
子午线轮胎活络模花纹块的加工方法
2018-07-05 09:26林莉陈庆湘
橡塑技术与装备 2018年13期
林莉,陈庆湘
(巨轮智能装备股份有限公司,广东 揭阳 515500)
轮胎按照构造分类,可分为斜交轮胎和子午线轮胎两大类。而子午胎相对于斜交胎有较多的优点,如节省原材料、减振性能好、耐磨性能好、抓地力好,运动升温低、使用寿命长等等,子午线轮胎取代斜交胎是轮胎行业发展的必然趋势。活络模具是子午线轮胎最终成型的重要工装,子午线轮胎模具的设计和制造工艺水平及产出直接影响到子午线轮胎的质量水平和性能。子午线轮胎的内在质量和橡胶材料、配方、硫化工艺等密切相关,但汽车对轮胎的一些性能要求,是要通过子午线轮胎的胎面花纹来完成的。子午线轮胎花纹来源于轮胎模具,特别是子午线轮胎活络模具,子午线轮胎的胎面花纹和设计的一致性与否也取决于子午线轮胎花纹成型部分。
1 活络模具简介
轮胎活络模具是子午线轮胎生产中最后硫化成型用的专用模具(见图1)。活络模主要是由壳体和型腔两大部分组成,壳体又称为向心机构,是轮胎模具的外部工装,起到连接硫化机与内部型腔的作用。型腔是模具的内部核心部分,与轮胎胎坯接触,中间的夹盘与硫化机的中心机构相连,型腔在高温硫化和内、外压作用下使轮胎胎坯变为轮胎。向心机构主要由中模套、滑块、上盖、底座、导向条、提升块、减磨板等等组成;型腔主要包括花纹块、上、下胎侧板、上下钢圈和夹盘等组成。轮胎表面质量的好坏主要取决于型腔的加工质量。
2 型腔
花纹块和胎侧板是组成型腔的两大重要部分,这两部分加工的表面质量直接反映在轮胎的表面上。花纹块(图2)是成型轮胎花纹部分的重要部件,轮胎花纹的多样性是通过花纹块的多样性来实现的,花纹块的质量直接影响到轮胎圆度、动平衡及表面的美观;胎侧板的质量直接影响轮胎的外观。侧板上的各种字体,各种认证号及标识都是该轮胎的身份证明,缺一不可。侧板板面加工目前主要采用四轴或五轴机床数控雕刻的方式完成。

图1 整套活络模

图2 单块花纹块
下面我们重点来论述花纹块的加工方式。花纹块按模具材质分可分为钢质花纹块和铝质花纹块,目前行业比较流行的做法是TBR轮胎模具采用钢质花纹块,花纹相对简单,花纹筋强度好,使用寿命长;PCR轮胎模具采用铝质花纹块,花纹相对复杂,模具花纹更新换代比较快。
花纹块的主要加工方式有以下几种:镶花、EDM(电火花腐蚀加工)、精密铸造、数控雕刻、3D打印等。
2.1 镶花工艺
镶花工艺是在设计模具结构时将花纹筋和模具主体分开设计,分开加工,在模具的主体上沿着胎顶曲面的方向加工一些沟槽,在后期采用镶嵌、螺丝锁紧和电焊的方式,使花纹筋与模具主体结合在一起的一种工艺。这种工艺技术加工周期短、耗材少,适用于一些花纹较为简单的工程胎花纹。由于花筋是镶嵌在模具主体中,若花纹条边缘与主体的配合间隙处理不好,在后期的硫化过程中容易产生胶边,从而影响轮胎的外观。此镶嵌结构只适用于简单的条形花纹,也不适合于壁厚较薄的模具,在加工中有较多的局限性,因此并不广为模具厂所采用。
2.2 电火花加工工艺
电火花加工工艺,轮胎模具加工常用的方式。电火花加工就是利用石墨电极浸在工作液中通过两极的脉冲放电来蚀除花纹圈中多余的材料(见图3)。由于轮胎胎面是由多段曲线组成,而胎面上的花纹又是多种宽度、深度和角度,所有花纹都是径向的(朝向中心),导致花纹在空间上各处尺寸都不相同,形状各异,使用电火花加工可以成形所有的花筋,但最终还要经过钳工抛光,较多的人为因素影响模具质量。在加工轮胎花纹过程中,电火花工艺存在以下的问题:
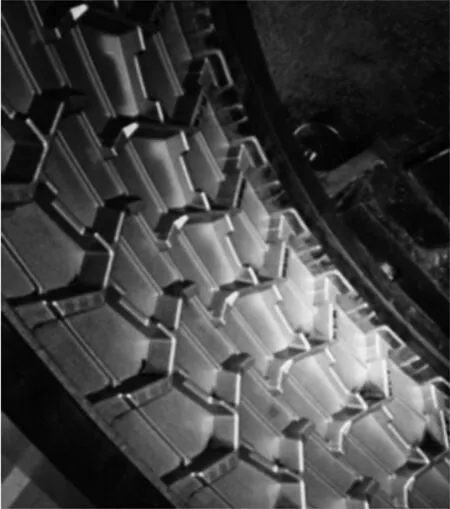
图3 电火花腐蚀加工花纹圈
(1)轮胎模具花纹复杂多变,结构奇特,很多结构是不能由电火花一次性加工出来的,电极的分割需要有很好的技巧,否则将会因花纹结构倒扣而过切,直接影响轮胎花纹的形状和精度。
(2)电火花加工后表面比较粗糙,需要人工研磨抛光,效率低,表面粗糙度也难以达到均匀一致,满足不了精度要求,质量不稳定,影响轮胎表面质量。
(3)花纹整圈电火花加工后再上线切割机床切割成块,因切割所产生的切割缝将直接影响轮胎模具内腔的圆跳动精度。由于一个花纹圈从粗加工到精加工再到线切割都是一个整体,在机时间长,转序速度慢,加工周期相对较长。
(4)电火花加工工艺适用范围比较广,但由于半钢花纹较为复杂,节距种类多,使用电火花工艺来加工,电极加工的成本较大。对于冬季轮胎来说,模具中钢片较多,特别是胎面有滚花的,电火花加工速度相当慢,且精度不足。
综上所述,电火花加工工艺主要适用于全钢模具,在半钢模具加工中有较多的有局限性。
2.3 精密铸造工艺
精密铸造工艺在轮胎模具制造中是最重要的制造技术之一。半钢铝花纹块的铸造首先要在五轴数控机床上加工基础模(基础模的材料是合成树酯),其形状与轮胎相同,然后用其去仿成硅胶模,再通过硅胶仿石膏,石膏模烘干后,将按顺序将石膏块拼成一条轮胎的形状放置到事先准备好的砂箱中,便可以浇铸铝合金了。等待铝合金凝固冷却后,去除内部的砂芯和石膏,将花纹圈清理干净,割去浇口和冒口,便是一个完整的花纹圈,最后再用线切割工艺将花纹圈分割成多块花纹块即可。这种工艺适合于轮胎模具的批量生产,适用于结构和形状复杂的零件,特别是雪地胎模具,钢片特别多,铸造时将钢片直接浇铸入铝花纹块中,在后期的硫化过程不会出现钢片脱落的现象。但精密铸造工艺装备较多,工艺复杂,加工周期长,单件生产成本较高,只适用于批量生产。目前在模具行业里,精密铸造技术通常用于生产半钢轮胎模具,全球至少有90%以上的半钢子午线轮胎的生产采用精密铸造铝合金模具。由此可知,精密铸造技术在半钢子午线轮胎的生产中占有绝对主导的地位。
2.4 五轴数控雕刻工艺
五轴数控雕刻工艺是一种采用五轴五联动数控雕刻机床来加工轮胎模具花纹的工艺(见图4),属于高速加工范畴。高速切削技术在轮胎模具加工中的应用,对轮胎模具花纹的加工产生质的飞跃,特别是高精密的轮胎模具对于生产优质的轮胎尤为重要。高速加工技术用于制造轮胎模具,具有切削效率高、加工精度高和表面质量好等显著优势,可以减少人工修整的工作量,还可以保证模具制造的高度一致性,模具精度高;多块花纹块同时加工,缩短加工周期,从而提高生产效率,实现高效加工。随着轮胎技术性能要求的提升,汽车轮胎胎面的花纹图案变得愈加复杂和精致,技术要求越来越严格(比如圆跳动要求),原有的镶花和电火花工艺已无法加工高精度复杂花纹的轮胎模具,取而代之的便是采用高速切削加工技术制造的高速直接雕刻模具。随着人工智能技术的发展,高速加工的优势和作用将越来越明显。五轴高速加工是采用五轴数控机床直接雕刻,用计算机做3D造型和数控编程,从粗加工到精加工采用同一个定位工装,在同一台机床上完成,减少了人为的操作误差,提高了模具的加工精度和一致性,表面质量好,花纹形状尺寸的一致性更好,加工的效率大大提升。针对轮胎模具行业单件小批量的生产时,高速加工工艺路线相对简单,可以采用单件并列化生产,在机器人的配合下可以实现24 h无人化生产,有着非常巨大的发展潜力和发展空间。 高速雕刻技术需要配备精度高的多轴联动机床及高强度高韧性的刀具,这些设备和刀具的成本高昂,一般企业难以承受,还需要配备一些高技能的技术人才。另外,对于花纹钢片比较多的、胎面有滚花的雪地胎模具也不适合,在加工方面也有一定的局限性,由于钢片是后期镶嵌入模具主体中的,若是间隙处理不当,在后期硫化过程中会有钢片脱落的风险。

图4 五轴加工中心直接雕刻花纹块
2.5 3D打印技术
3D打印技术是一种新兴技术,是快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可黏合材料,通过逐层打印的方式来构造物体的技术。目前3D打印技术已在轮胎模具花纹块领域有一定的应用,主要是打印普通加工工艺难以完成的复杂钢片和轮胎模具花纹块直接打印成型,见图5、6所示。

图5 3D打印的钢片
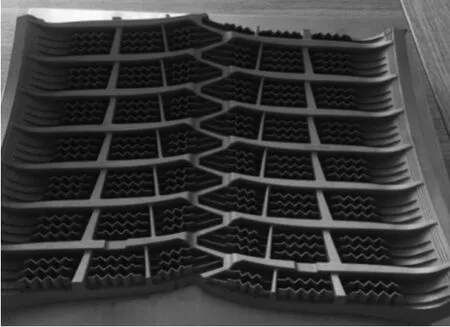
图6 3D打印的花纹块
从巨轮公司目前采用3D打印技术打印出来的花纹块来看,3D打印花纹块优点如下:
(1)轮胎花纹块能通过3D打印成型,大大缩短新开发轮胎产品的研发时间,便于新产品开发;
(2)能够加工复杂的模具花纹;
(3)缩短模具加工时间。和精密铸造对比,可以节省基模编程、基模加工、硅胶制作、石膏制作等工序 ,加工工序明显简单化。
但此项技术目前也存在不少尚待解决的问题,具体如下:
(1)无法将不锈钢片和铝合金有机结合起来,单纯的铝合金钢片不耐用、容易崩裂,带铝质的钢片不能采用喷砂和干冰清洗,只适合于激光清洗,只有后期镶嵌不锈钢片才能保证其强度;同时排气孔排气套也必须后期镶嵌,单纯打印出来的气孔,其内部粗糙度很不够,轮胎容易断须,且不利于脱模。
(2)花纹块的打印成本高,故需要设计花纹背面的基座使之形成整块的花纹块(打印厚度一般不会超过20 mm,否则耗材也耗时,直接提高制造成本),以目前的打印耗材来测算,打印一块普通花纹块的加工费用约为2万元,整付型腔花纹块合计加工费约为16万,远高于其他几种加工方法的加工成本。
(3)打印出来的花纹块光洁度目前比不上数控雕刻和精密铸造。
3 结束语
以上4种加工方式,每一种加工方法都各有优缺点,综合比较后目前在行业PCR模具多数采用精密铸造或五轴五联动机床直接雕刻工艺来加工花纹块,新产品开发可以采用五轴五联动机床直接雕刻工艺或3D打印来加工花纹块;TBR模具多数采用电火花加工或高速铣削+电火花的加工方式来加工花纹块。模具工厂可以根据所要加工的模具的特点并结合实际的生产条件合理选择,以实现更好、更快、更省的加工。但随着智能制造的推进,很多制造企业已经开始运用各种智能技术,在未来五轴五联动机床直接雕刻工艺、3D打印可能会成为智能制造企业轮胎花纹块的主要加工方式。
猜你喜欢
矿山测量(2020年4期)2020-09-03
湖北农机化(2020年4期)2020-07-24
福建文学(2019年12期)2019-08-06
汽车与驾驶维修(维修版)(2018年12期)2019-01-05
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
中国机械工程(2015年13期)2015-12-16
知识窗(2015年11期)2015-05-14
汽车维修与保养(2013年3期)2013-09-03
