
高精度数控加工过象限摩擦误差补偿方法研究
2018-08-14 02:38冯向东黄现莲
制造技术与机床 2018年7期
冯向东 黄现莲
(①宁夏工商职业技术学院机电工程系,宁夏 银川 750021;②北方民族大学电气信息工程学院,宁夏 银川 750021)
高精度数控机床是制造航空航天和船舶关键零部件的大型加工设备,其加工精度是衡量国家制造能力的重要指标,也是国家综合国力的重要体现。关键零件如船舶叶轮和飞机涡轮等的加工精度对军事战略物资具有重要影响,因此提高数控机床加工精度意义重大,也是目前学术研究的热点[1-2]。
数控加工精度是速度规划、数控系统和伺服机械平台共同作用的结果,其中良好的伺服机械动态特性是工件加工质量的重要保障。在数控加工中,针对复杂轨迹指令,易引起单轴伺服系统频繁加减速或变向,使机床在加工过程中出现振动,影响工件的加工精度,恶化工件表明质量[3]。以典型圆弧指令轨迹为例,轨迹的轮廓误差不仅与单轴伺服的跟踪能力有关,也与单轴运动过程中变换方向所引起的过象限摩擦有重要关系。对于伺服单元的单轴跟踪误差,可将伺服系统简化为线性系统并利用经典控制理论对其预测和补偿,或通过速度规划时引入跟踪误差约束对其进行限制。但是对于过象限摩擦,其受到加工过程的工况条件、指令轨迹及伺服系统增益系数的影响,不能利用经典控制理论对其准确描述。吴子英等提出了一种基于Stribeck的改进型摩擦力模型,为重型车床的横向伺服进给系统优化设计提供理论支持[4],周玉清等针对电动机加滚珠丝杠进给系统,提出基于Stribeck摩擦力模型的伺服机械平台润滑状态的快速识别和评估方法,能够对其摩擦力状态进行在线监测[5]。为实现单轴换向摩擦力的补偿,向红标等提出一种基于LuGre模型的自适应摩擦力补偿方法,能够有效抑制摩擦力干扰对轨迹跟踪性能的影响[6]。上述方法能够针对特定的工况环境,准确预测或补偿过象限摩擦,有效提高轨迹单轴跟踪精度和轮廓误差。但是针对不同的工况条件如工作台随时间特性变化、加工速度、指令轨迹的曲率等,摩擦力特性不完全相同,上述方法不再适用,所以未能广泛应用于工业控制领域[7]。
为抑制零件加工过程中过象限摩擦对轨迹执行精度的影响,方晨曦等通过正交实验法预测过象限摩擦的数学模型,并将过象限摩擦所引起的轨迹轮廓误差引入速度规划,利用上层指令规划抑制过象限摩擦对轨迹轮廓精度的影响,有效提高轨迹精度,优化零件表面加工质量[8]。然而,此方法在加工前需大量实验获取过象限摩擦模型,严重影响加工效率。聂建华针对数控伺服系统跟踪误差引起加工几何精度下降的问题,提出一种基于已知轨迹特点的自适应滤波前馈控制方案,通过前馈补偿实现轨迹轮廓精度提高[9]。冯斌等将指令轨迹分段,确定适用于不同指令轨迹段的摩擦力模型,并利用广义回归神经网络对摩擦力模型进行拟合及补偿,有效提高轨迹轮廓精度[10- 11],但是上述方法适用于特定机械平台工况条件或重复指令轨迹,不能广泛应用于工业控制领域。
为实现不同工况条件或执行轨迹下的摩擦力识别和补偿,本文提出一种基于脉冲响应矩阵的摩擦估计和补偿方法,此方法能够离线估计过象限摩擦对轮廓误差的影响。本文通过Matlab/Simulink仿真验证所提方法的可行性,并通过实验实现了对过象限摩擦力的估计和补偿。
1 伺服系统动力学建模
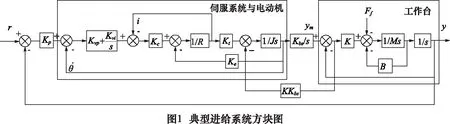
典型的数控机床伺服进给系统包括伺服电动机、伺服驱动器和滚珠丝杠机械传动系统。根据经典控制理论,此典型系统的方块图如图1所示。其中伺服驱动器包括位置环、速度环和电流环控制器,为实现无静差跟踪任意速度指令,通常速度环控制采用比例加积分控制器。为确定机械伺服平台摩擦力与单轴跟踪误差的关系,首先针对伺服驱动器位置环速度环和电流环建立数学模型,此过程中忽略电动机电感和机械阻尼。

(1)
式中:Kp为位置环比例增益;Kvp和Kvi分别为速度环比例增益和速度环积分增益;Kc为电流环比例增益;Ke为电动机反电动势系数;R为电动机绕组阻值;r和y分别为参数轨迹位置指令和系统实际位置输出;θ为电动机轴角度。
(2)
式中:Kt为电动机转矩系数;J为电动机轴端转动惯量;ym为丝杠螺母位置;K为电动机输出端与丝杠螺母间联轴器的连接刚度;Kbs为旋转运动与直线运动的转换系数。
(3)
式中:M为工件台的负载质量;B为工件台直线运动的阻尼系数;Ff为运动过程中的摩擦力。联立式(1~3),过象限误差可表示为:
(4)
对于在XY平面运动的指令参数轨迹曲线R(u),以角速度ω通过曲率半径为r的X轴换向处,即,则在换向处附近有:
(5)
将式(5)中的参数代入式(4)可以得到指令参数曲线为R(u)时的过象限摩擦引起的伺服系统动态跟踪误差表达式(6)。
(6)
2 基于脉冲响应矩阵的摩擦估计方法
对于图1所示的典型机床伺服进给系统方块图,若将机械平台运行过程中的摩擦力视为系统扰动,则可将典型进给系统视为线性时不变系统。因此根据现代控制理论,可利用状态空间方程将被控对象离散化描述为:

(7)
式中:x(n)为系统状态量;u(n)为系统输入;y(n)为系统输出;A、B、C、D分别为系统状态、控制、输出和输出控制系数矩阵。当系统处于零初始条件时,系统的输出可确定为:
(8)
将式(8)表示为矩阵形式描述如下:
(9)
其中:
(10)
由此可见,对于线性时不变系统,可根据系统指定输入点的输入指令和相应输出点的输出响应,利用式(9)获取系统信息,即表征系统模型的相关参数。再根据模型信息,利用式(11)和已知其他输入点的输入指令或输出点的输出响应预测输出点的输出响应或输入点的输入指令。
(11)
其中:
(12)
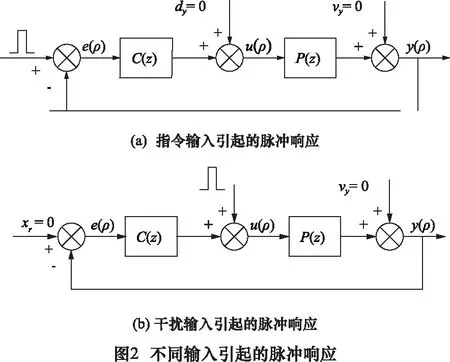
以图2所示的线性时不变系统为例,为获取系统运动过程中的摩擦力模型,首先通过单位脉冲位置指令和系统位置响应获取式(10)所示的系统模型先验信息(由于采用单位脉冲指令忽略静摩擦力影响),然后根据指令轨迹跟踪过程中的位置响应和线性系统叠加原理,可根据式(11)确定具有任意形式的摩擦力模型即模型中的待定系数。
3 仿真分析
为验证所提出的基于脉冲响应矩阵的摩擦力估计方法,利用Matlab/Simulink针对式(13)中的被控对象进行仿真验证,其中伺服单元位置控制器的比例增益为0.25,位置控制器积分增益为5,速度控制器比例增益为2。
(13)
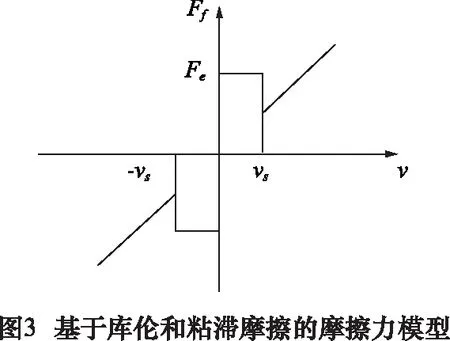
考虑伺服进给平台的摩擦力为图3所示,此摩擦力模型包括机械平台在临界运动时的库伦摩擦力和运动过程中的粘滞摩擦力,其数学表达式为式(14)。
其中摩擦力模型的系数Fe、Fs、vs分别为3 N、1.5 N、0.01 m/s。
(14)
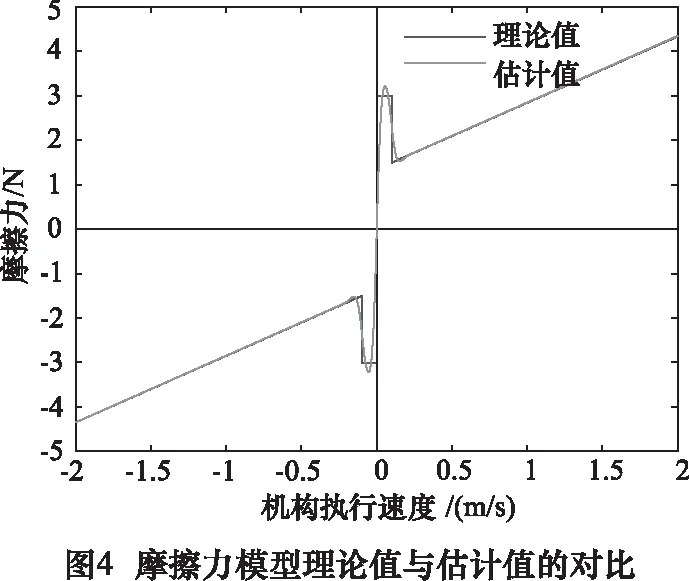
针对上述伺服进给系统,首先在指令位置输入点施加单位脉冲指令,根据采集的系统位置响应和式(9)可确定系统模型信息;再在指令位置输入点施加其他位置指令(正弦指令、点位指令等);最后根据获取的系统位置响应和确定的系统模型信息可计算得到估计的摩擦力模型相关参数。通过此方法估计的摩擦力模型和理论摩擦力模型的对比如图4,估计值和理论值的均方根误差为0.236。此方法中估计值和理论值的误差源于利用单位脉冲响应实验获取模型先验信息时,忽略摩擦力的影响,导致模型先验信息存在一定误差,考虑到在实验过程中进给平台位移小,因此在获取模型先验信息时忽略摩擦力的影响。
4 实验验证
为进一步验证所提方法在工业控制领域应用的有效性,利用自主搭建的X-Y实验平台执行式(15)所确定的半径为10 mm圆弧轨迹指令。平台通过联轴器将400 W安川旋转伺服电机与滚珠丝杠连接,XY方向安装1 μm分辨率的海德汉光栅尺,实验采用自主开发的基于串口通讯的数控板卡,其中数控插补周期为1 ms,能够实现光栅位置信号的实时采集。
(15)
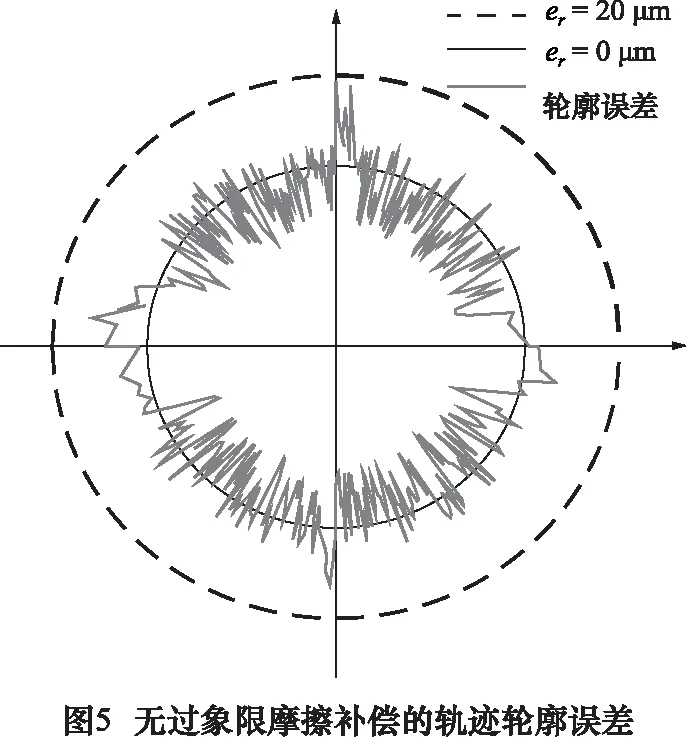
图5为无过象限摩擦补偿时的轨迹轮廓误差,轮廓误差的均方根为13.6 μm。由图5可知在X轴或Y轴转换方向时,由于滚珠丝杠伺服机械平台换向时存在摩擦力,换向过程中的轨迹轮廓误差明显增大,对于保证轨迹轮廓误差精度存在影响。
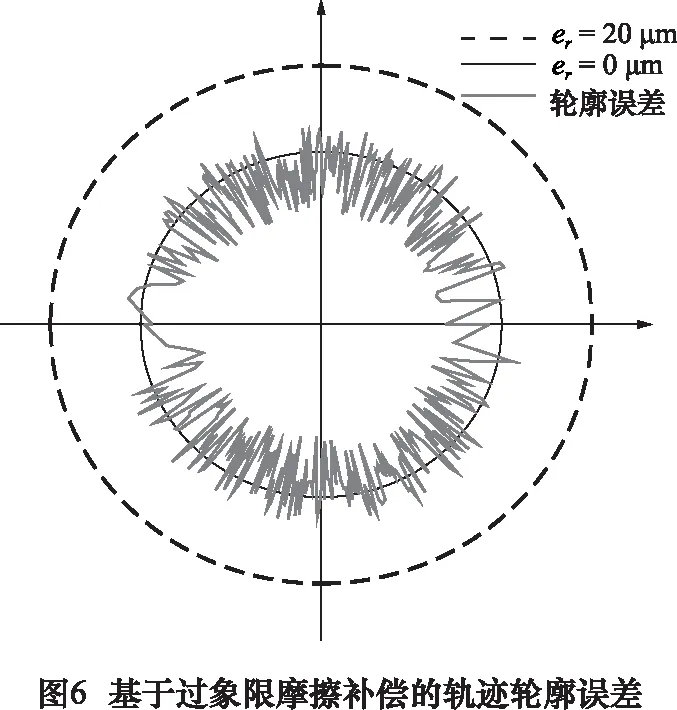
为此,在上述实验的基础上,利用本文所提的基于脉冲响应矩阵的摩擦力估计方法对伺服机械平台在换向时的摩擦力进行估计,并在轨迹跟踪实验中进行过象限摩擦力补偿。图6为基于过象限摩擦补偿的轨迹轮廓误差,其均方根为9.8 μm。由此可见,基于过象限摩擦补偿的方法可以有效提高轨迹的跟踪质量,且在伺服机械平台换向过程中,过象限摩擦所引起的轮廓误差明显减小。
5 结语
本文针对XY实验平台在跟踪圆弧轨迹换向存在的过象限摩擦问题,提出了一种基于脉冲响应矩阵的摩擦力估计方法,能够将摩擦力作为系统干扰进行有效估计,并在轨迹跟踪实验中进行补偿。本文利用仿真验证说明所提方法能够较准确估计摩擦力模型的相关参数,并通过实验说明估计和补偿方法能够有效提高轨迹的轮廓误差,改善工件加工质量,为解决由伺服机械平台换向所引起的轨迹轮廓误差提供解决方案。
猜你喜欢
现代食品科技(2022年8期)2022-09-02
中学生数理化·高一版(2022年3期)2022-04-05
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
装备制造技术(2020年1期)2020-12-25
初中生学习指导·提升版(2020年10期)2020-09-10
制造技术与机床(2019年11期)2019-12-04
中学生数理化·七年级数学人教版(2017年4期)2017-07-08
中国交通信息化(2017年4期)2017-06-06
