43万吨,采用其他方式处置危险废物112万吨[1]。
2 危险废物焚烧工艺概述
2.1 工艺概述
危险废物焚烧主流采用“回转窑+二燃室+余热锅炉+急冷塔+干式脱酸+布袋除尘+湿法洗涤+烟气加热”的处理工艺,工艺流程如图1所示。

图1 危废焚烧工艺流程图
危险废物由运输车卸入储坑,通过抓斗起重机送至进料斗,经推料装置送入回转窑处理。在回转窑中,废物依次经历着火、燃烧和燃烬阶段,未燃烬的高温烟气进入二燃室继续燃烧,产生的炉渣经出渣机排出。二燃室出口烟气依次进入余热锅炉和急冷塔降温。急冷塔出口烟气进入干法脱酸,烟气中的酸性气体与消石灰发生中和作用、烟气中的重金属及二噁英与活性炭发生吸附作用,得到一定程度去除,然后进入布袋除尘器去除粉尘。除尘器出口烟气在湿式洗涤塔内被净化,进一步去除烟气中酸性气体。经过两级湿式洗涤后,烟气的湿度较大,直接排放可能会出现“白烟”。利用余热锅炉产生的蒸汽,将排入烟囱的烟气加热到露点以上,经引风机抽吸,通过烟囱达标排至大气。
2.2 余热利用方式分析
余热锅炉产生的蒸汽主要用于二次风预热、烟气再加热、除氧器加热锅炉给水,富余蒸汽经冷凝器冷却后回用。上述蒸汽去处中,前3个服务于工艺生产,是有效的能源利用方式;而蒸汽冷凝不仅未能有效利用废物焚烧的热量,而且冷凝过程需消耗电力,造成一定程度的浪费。
3 螺杆膨胀发电机原理及特点
3.1 螺杆膨胀机原理
螺杆膨胀机是按照螺杆压缩机的逆原理工作的,属于回转容积型膨胀机[2],图2为螺杆膨胀机的结构图主要由1阴转子、2阳转子、3同步齿轮、4密封组件、5轴承及其他零件组成,结构简单,其气缸呈两圆相交的“∞”字形,两根按一定传动比反向旋转相互啮合的螺旋形阴、阳转子平行地置于气缸中。
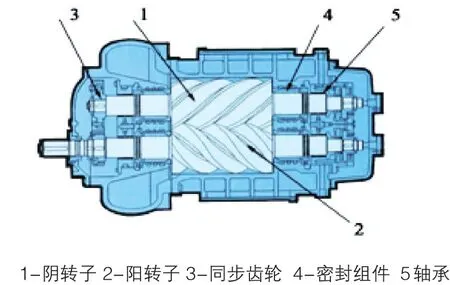
图2 螺杆膨胀机结构示意图

图3 螺杆膨胀机工作原理示意图
螺杆膨胀机的工作周期是由齿间容积中的吸气、膨胀和排气三个过程组成的。如图3所示,吸气过程中,工作介质直接从纵向或轴向进入机内螺杆齿槽A,吸入结束时,吸气口关闭,这时齿间容积就形成了一个由转子和机壳共同围成的密闭空间,吸入的介质在此空间膨胀并产生一个转矩。齿槽A随介质的膨胀向排气端移动到B、C,当啮合点到达排气端,膨胀过程结束,这时螺杆齿间容积最大。当膨胀过程结束的同时,吸气端的又一个啮合开始,新的啮合点又开始向排气端移动,介质最后从齿槽D、E排出。随着转子的转动,不断循环重复,实现气体的吸气、膨胀、排气三个连续不断的过程。从膨胀始点到终点,随着膨胀过程的进行,其压力、温度和焓值下降,比容和熵值增加,气体内能转换为机械能对外做功。
3.2 螺杆膨胀机性能特点
与相同作用的其它机器相比,膨胀机具有以下优点[3]:
(1)与传统透平机相比,膨胀机的使用范围更广,可以适用于过热蒸汽、饱和蒸汽、汽液两相混合物,危险废物焚烧通常产生低压饱和蒸汽,若采用传统透平机,在膨胀过程中会出现液滴出现,会侵蚀叶片,导致透平机寿命降低、效率下降;而饱和蒸汽进入到螺杆膨胀机中,析出的液滴起到密封作用,不仅不会降低效率反而能提高机组容积效率。
(2)与传统透平机相比,膨胀机的变工况能力优越,当蒸汽压力、流量变化时,机组还能保持较好的效率,通常当负荷减至满负荷的60%时,效率仅下降10%。
(3)结构简单,主要部件仅一对螺杆转子和外壳,安装维修方便。转速可调、运转平稳、除轴承密封外,无其它磨损部件,机组寿命长、振动小、噪音低、安全可靠性高,机内流速低,除泄漏损失外,其它能量损失很少,机组效率较高。
(4)螺杆膨胀机对蒸汽或热水品质要求不高,因为阴转子与阳转子、转子与机壳的相对运行是具有除垢自洁能力的,未能除去的剩余污垢可起到减少间隙的作用,减少了泄漏损失,提高了机组效率。
4 螺杆膨胀机在危废焚烧领域的应用
4.1 工艺方案

图4螺杆膨胀机发电流程图
图4 为螺杆膨胀机发电流程图,焚烧系统产生的富余蒸汽经管道接入螺杆膨胀机,进行膨胀作功,将热能转化为电能,发电机排出的低压汽水混合物进入冷凝器,凝结水经水泵送至焚烧线的软水箱循环使用,产生的电力接入厂内低压母线自用。
4.2 节能分析
以某危废处置中心为例,焚烧规模80t/d,设计热值3 000 kcal/kg,余热锅炉可产生12.88 t/h的饱和蒸汽(2.5MPa/226℃),除去空预器、烟气加热器、除氧器等工艺消耗外,富余蒸汽约5.4t/h。
上述蒸汽进入螺杆膨胀机,膨胀机出口压力0.06MPa,出口温度86℃,经计算,发电额定功率为280kW,扣除自身耗电5kW,则净发电功率为275 kW。
考虑到焚烧系统负荷波动,发电功率按平均250 kW计算,系统年运行8000h计,每年可节电量为200×104kWh,电力的当量折标系数为0.1229kgce/kWh,则年节约标准煤245.8吨;按平均电价0.7元/kWh计,则年节电效益为140万元。
5 结论
1)螺杆膨胀机不仅体积小、维护方便,同时能适用于低品位热源,并在热源参数波动较大时保证机组的安全稳定运行。
2)危废处置中心焚烧系统产生的饱和蒸汽,除自身工艺消耗外,富余蒸汽冷凝回用,不仅未能有效利用废物焚烧的热量,而且冷凝过程需消耗电力,造成极大的浪费。利用富余蒸汽通过螺杆膨胀机发电,不仅能有效利用低品位蒸汽,而且能大幅降低焚烧厂耗电成本,具有良好的节能和经济效益。
[1]《2017年全国大、中城市固体废物污染环境防治年报》,中华人民共和国环境保护部,2017.
[2]齐楠楠.《低品位低热能膨胀螺杆动力机发电技术的研究与应用》.冶金动力,2014.
[3]刁安娜,杨毅,王亚洲.《螺杆膨胀动力驱动技术在余热余压回收中的应用》,上海节能,2013.
猜你喜欢
化工管理(2022年14期)2022-12-02
机械工业标准化与质量(2022年7期)2022-08-12
环境卫生工程(2021年2期)2021-06-09
皮革制作与环保科技(2021年5期)2021-05-08
中国资源综合利用(2019年7期)2019-07-31
中国资源综合利用(2019年8期)2019-01-22
凿岩机械气动工具(2017年2期)2017-07-19
资源再生(2017年4期)2017-06-15
居业(2016年9期)2016-12-26
中国塑料(2015年12期)2015-10-16