
高压水射流喷砂除鳞后钛板的条纹样表面问题
2018-07-12 11:00张曦
世界有色金属 2018年9期
张 曦
(湖南有色金属职业技术学院,湖南 株洲 412000)
钛及钛合金表面除鳞在目前有化学处理和物理处理两种方法。化学处理一般以碱洗为主。碱洗原理是将钛的氧化物转变为可溶于酸的偏钛酸钠,其作用是去除氧化皮或者使其破碎(疏松)。但化学处理的缺点是工艺复杂、生产效率低、生产成本高、环境污染严重,特别是化学处理后的污水处理难度大,投入资金多。物理处理大体可分为抛丸处理、干喷砂和高压水喷砂等几种方法。前两种方法在工作中噪音大,有粉尘,对操作人员和环境造成很大损害,劳动生产效率低。而高压水喷砂工艺处理浮锈、氧化皮等杂质效果明显,而且自动化程度高,无污染,砂子和水就地取材,可循环使用,成本低廉。因此,西部钛业股份有限公司板带厂引进了一条高压水射流喷砂生产线。在生产过程中发现钛板材除鳞后出现类似于条纹形状的黑白相间的表面,也就是俗称的“条纹样”表面。这类表面虽不影响板材使用,但是表面色差不一致严重影响产品外观质量,造成诸多不应有的消耗,而且对后续酸洗的进一步处理影响严重。因此,解决并预防此类表面问题的发生很有必要。
1 “条纹样”表面形成原因
1.1 高压水射流喷砂除鳞原理简述
由高压泵产生的高压水射流在喷射到金属表面之前,与磨料混合在一起,打击到金属表面, 高速射流本身具有较高的刚性,在与金属碰撞时,产生极高的冲击动压和涡流,从微观上看,相对于射面上虽为圆柱模型,而内部实际上存在刚性高和刚性低的部分,刚性高的部分产生的冲击动压使传播时间减少,增大了冲击强度,宏观上看起快速楔劈作用,而低刚度部分相对于高刚度部分形成了柔性空间,起吸屑、排屑作用,因此在高速砂水的冲击、磨削下,金属表面的污垢和鳞皮被迅速清除干净。
1.2 原因分析
“条纹样”表面的形成主要是由于高压水射流喷砂除鳞不均匀造成的。板材表面白色为已喷砂后,出现的板材金属色;黑色是由于板材表面没有被高压水射流喷砂或者喷砂不彻底而呈现的氧化层颜色。
通过生产实际中高压水射流喷砂工艺流程的分析研究发现,造成该现象的原因主要有两种。
(1)机械加工方面原因。本生产线采用的是后混式高压水喷砂,其喷头体由红宝石水喷头、混合喷嘴、压帽和砂水管等组成。红宝石喷头中间为入砂管口,两边各两个红宝石喷嘴。
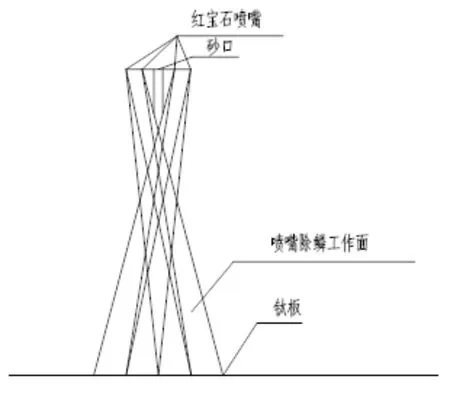
图1 喷嘴工作示意图
这两组红宝石喷嘴不在同一直线分布,并且都向入砂管口倾斜相同角度。这种形式的喷头工作时如下图所示,高压水经过红宝石喷嘴形成高速的纯水射流喷入喷头混合腔后射出,其高速水流带动混合腔内流体在腔内形成负压;磨料颗粒在负压和砂浆泵的作用下,进入混合腔和高速水射流混合。磨料颗粒被高速水流携带并加速,形成混合磨料水射流经混合喷嘴高速射出作用于板面。
喷嘴混合腔磨料采用从水射流中间进入的方式,高压水射流将中间的磨料包围起来,在混合腔内使水和磨料达到充分混合,并获得足够的能量,大大提高高压水喷射的效率。由于这种喷头属于非标设备,在制造精度上没有统一的标准,特别是红宝石喷嘴倾斜角度的制造误差影响最大。若其中一个喷嘴角度有误差,必然反映在除鳞板面上就有相应区域内是没有作业区,也就出现了“条纹样”表面问题。
(2)喷头的红宝石喷嘴堵塞。红宝石喷嘴的直径只有0.8mm,只要直径大于0.8mm的杂质都有可能对它造成堵塞。一旦喷嘴堵塞,该喷嘴相对应的除鳞工作面就会出现空白区域,因而造成“条纹样”表面问题。通过长期的生产发现,原因有下面两点。
①密封圈损坏。在喷头中,进砂管和高压水腔依靠的是橡胶密封圈进行密封。该密封圈位于进砂管管口,长期受到砂料的磨削作用,一旦损坏就会密封不严。由于高压水射流喷砂工作时,进砂管和进水管不是同时进入混合腔。若先进高压水后,再进砂,由于砂管内压力低,则高压水通过损坏的密封圈进入砂管,再通过砂管进入分砂器,最后再进入其他的喷头,将会堵塞一片喷嘴。若先进砂,然后再进高压水,则可能砂子通过损坏的密封圈进入高压水腔,通过高压水腔的作用进入红宝石喷嘴,堵塞相应的喷嘴。②水质问题。高压水射流喷砂除鳞生产线所用磨料和水是循环使用的。高压水射流把钛板表面的氧化皮及锈蚀等冲刷下来,经旋流器分级后,筛选出粒度适合的磨料进入自动加砂设备,而污水经过一级二级三级沉淀池进行沉淀后,经过高压过滤网过滤,进入高压水系统。由于高压过滤网只能通过小于0.8mm的砂水,大于0.8mm 的杂质将会附着在过滤网上,堵塞过滤网眼。一旦高压过滤网清洗不及时,由于水流的作用,就会冲破已经堵塞的过滤网,大量杂质进入高压水系统,进而堵塞红宝石喷嘴。
2 预防及解决措施
①由于该生产线采用循环水处理系统后,喷嘴堵塞十分严重,而且高压过滤网2、3天就需要清理,大大增加了检修难度。为此,改用单水处理系统后,喷嘴堵塞情况得到了很大改善。高压过滤网也由2、3天清理一次,减少到1个月清理一次。②勤于检修设备。对于易损件密封圈要及时更换,对于高压过滤网要及时清理。③在工艺方面,对已产生的“条纹样”表面问题采用“错位加喷法”,及将钛板在垂直进料方向错开一定的距离再用高压水射流喷砂除磷。④在设备方面,建议再增加喷嘴数量,增大喷射面的重叠部分。
3 结论
通过采取上述措施,板材的“条纹样”问题得到了较大的改善,产品合格率得到大幅度提高。高压水射流喷砂除磷生产线应用在钛板材上还是国内首次,因此,无论是工艺还是设备的成熟都需要进行进一步的探索和磨合。
猜你喜欢
流体机械(2022年8期)2022-10-13
东北电力大学学报(2021年4期)2021-11-01
制造技术与机床(2019年4期)2019-04-04
中国铸造装备与技术(2017年4期)2017-09-03
科技创新与品牌(2017年3期)2017-04-27
佛山陶瓷(2016年5期)2016-05-14
铸造设备与工艺(2016年6期)2016-02-09
爆炸与冲击(2015年3期)2015-06-07
科学中国人(2015年13期)2015-02-28
筑路机械与施工机械化(2014年7期)2014-03-01
