U-PET300瓶坯注塑机五孔斜排双曲肘内翻与外翻式合模机构机械性能对比分析
2018-07-20 03:21易恒光游强徐志江
橡塑技术与装备 2018年14期
易恒光,游强,徐志江
(广州一道注塑机械股份有限公司,广东 广州 51066)
注塑机的合模过程是注塑工艺流程中不可或缺的环节,合模机构作为注塑机的核心部件之一,主要包括模板、合模机构、顶出机构、调模机构以及安全保护装置等,其主要功能包括:实现启闭模运动、提供将模具锁紧的锁模力和开模后顶出制品[1]。经过几十年的发展,合模机构已发展和衍生出四十多种型式和结构,其中,80年代出现的五点双曲肘式结构使得合模装置进一步发展,该合模装置利用了曲肘连杆机构力的放大功能及自锁功能,同时此种类型合模装置凭借其节能、高效、低成本和易维护的优势得到了广泛关注,时至今日其仍是注塑机主流合模结构形式之一,它长期以来作为合模机构的标准型式在国内外被广泛的应用[2~3]。这种合模机构是通过动力系统带动曲肘连杆机构来实现模具启闭的,在启闭模过程中,能够满足工艺所需的慢-快-慢的运动过程,具有力的放大作用,能够通过很小的推力获得较大的锁模力,在曲肘伸直时具有自锁作用而长久的保持锁模力[4~7]。五点斜排双曲肘合模机构按合模过程中连杆的运动形式有内翻式和外翻式之分,内翻式当活塞回程时,两曲肘向中心方向翻转,反之为外翻式[8~9]。内翻式一般用于中小型注塑机,外翻式多用于大型注塑机。本文以U-PET300瓶坯注塑机五孔斜排双曲肘内翻式合模机构和U-PET300 瓶坯注塑机五孔直排外翻式合模机构的相关数据进行对比分析,以确定各自机械性能的优劣,为不同的塑料制品找出最合适的合模机构。
1 U-PET300瓶坯注塑机五孔斜排双曲肘内翻合模机构的结构与性能
图1所示为U-PET300 瓶坯注塑机五孔斜排双曲肘内翻合模机构,其最大锁模力为3 000 kN,最大容模厚度为820 mm,开模行程为720 mm,拉杆垂直水平空间为850 mm×850 mm,中心高为630 mm,合模油缸行程为582 mm。其工作原理为:合模时十字头推动推力杆带动后连杆绕后模板上的固定铰链销轴回转,前连杆做平面运动,使动模板前移,并在低速低压保护下进行试合模,合模油缸继续增压,后连杆和前连杆呈一条直线,系统由于弹性变形产生合模力。

图1 U-PET300瓶坯注塑机五孔斜排双曲肘内翻合模机
图2已知合模机构参数拉杆:材料 40Cr直径Dp=120 mm,长度Lp=3 063 mm 中心距LAA=1 100 mm,LBB=970 mm,LEE=645 mm开模行程Sm=720 mm连杆l1=415 mm,l2=500 mm,l3=168 mm,l4=128 mm,l5=280 mm。
图2 U-PET300 瓶坯注塑机五孔斜排双曲肘内翻合模机构简图
1.1 计算
1.1.1 Sg和 Ks
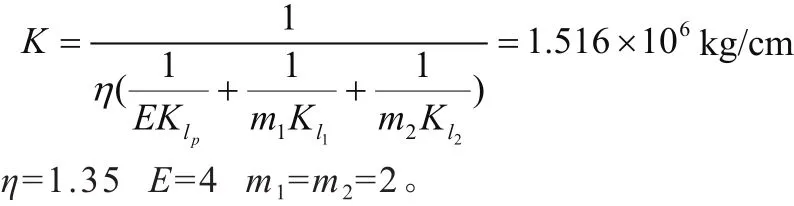
1.1.2 系统刚度K
(1)系统刚度K
拉杆材料 40,Cr E=2.1×106kg/cm2,Dp=12 cm,lp=306.3 cm。

连 杆 l1、l2, 刚 度 Kl1、Kl2,材 料 QT500-7,E=1.73×106kg/cm2。
a.连杆l1,刚度Kl2,断面见图3(a),l1=41.5 cm

b.连杆l2刚度Kl2,断面见图3(b),l2=50 cm。

图3 连杆断面图

系统刚度:

计算系数η=1.35,则公式为:
(2)检验计算刚度K中选用计算系数,y=1.35能否保证即锁紧后能达到设计要求Pmmax=360 N。

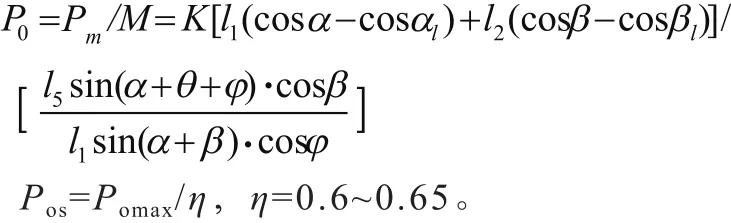
1.1.3 求增加倍数M和油缸推力
根 据 以 上 所 得 临 界 角γl=4.084°,αl=4.481 1°,βl=3.718 1°。
列表计算基本公式(表1):

表1 U-PET300瓶坯注塑机五孔斜排双曲肘内翻合模机构参数表

则M=16.18,P0max=12.927 N,
取η=0.65Ps=19.89≈20 N,

2 U-PET300 瓶坯注塑机五孔直排外翻式合模机构的结构与性能
图4所示为U-PET300瓶坯注塑机五孔斜排双曲肘内翻合模机构,其最大锁模力为3 000 kN,最大容模厚度为820 mm,开模行程为1 000 mm,拉杆垂直水平空间为850×850 mm,中心高为630 mm,合模油缸行程为500 mm。其特点就是动模板开模时后连杆向外侧翻转,后连杆长度较长,从而模板移动行程增大,而且模板受力情况得到改善,刚性提高,合模时,移模油缸通过推力杆使后连杆绕后模板上的固定铰链销轴回转,前连杆做平面运动,推动动模板沿拉杆滑动实现合模,连杆呈一条直线,合模系统弹性变形而产生的合模力。

图4 U-PET300 瓶坯注塑机五孔直排外翻式合模机构简图
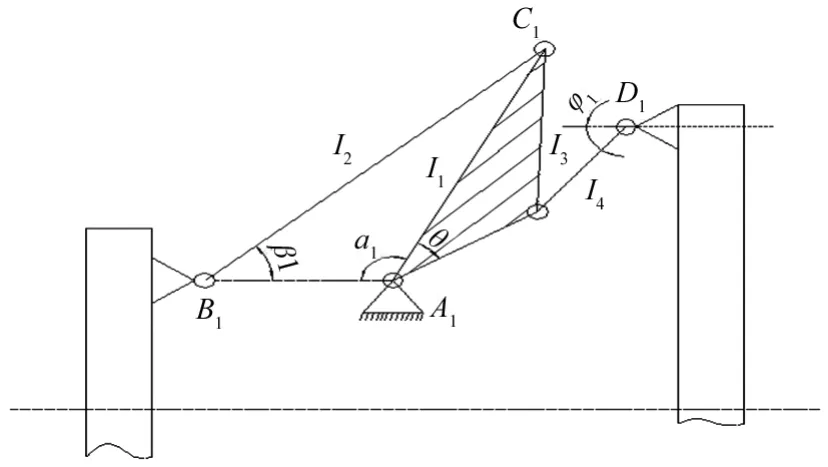
图5 U-PET300 瓶坯注塑机五孔直排外翻式合模机构
2.1 连杆参数
l1=550 mm,l2=670 mm,λ=l1/l2=0.82,lAB0=l1+l2=1 220 mm开模行程Sm=1 000 mm,十字头E铰和A铰间垂直高度h=250 mm,取θ=12,Φ0=87°,h1=203.3 mm,α1+θ=125.97°。

即KS=Sm/Sg=1.74因属小角度后杆结构,当速度曲线较平缓:Ks>1.5是允许的。
2.2 系统刚度
拉 杆 材 料 为 40Cr,E=2.06×106kg/cm2,Dp=12 cm,lp=346.8 cm,见图 6~7。
系统刚度:
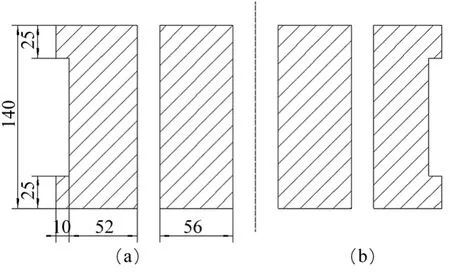
图6 连杆l2断面图

图7 连杆l1断面图
增力倍数/M和油缸推力Pomax,取θ=18°;基本公式如下:
列表(表2)计算得:M=18.6,P0max=12.776 N,Pos=

表2 U-PET300 瓶坯注塑机五孔直排外翻式合模机构参数表
3 从参数对比数据汇总
(1)U-PET300五孔斜排双曲轴内翻合模机构计算结果
刚度增加倍数M=16.18,油缸推力P0=12.427 N。开模行程与合模油缸行程比K=1.564×106kg/cmKs=1.2437。
(2)U-PET300五孔直排外翻式合模机构计算结果
刚度K=1.564×106kg/cm,增加倍数M=18.6,油缸推力P0=12.776 N。开模行程与合模油缸行程比K=1.74。
两款机器四柱空间H×V=850 mm×850 mm,拉杆直径Dp=120 mm,中心高630 mm,均组成同一种安装平台,匹配模块化的通用的注射系统。
4 结语
根据上述两款结构对比计算可以看出U-PET300瓶坯注塑机五孔直排外翻式合模机构是在原有的U-PET300 瓶坯注塑机五孔斜排双曲肘内翻合模机构基础上进行优化组合而成,在锁模力、拉杆水平垂直空间、铰链、轴销、拉杆直径和前模板完全一致的情况下进行必要的部分设计更改,整体技术指标系统刚度、临界角、增力倍数和油缸推力均有些变化。五点直排机铰外翻式合模机构,其满足足够的开模行程,动模板和后模板的连杆机铰座不用拉高和斜放,这样动模板相应的模具安装部位直接受力区域范围,无需要力的分力传递,对动模板进行足够的强度和刚度设计就好,不需要特殊的设计和加厚,但由于外翻十字头须成框架结构,且支点D1距离拉得太高,造成此部位刚性最弱,并容易发生自锁现象造成需要足够大的开模力,此部位销轴受剪切增加,造成断销轴的风险。而U-PET300机铰式合模机构虽然有足够的开模行程,但是动模板的连杆机铰座需要拉高,这样动模板相应的模具安装部分不是直接受力区域范围,需要力传递,为保证有足够的强度和刚度,往往对动模板要做特殊的设计和加厚,不利于成本降低。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
橡塑技术与装备(2022年4期)2022-04-27
模具工业(2022年4期)2022-04-27
军事文摘(2021年22期)2022-01-18
内燃机与配件(2020年22期)2020-09-10
华东师范大学学报(自然科学版)(2020年1期)2020-03-16
数学物理学报(2019年3期)2019-07-23
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17