
特种元器件关键工序统计过程控制
2018-07-04 01:41,
机电元件 2018年3期
,
(1.海军驻合肥地区军事代表室, 安徽合肥,230088;2.中国电子科技集团公司第四十研究所, 安徽蚌埠,233010)
1 引言
SPC:是STATISTICAL PROCESS CONRTOL的缩写即:统计过程控制。SPC是以统计学原理为基础,利用数据及图表表达生产情况,从而判断过程及走向是否出现问题,引导员工去做出适当的决定。SPC强调全过程监控、全系统参与,实施全过程预防。从而降低成本,提高产品质量及可靠性水平。
2 关键工序与SPC技术应用
SPC技术的核心是保证产品的内在质量和可靠性,保证生产厂家工艺过程的统计状态受控。同时SPC技术可以代替一部分筛选和可靠性试验,作为表征产品内在质量的重要依据,越来越受到对可靠性要求更高的特种元器件生产厂家的重视。所谓特种元器件一般包括:化学与物理电源,敏感元件与传感器,微特电机及组件,接插件、继电器与电缆组件等。GJB546B-2011中4.10统计过程控制已明确“当产品规范规定时,应当根据相关规范及GJB3014规定编制并执行SPC体系文件”。
2.1 关键工序
特种元器件的设计开发输出文件中,根据产品质量特性和技术指标要求一般会给出关重件、关键工序明细表。所谓关键件工序是指对产品的最终特性、质量、可靠性有重要影响的过程。关键工艺参数是指能全面反映关键过程节点状态,又适合采集的工艺参数。GJB9001B-2009质量管理体系要求7.3.3设计开发输出e)条款明确:“编制关键件(特性)、重要件(特性)项目明细表,并在产品设计文件和工艺文件作相应标识”。
2.2 SPC技术流程
特种元器件生产过程中,实施SPC首先要确定关键工序,进而确定关键工艺参数;然后进行实验设计;绘分析用控制图;判断是否稳定;如果稳定,绘直方图计算过程能力指数;不稳定寻找异常原因,纠正问题;如果过程能力指数满足要求,绘控制用控制图;如果过程能力指数不满足要求,寻找原因,纠正问题提升能力。
2.3 常规控制图及应用条件
控制图的技术核心有两点,一是如何确定控制线,二是如何判定工艺过程处于受控状态。应用常规控制图要求工艺参数满足一定条件,这些条件包括:(1)计量值常规控制图要求数据满足“正态、独立、同分布”条件,即IIND条件。(2)计数值常规控制图要满足二项分布和泊松分布。(3)常规控制要求保证有限批次数据计算结果能够代表母体的特征,在确定控制线时要求至少积累25批以上数据。(4)对计数值控制图,要求每批次检测的样本量n足够大,使用计件值p控制图和pn控制图中每批基本能够包括1~5个不合格品。
3 适用于特种元器件关键工序的特 殊控制图
特种元器件生产具有“多品种,小批量”的特点,相当多的工序不满足常规控制图要求的条件。因此,在实际的生产分析和控制过程中,必须根据工序参数特点,采用适宜的新型控制图,否则将导致错误结论。
3.1 嵌套控制图
在特种元器件关键工序中,如氧化、电镀、塑压工序,同一批数据是同时生成的,同时生成的数据内部,各数据之间具有同时偏大或者同时偏小的趋势,并不满足相互独立的条件。这种情况对于同一批数据内部服从正态分布,不同批次数据的均值又服从另一种形式的正态分布;数学上成为“嵌套分布”。针对数据的嵌套特点,需要研究参数的条件分布规律,推导控制线公式,构建“嵌套控制图”模型。
应用举例:某特种元器件关键工序参数呈现一阶嵌套特点,工艺参数如表1所示。该组数据的特点是,同一批5个数据来自同一器件,每批的标准差很小。而这组数据不同批之间数据离散型较大,即各批之间平均值差别较大。我们通过建立数学模型,可以推导出一阶嵌套工艺参数均值控制图的控制限,进而采用嵌套控制图对数据进行分析,如图1所示分析结果为工序状态受控。如果不考虑上述工序参数的嵌套特点,采用常规控制图进行分析,如图2所示,将会出现多个点出界,违反规则一的情况,导致工序失控的错误结论。

表1 某元器件关键工序采集工艺参数
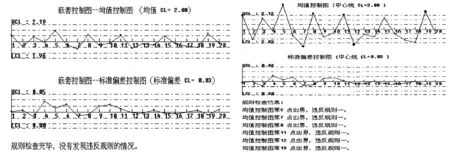
图1 嵌套控制图分析结果 图2 采用常规控制图分析结果
3.2 回归控制图
特种元器件产品的研制生产具有“多品种,小批量”特点,同一道工序往往要加工几种工艺条件不同的产品。因此同一道工序的工艺条件并非一成不变,而是选取几种不同的工艺条件,工艺参数值,当然不满足独立同分布条件。在此,我们需要建立满足这种条件的“回归控制图”,实际工作中,特种元器件“多品种”的特点,就决定了相当多的工序实施SPC都需要采用“回归控制图”。
连接器的插针加工有多套图纸工艺规定的加工要求,铝合金材料的氧化工序有数种固定的工艺条件…… 因此,我们必须根据工艺条件和工艺参数的变化,建立相应的模型,定量描述工艺输出参数Y和工艺输入参数系X之间的关系,Y=F(X,β)。实际应用中,可以采用多项式描述工艺模型,建立多项式回归方程。一旦确定回归系数,就可以定量表示工艺参数和工艺条件之间关系。根据工艺条件可以得到工艺参数的预测值,该工艺条件下的实测值与预测值之差,即为工艺参数的残差值。根据回归分析理论,在统计受控的条件下,这些残差值相互独立且基本符合正态分布。因此可以采用常规控制图方法对残差值绘制控制图。采用常规计量值控制原理,可以得到确定残差控制图控制限计算公式,如公式1所示:其中n为批数,CL为中心线,UCL为上控制限,LCL为下控制限。

3.3 多变量控制图
在实际的生产中,许多工序的工艺质量需要用几个工艺参数共同表征,而这几个参数之间一般都存在相关性。对于这种多变量问题,应根据这几个参数变化情况的综合结果表征工艺的受控程度。“多变量”控制图的基本思想是根据多元数理统计原理,建立一个多元均值向量以及协方差矩阵,通过计算得到一个代表这几个参数测试数据的检测统计量。再用控制图分析检测统计量的变化情况。绘制多变量控制图首先是根据样本测试数据计算代表每一批测试数据的测试统计量,然后通过查表或编程计算确定控制线。
3.4 缺陷成团控制图
在微电路和零部件电镀或氧化生产过程中,“缺陷”常常成明显的成团效应,严重偏离泊松分布。因此,必须针对缺陷成团效应的特点,研究控制线的正确计算方法。首先,根据缺陷成团现象建立数学模型;其次,由数学模型确定控制图的控制限UCL和LCL。需要指出的是缺陷成团控制图控制限涉及比较复杂的算法,编程时要特别小心,以免产生较大误差。
4 结论
SPC是特种元器件关键工序质量控制的有效手段,对产品质量可以起到有效监测和预防作用。同时,由于特种元器件生产具有自身特点,在引入SPC的应用时,必须具体问题具体分析,根据生产实际情况,建立相应的数学模型,采用适宜的控制图,才能得出正确结论。
参考文献:
[1] GJB 546B—2011,电子元器件质量保证大纲[S].
[2] GJB 9001B—2009,质量管体系要求[S].
[3] 何晓群.六西格玛质量管理与统计过程控制 [M].北京:清华大学出版社,2016
[4] 毕克允.中国军用电子元器件[M].北京:电子工业出版社,1996.
[5] 贾新章 李京苑.统计过程控制与评价 [M].北京:电子工业出版社,2004
[6] 王兆军 邹长亮.统计质量控制图理论与方法[M].北京:科学出版社,2013
猜你喜欢
军民两用技术与产品(2022年7期)2022-08-06
空军工程大学学报(2021年4期)2021-09-23
小学科学(学生版)(2021年2期)2021-03-29
军民两用技术与产品(2021年10期)2021-03-16
今日农业(2019年14期)2019-09-18
中国军转民(2017年11期)2018-01-31
电影文学(2017年24期)2017-11-16
金融经济(2017年7期)2017-07-15
农村百事通(2017年9期)2017-07-07
计算机测量与控制(2017年6期)2017-07-01
