基于PLC控制的竹签自动包装机设计分析
2018-07-11 03:19朱名强马耀名蓝日卫覃薛宇卢世奎
广西教育·C版 2018年4期
朱名强 马耀名 蓝日卫 覃薛宇 卢世奎
【摘 要】本文论述基于PLC控制的竹签自动包装机设计,提出采用先进的伺服电动机进行驱动,并配备多个舵机控制其辅助动作,由PLC对伺服电动机和舵机进行统一控制,完成进料、送料、压封、剪切、输送产品等任务,并设有温度检测与控制装置、包装产品自动计数装置功能,从而提高自动化程度,提高生产效率。
【关键词】PLC控制 竹签 自动包装机 伺服传动 舵机
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2018)04C-0189-02
目前用于食品、烧烤等场合使用的竹签均为一次性竹签,使用量很大,而且对卫生的要求也比较高。由于包装机械的辅助动作多采用液压或气动控制,此类控制方式需要额外配备液压站或空气站,成本太高,而且容易对产品造成二次污染,所以应采用更为先进的舵机对竹签包装机的辅助动作进行分别控制。基于此,本文设计了由PLC对伺服电动机和舵机进行统一控制的竹签自动包装机。
一、包装机结构及工作原理
竹签自动包装机包括伺服电动机传动系统、进料装置、下包装膜输送装置、上包装膜输送装置、热封装置、切割装置、成品输出装置、操作面板、PLC和机架,其中伺服电动机传动系统设置在机架内靠下的位置,在伺服电动机传动系统上方由左至右依次是下包装膜输送装置、进料装置、上包装膜输送装置、热封装置、切割装置和成品输出装置、操作面板设置在机架的一侧。如图1所示为包装机整体结构示意图。
伺服电动机传动系统包括伺服电动机、主动轮、从动轮、链条、传动辊,其中水平排列的主动轮和从动轮分别设置在机架的右端和左端,主动轮和从动轮均由一个滚筒和两个齿轮组合而成,两个齿轮分别设置在滚筒两侧且与滚筒同轴转动,主动轮由伺服电动机驱动其顺时针转动,主动轮与从动轮之间通过两侧的两条环绕链条进行同步传动,两链条分别与主动轮和从动轮两侧的齿轮相啮合;在两侧的链条之间还设有多组水平排列的传动辊,所有传动辊均活动安装在机架上并由两侧的链条驱动其同步转动,所有传动辊的上滚动面均与主动轮和从动轮的滚筒的上滚动面相平齐。
下包装膜输送装置包括下卷筒膜和下膜整形轮,其中下膜整形轮设置在传动辊的上方,下卷筒膜设置在下膜整形轮的左上方。
进料装置包括料仓、推料机构和搅动机构,其中料仓为漏斗形,其左、右两侧板和前侧板为直板,后侧板为斜板,搅动机构设置在料仓上方并伸入料仓内对物料进行搅动,搅动机构设有一个搅动舵机,搅动舵机连接搅动偏心轮,搅动偏心轮偏心位置铰接搅动推杆,搅动推杆的另一端铰接搅动滑块,搅动滑块由搅动舵机控制其在料仓斜板上来回滑动;推料機构设置在料仓出口的下方,推料机构设有一个推料舵机,推料舵机连接推料偏心轮,推料偏心轮偏心位置铰接推料推杆,推料推杆的另一端铰接推料滑块,推料滑块由推料舵机控制其在一个水平滑槽上来回滑动,水平滑槽为一个方形长槽,其前端槽口正对着料仓的下部出口,水平滑槽前端口上部铰接有一块活动挡板,活动挡板的下方正对着下膜经整形后形成的弧形槽口。
上包装膜输送装置包括上卷筒膜、上膜导向轮,其中上膜导向轮设置在传动辊的上方,上卷筒膜设置在上膜导向轮的左上方。
热封装置包括热封机构、热封托板、热封舵机、热封偏心轮、热封推杆,其中热封舵机连接热封偏心轮,热封偏心轮偏心位置铰接热封推杆,热封推杆铰接热封机构,热封机构由热封舵机控制其上下运动,热封机构的内部还设有温度传感器;热封托板固定安装在热封机构的下方,热封机构一侧还设有热封位置传感器。
切割装置包括切割机构、切割托板、切割舵机、切割偏心轮、切割推杆,其中切割舵机连接切割偏心轮,切割偏心轮偏心位置铰接切割推杆,切割推杆铰接切割机构,切割机构由切割舵机控制其上下切割运动,切割机构的下方设有切割托板,切割机构的一侧还设有切割位置传感器。
成品输出装置包括一组上压辊,上压辊设置在最右端一组传动辊的上方,上压辊也由链条驱动其同步转动,由上压辊配合传动辊将切割好的竹签袋进行输出,在成品输出装置的一侧还设置有计数传感器,检测封装竹签袋的数量。
伺服电动机、搅动舵机、推料舵机、热封舵机、切割舵机、热封机构内的加热器均受PLC控制,所述操作面板、温度传感器、热封位置传感器、切割位置传感器、计数传感器均与PLC相连接。
操作面板上设有对整机和各部件进行操控和设置的界面,界面上还具有自动计数和温度显示功能。
热封机构采用四边同时加热的方式对包装袋的四个边同时进行热封。
下膜整形轮的断面轮廓下边沿为外凸的圆弧线,以使从其下方通过的下膜形成向下弯曲的弧形槽口,以更好地在盛放竹签。
料仓左右两侧板之间的宽度与竹签的长度相匹配。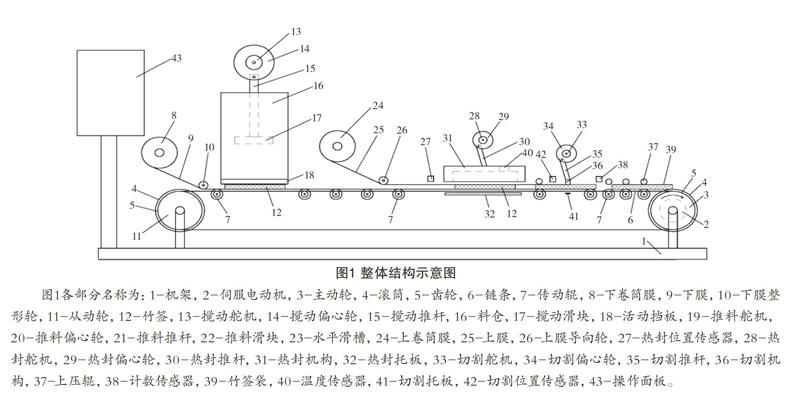
二、包装机使用说明
1.将需要包装的竹签按料仓16的宽度方向横向放入料仓16中。
2.将下卷筒膜8端头向左拉出,下膜9穿过下膜整形轮10的下方,然后沿着传动辊7的上滚动面依次穿过进料装置、上包装膜输送装置、热封装置、切割装置和成品输出装置、然后固定在主动轮3的滚筒4的下方。
3.将上卷筒膜24端头向左拉出,上膜25穿过上膜导向轮26的下方,再沿着下膜9的上方依次穿过热封装置,切割装置和成品输出装置,然后同样固定在主动轮3的滚筒4的下方,伺服电动机2启动时上、下膜25、9同时随主动轮3的滚筒5转动而向右输送。
4.通过在操作面板43上进行设定和操控,伺服电动机2带动链条6间歇式循环行进,从而带动上、下膜25、9沿传动辊7由左向右间歇式行进,下膜9行进至进料装置下方时暂停,搅动舵机13控制搅动滑块17搅动料仓16内的竹签使之落入料仓16下方的水平滑槽23中,推料舵机19控制推料滑块22将竹签从活动挡板18处向外推出,竹签落入下膜9经整形后形成的弧形槽口内并沿弧形面整齐堆满,由于每次落入水平滑槽23内的竹签数量是一定的,所以每次被推出落至下膜9上的竹签数量也是一定的。
5.盛好竹签的下膜9继续向右行进至热封装置的下方,此时下膜9和竹签在上膜25的下方,在热封位置传感器27的反馈下,上、下膜25、9同时停止行进,热封舵机28将热封机构31向下推送,使上、下膜25、9对竹签形成包合,热封机构31内的加热器启动,对上、下膜25、9的四个边进行热封贴合。
6.热封贴合完成后,上、下膜25、9一起继续向右行进至切割装置的下方,在切割传感器43的反馈下停止,切割舵机33驱动切割机构36对上、下膜25、9进行切断分包,形成独立包装的竹签包39。
7.包装好的竹签包39经计数传感器38完成计数后,由成品输出装置继续向右输送进入成品存放区域,完成一次竹签包装的作业流程。
8.在整机进行流水工作时,步骤4到步骤7各工位的工作是同步进行的,由PLC对各个工位的协同工作进行精确控制。
本文设计了基于PLC控制的竹签自动包装机,采用先进的伺服电动机进行驱动,并配备多个舵机控制其辅助动作,由PLC对伺服电动机和舵机进行统一控制,整机结构简单,自动化程度高,使用成本低,全程不需要人工干预,既保证了竹签的卫生,生产效率也大为提高,能够很好地满足市场的需求。
【参考文献】
[1]李敏,孙琪,赵敏.基于PLC的三伺服枕式包装机控制系统设计[J].包装工程,2017(7)
[2]马晓宇.自动包装机热封温度自适应控制系统设计[J].包装工程,2016(21)
[3]刘金娥,杨开.全自动定量包装机的PLC控制系统[J].包装工程,2016(1)
【作者简介】朱名强(1985— ),男,广西柳州人,工学硕士,广西理工职业技术学院检测技术与自动化装置专业讲师,研究方向:自动控制技术、电气电子技术、实验系统。
(责编 王 一)
猜你喜欢
青少年科技博览(中学版)(2021年1期)2021-03-29
阅读(科学探秘)(2020年2期)2020-04-02
自动化学报(2019年6期)2019-07-23
电子制作(2018年1期)2018-04-04
制造业自动化(2017年2期)2017-03-20
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年18期)2016-12-22
小学生时代(2016年6期)2016-12-10
数字技术与应用(2016年9期)2016-11-09
舰船科学技术(2015年8期)2015-02-27