YX3120系列滚齿机修复与再制造方案*
2018-07-10 01:03杜彦斌
重庆工商大学学报(自然科学版) 2018年4期
杜彦斌,杨 勇,王 洲
(1.重庆工商大学 制造装备机构设计与控制重庆市重点实验室,重庆 400067;2.重庆机床(集团)有限责任公司,重庆 401336)
0 引 言
机床行业是制造业的基础与重要组成部分,为制造业提供基本生产设备;机床产品具有耐久性,回收与再制造的价值较大,是贯彻落实《中国制造2025》而制定的《绿色制造工程实施指南》等文件明确支持的再制造产品之一。目前,机床再制造(Machine tool remanufacturing)受到国内外多个国家的重视与关注,并逐步形成一定的产业规模[1]。美国的机床再制造产业经历了维修(Repair)、翻新(Retrofits)、数控化改造(NC rebuilding)及再制造(Remanufacturing)等发展阶段,目前约有三百多家公司可提供再制造服务[2-3]。英国机床再制造产业的规模不大(每年约完成四百五十台),但主要集中于高附加值的机床,营业规模超过四千五百万英镑[4]。作为制造业大国,我国的机床保有量有八百多万台,但相比于国外发达国家,在役机床装备的加工精度、可靠性等存在差距,而且多数在役机床处于超期服役状态,迫切需要实施再制造与技术升级。目前,国内可提供机床再制造服务的企业超过两千多家[5-6],由机床主机厂、第三方机床再制造企业(以中小型公司为主)以及部分功能部件提供商(如NC系统厂家等)三类构成。
齿轮是一种量大面广的关键基础零部件,几乎应用在国民经济各个领域,尤其是汽车、摩托车、工程机械等行业对于齿轮的需求量巨大。我国齿轮行业的产值超过一千多亿元。滚齿机、插齿机等齿轮加工机床是齿轮行业的关主装备,由于加工任务繁重,大量的齿轮加工机床长时间处于过载或超期服役状态,在未达到使用年限之前出现精度退化、故障频发、功能丧失等问题,不能满足齿轮零件的加工要求。如果直接将这些齿轮加工机床报废处理,不仅造成资源浪费与环境污染,而且由于齿轮加工机床普遍价值较高,企业无力投入资金采购新装备[7]。因此,这些齿轮加工企业迫切需要对这些齿轮加工机床实施再制造与升级,实现其功能及制造能力的恢复。其中,汽车、工程机械等行业的齿轮粗加工车间,存有大量的YX3120系列滚齿机。结合齿轮行业特点与企业实际情况,本文选取YX3120系列滚齿机为典型研究对象,对其修复与再制造方案进行分析,可为齿轮制造企业提升制造能力提供参考与借鉴。
1 YX3120系列滚齿机再制造需求分析
YX3120系列滚齿机结构、技术较为成熟,具有加工效率高、刚性好、可靠性高等特征,是齿轮制造企业的关键设备,尤其适用于齿轮零件的大批量生产。该系列滚齿机的加工范围比较广,可加工各类的直齿轮、斜齿轮以及各种特殊齿形的齿轮,加工精度可达到6~7级;其技术指标参数如表1所示。
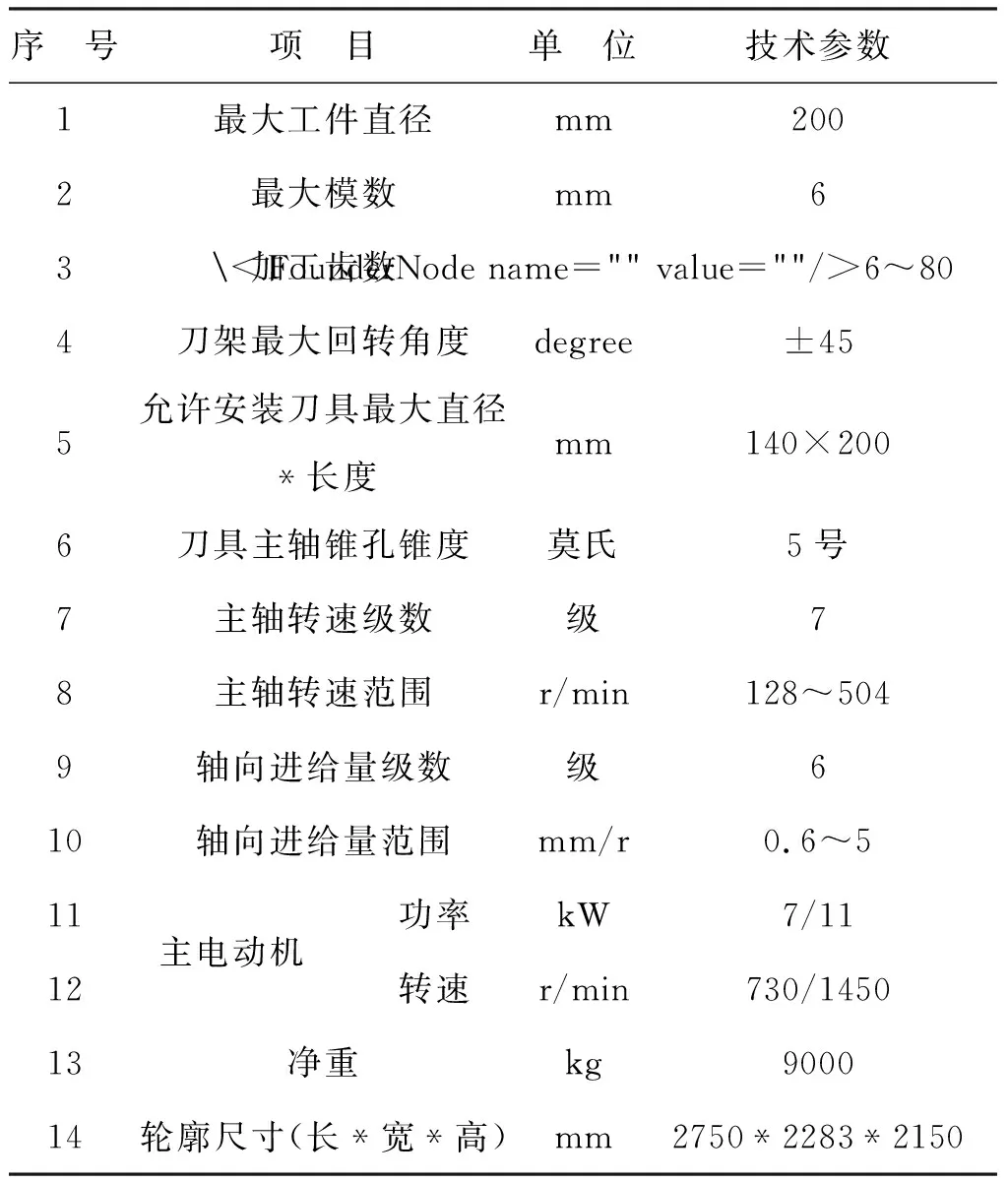
表1 YX3120系列滚齿机技术指标
经过对该系列机床加工现场进行考察以及性能评估与分析,YX3120系列滚齿机由于加工任务繁重,服役时间较长,工作精度下降而不能满足客户的加工要求,而且部分滚齿机由于精度丧失严重而闲置。针对该问题,客户提出了采用机床再制造来恢复机床制造能力的需求,需要对YX3120系列滚齿机的核心机械零部件进行修复与再加工,对滚齿机电气系统以及冷却润滑、液压气动等辅助系统进行再设计与更换升级,要求实现滚齿机几何精度、加工精度的恢复,并达到原出厂标准。
2 滚齿机修复与再制造方案设计
结合齿轮加工企业的需求以及YX3120系列滚齿机的特点及当前性能状态,确定了YX3120系列滚齿机的修复与再制造工艺过程以及再制造设计方案,如图1所示。
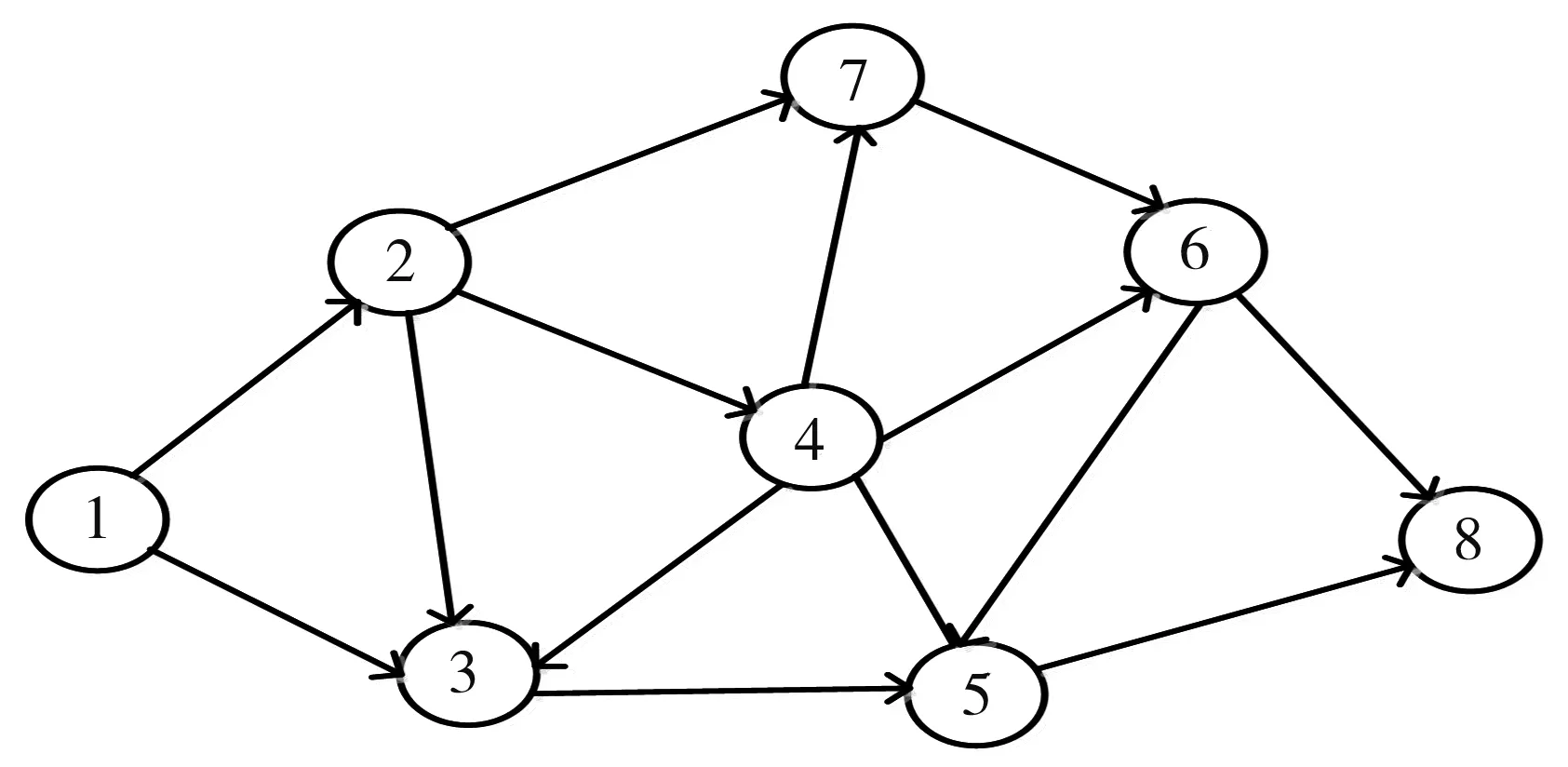
图1 YX3120系列滚齿机修复与再制造过程
2.1 机床拆卸
实施YX3120系列滚齿机再制造的第一步就是将整机拆卸成单个零部件,而YX3120系列滚齿机的结构复杂、紧凑,在拆卸过程需要确定科学、合理、规范的拆卸顺序与拆卸深度。
YX3120滚齿机的拆卸顺序如下:拆卸滚齿机电气线路与控制装置;拆卸滚齿机的附件;拆卸滚齿机的冷却装置及其油管;拆卸小立柱;拆卸进给箱;拆卸滚刀箱及刀架滑板;拆卸大立柱组件;拆卸工作台部件;拆卸主电机。
2.2 零部件清洗
滚齿机在运行过程中,大量的油污、粉尘以及切屑等残留在滚齿机零部件上,影响机床的正常运行。YX3120滚齿机拆卸完成之后,需要采用振动清洗、超声清洗等多种绿色清洗方法[8],清除掉所有零部件(废弃的零部件除外)表面的粉尘、油污以及有机涂层等,以便于表面性能检测、再加工等后续工序的进行。
2.3 检测与分类
YX3120系列滚齿机各个零部件由于已经历一次服役周期,其表面及内部材料均可能发生各种变化,影响再加工过程的可靠性以及再制造质量。因此,需要运用超声、磁粉、涡流等无损检测方法[9],对零部件的裂纹、磨损、变形及表面变质等损伤情况进行检测与分析,确定零部件的可再制造性。
根据零部件评估结果以及再制造工艺方法,可将零部件分为3类:YX3120滚齿机的铸件结构件一般经过机械再加工后可直接重用,该类零件占机床总重的大部分;主轴、导轨及蜗杆蜗轮副等关键核心零部件要经过多道再制造工艺过程后可重用,该类零件的价值较高;部分传动件、紧固件以及冷却润滑系统、液压气动系统、电气控制系统的易损件需要更新升级,而原废旧零部件需要资源化重用或者用作备件。
2.4 零部件再加工
不同于新零部件的批量化制造过程,零部件的再加工过程是单件小批量生产,具有个性化、定制化等特征。经过拆卸与清洗之后,需要根据第三步确定的零部件性能状况,针对性的采用合适的再制造工艺方法对YX3120滚齿机的废旧零部件进行修复与再加工,最终达到再制造滚齿机的使用要求。
(1) 床身修复。YX3120系列滚齿机的床身零部件一般可直接重用。由于服役时间长而且服役环境恶劣,该滚齿机导轨产生了磨损等损伤,其修复方法及过程为:床身导轨面可采用导轨磨或者精刨的方式进行重新加工,之后对导轨面进行刮花处理(刮削加工)。对滚齿机床身导轨进行刮花处理,可以增大导轨面的实际接触面积。同时,刮花的凹坑处可以残留微量的润滑油,可以减小导轨接触面的摩擦力。经过修复与再加工后,导轨面的配合精度以及服役寿命得到显著提高,如图2所示。

图2 再制造床身
(2) 工作台组件修复。工作台组件是YX3120系列滚齿机的核心部件。工作台壳体的导轨副通常可以采用对刮的方法来修复。滚齿机工作台中的分度蜗轮副是其核心零部件,大多可以采用滚剃修复法、自由珩磨等方法实施再制造。针对YX3120滚齿机工作台组件的具体损伤情况,分度蜗轮副选用以下方案实施再制造:采用精滚、剃修复齿形精度的方式来修复蜗轮;与第一步修复后的蜗轮相配,修复相配的蜗杆,达到配合精度的要求。
(3) 大立柱组件修复。YX3120系列滚齿机大立柱组件中的齿轮、轴承等易损件一般需要更换。大立柱的导轨面通常选用刮研方法进行修复。在各个零部件修复或者更换后,将大立柱组件各个零部件进行组装并调整配合间隙,达到再制造工艺的技术要求,如图3所示。

图3 再制造大立柱
(4) 小立柱组件修复。小立柱组件的修复与再制造,需要更换各类易损件,并配刮支架与小立柱导轨的结合面,提高配合精度,如图4所示。
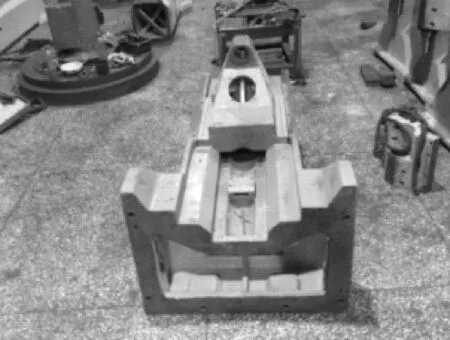
图4 再制造小立柱
(5) 刀架组件再制造。刀架组件再制造的具体方案为:将刀架组件进行拆卸,并对零部件进行清洗。滚刀箱壳体可直接重用;刀架组件中的轴瓦、铜套、齿轮等易损件需要更换;部分零部件需要再加工。将刀架组件的组成零部件进行组装,并对刀架主轴与轴瓦的接触面进行配刮加工,最终达到精度要求,如图5所示。

图5 再制造刀架组件
(6) 电气及液压系统改造。由于使用年限较长,YX3120系列滚齿机的电气系统各个元件老化现象严重,需要将其电气控制系统进行更新升级。为适应再制造新机床的结构特征,需要将YX3120系列滚齿机的液压系统进行再设计与改造,把原有的液压系统淘汰。如图6所示为YX3120滚齿机再制造后的电气系统及液压系统。
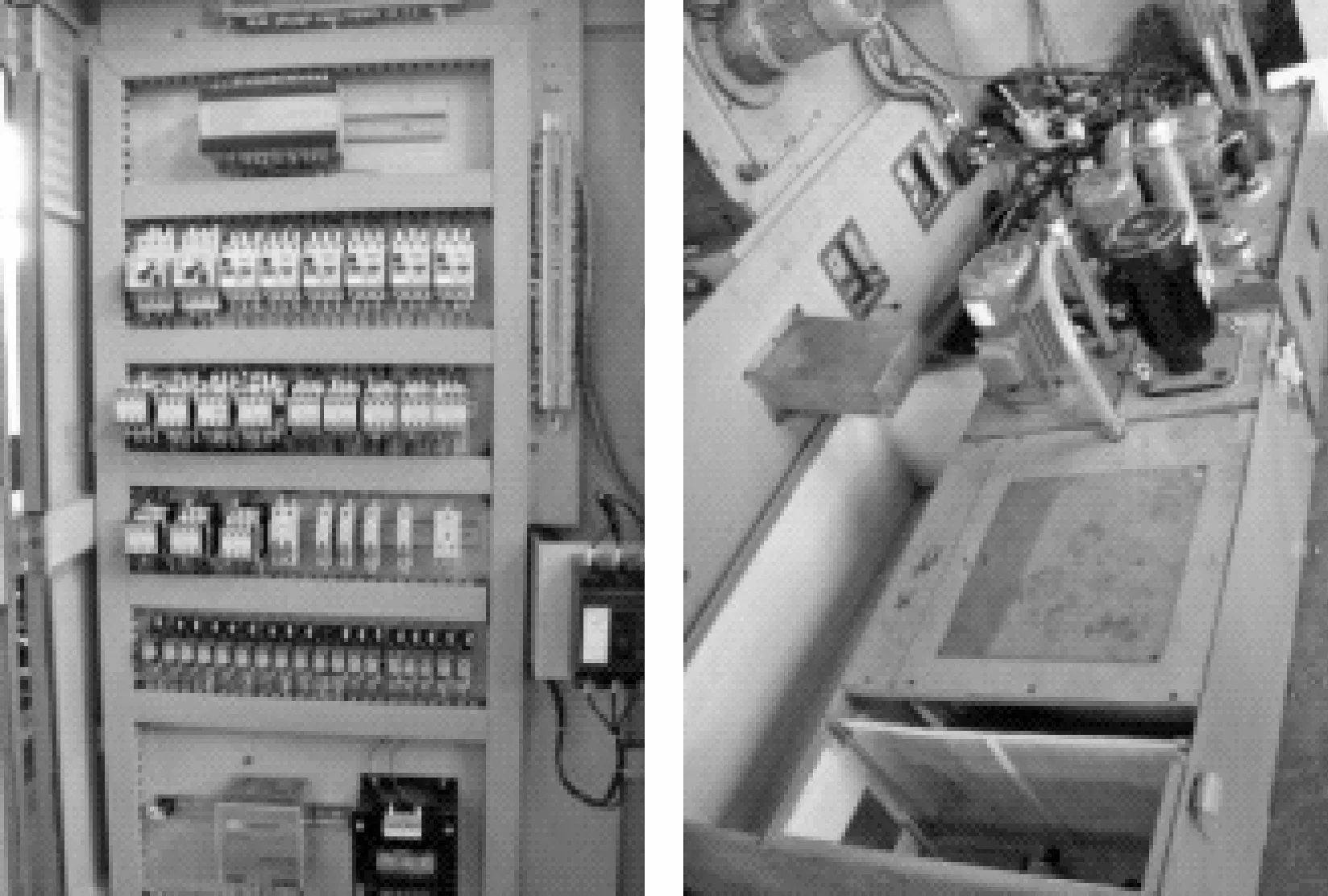
图6 再制造YX3120电气及液压系统
3.5 再装配与检验
完成零部件修复与再加工后,需要根据YX3120滚齿机再制造设计方案,将三类零部件(包括原旧零部件、新更换的零部件以及再制造零部件),按照再装配工艺要求,再装配成滚齿机整机。再装配过程中,需要注意调整各组成零部件的间隙,并对零部件的结合面进行配刮,提高配合精度。如图7所示为再装配过程中的YX3120滚齿机。

图7 再装配过程中的YX3120滚齿机
再制造YX3120系列滚齿机需要严格按照新滚齿机的出厂标准进行检测与验收[10]。检验内容主要包括:外观检验;附件和工具的检验;参数检验;再制造滚齿机的空运转试验;再制造滚齿机的负荷试验;再制造滚齿机的精度检验;加工和装配质量检验。
3 YX3120系列滚齿机再制造效益分析
通过对再制造YX3120系列滚齿机的相关技术指标与原出厂标准进行对比(图2),表明其几何精度、工作精度均实现了恢复与提升,再制造YX3120系列滚齿机在功能、性能等多方面都达到新滚齿机出厂标准。表2数据来源于机床再制造企业检测结果。
再制造新YX3120滚齿机的成本只有同等新滚齿机的一半左右,功能及性能均超过原老旧滚齿机,低成本地实现了齿轮加工企业制造能力的恢复与提升,为加工企业节省大量的设备购置资金。
YX3120系列滚齿机的铸造结构件以及高附加值的核心零部件实现了重用,回收重用率达到80%以上(按重量计)。由于避免了铸造件毛坯生产过程中的高排放以及高耗能,再制造过程相比于新滚齿机制造过程可节能80%以上,环境排放大量减少。
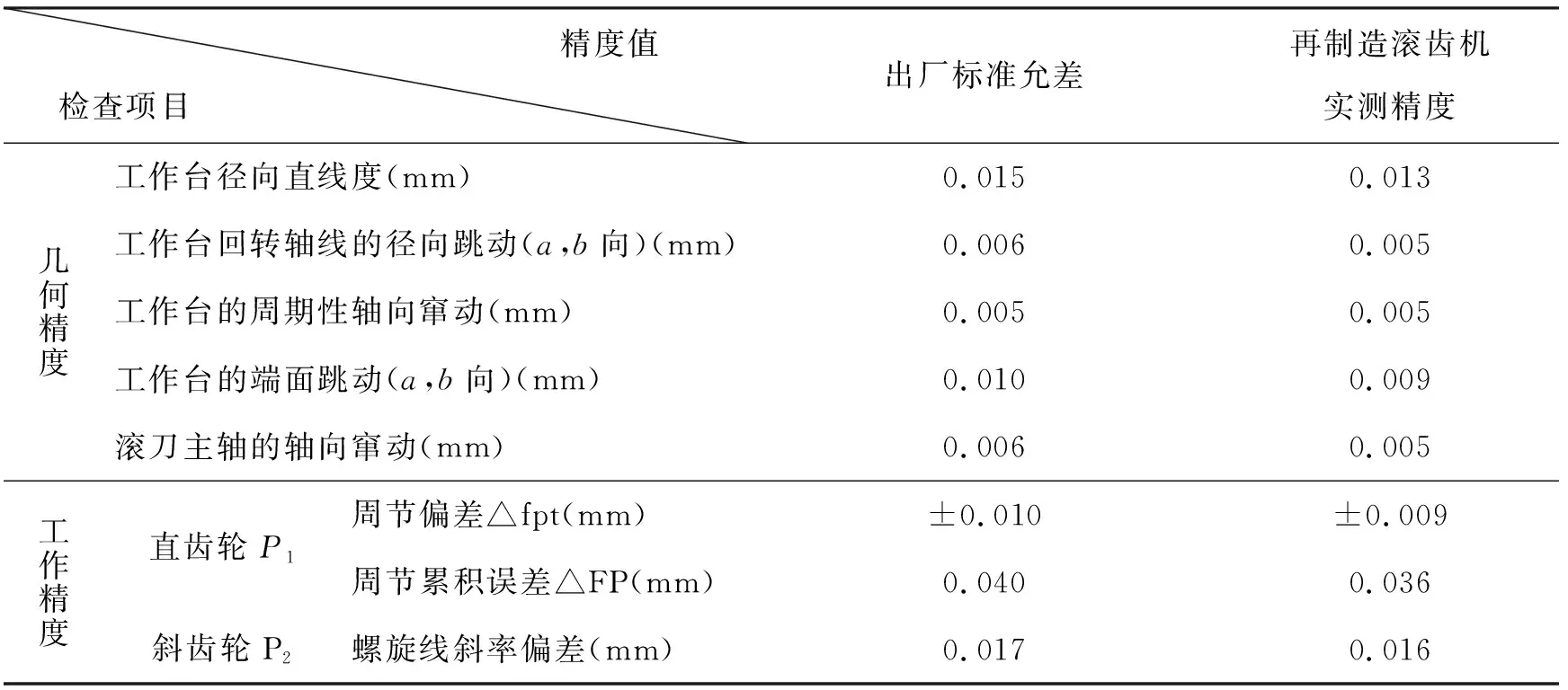
表2 再制造YX3120滚齿机指标对比
4 结 论
机床再制造具有服务型制造的特征,是一种以废旧、老化机床为输入的新型机床制造模式。机床行业是国家支持再制造产业发展的重点领域,机床再制造符合《中国制造2025》行动纲领中大力发展绿色制造、服务型制造等新型制造模式的发展战略。
针对汽车、工程机械等行业大量服役的YX3120系列滚齿机存在的功能丧失、磨损严重、精度退化等问题,经过复杂的机床修复与再制造工艺过程,可将其再制造成性能得到恢复、功能实现提升的新滚齿机,可大大延长其服役寿命,满足客户的加工需求。
YX3120系列滚齿机再制造的实施周期较短,可快速地恢复齿轮加工企业的制造能力。由于再制造成本低,可为企业省掉大量的齿轮加工设备购置资金。再制造可减少毛坯制造过程中的能源消耗以及污染排放,具有节能减排特征,经济及环境效益明显。
参考文献(References):
[1] ULLAH S M S, MUHAMMAD I, KO T J. Optimal Strategy to Deal with Decision Making Problems in Machine Tools Remanufacturing[J]. International Journal of Precision Engineering and Manufacturing Green Technology, 2016, 3(1): 19-26
[2] ARONSON R B. Remanufactured Machine Tools[J]. Manufacturing Engineering, 2003,131(6):75-80, 82-83
[3] MARSEK R J. Remanufacturing Needs Universal Standards[J]. Manufacturing Engineering, 2003, 130(3):21
[4] BUTLER P. Product Group Report: Machine Tools: A Report on the Remanufacture of Manual and CNC Tooling Machinery in the UK[R]. Aylesbury: Centre for Remanufacturing and Reuse, 2009.
[5] DU Y B,LI C B.Implementing Energy-saving and Environmental-benign Paradigm:Machine Tool Remanu-facturing by OEMs in China[J]. Journal of Cleaner Production, 2014, 66(10):272-279
[6] 曹华军, 杜彦斌, 张明智, 等. 机床再制造与综合提升内涵及技术框架[J]. 中国表面工程, 2010, 23(6): 75-79
CAO H J, DU Y B, ZHANG M Z, et al. Connotation and Technology Framework of Machine Tool Remanufacturing and Comprehensive Upgrading[J]. China Surface Engineering, 2010, 23(6): 75-79
[7] CAO H J, DU Y B, CHEN Y P. Exploring a New Low-Carbon Development Paradigm for China’s Future Manufacturing Sectors[J]. Journal of Science and Technology Policy in China, 2011, 2(2):159-170
[8] 吉小超, 张伟, 于鹤龙, 等. 面向机电产品再制造的绿色清洗技术研究进展[J]. 材料导报, 2012, 26(S2):114-117
JI X C, ZHANG W, YU H L, et al. Research Progress of the Green Cleaning Technologies in the Remanufacturing of Mechanical and Electrical Products[J]. Materials Review, 2012, 26(s2): 114-117
[9] 张元良, 张洪潮, 赵嘉旭, 等. 高端机械装备再制造无损检测综述[J]. 机械工程学报, 2013, 49(7):80-90
ZHANG Y L, ZHANG H C, ZHAO J X, et al. Review of Non-destructive Testing for Remanufacturing of High-end Equipment[J]. Journal of Mechanical Engineering, 2013, 49(7): 80-90
[10] 中国国家标准化管理委员会. GB/T 9061-2006, 金属切削机床 通用技术条件[S]. 北京: 中国标准出版社, 2006
Standardization Administration of the People’s Republic of China. General Specifications for Metal-cutting Machine Tools [S]. Beijing: Standards Press of China, 2006 (in Chinese)
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中老年保健(2021年8期)2021-08-24
设备管理与维修(2020年23期)2021-01-04
中国特种设备安全(2019年7期)2019-09-10
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
记者观察(2019年1期)2019-04-04
上海建材(2018年4期)2018-11-13
新能源科技(2018年10期)2018-02-15
制造技术与机床(2017年3期)2017-06-23