
多点共极傀儡式单面点焊在车门总成焊接中的应用
2018-08-14 01:32张太国吴樟洪
现代工业经济和信息化 2018年9期
刘 杰, 张太国, 吴樟洪
(重庆长安汽车股份有限公司模具事业部, 重庆 401120)
引言
随着汽车工业的发展,消费者对汽车车身的外观要求越来越高。车门是客户最先接触和使用频次最高的部件,其外观质量将给客户带来最直接的体验。为了保证车门外观和配合间隙,要求车门必须有较好的一致性和互换性,但是,车门总成扣合后,由于压力等多方面的因素,车门内板和车门外板之间会有窜动现象,会影响车门的一致性。
1 工艺方法
目前汽车生产企业为解决汽车车门内外板窜动问题所采用的工艺方法主要有三种:手工点焊、MIG/CO2焊点、单面点焊。手工点焊是指工人操作焊钳,在门盖扣合边内外板连接处增加几个焊点,增加扣合边强度,防止内外板的窜动;MIG/CO2焊点是指在门盖扣合边内外板连接处添加一定数量的MIG/CO2气体保护焊点以增加门盖内外板连接强度的工艺方法[1];单面点焊工艺为电极由工件的同一侧向焊接处馈电,即在外板翻边和内板结合处形成焊点达到增加内外板连接强度的目的[2]。表l所示为三种不同防窜动工艺方法优缺点等方面的对比。
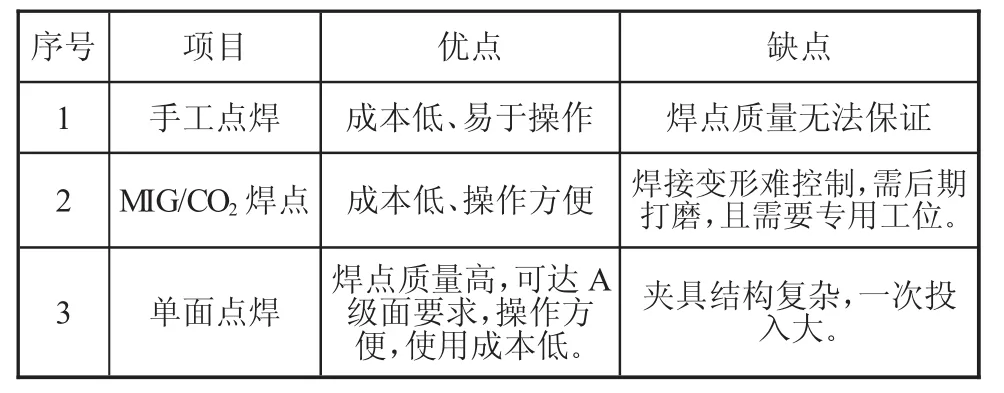
表1 三种不同防窜动工艺方法对比
由表1对比可以知道,单面点焊相对于其他两种工艺方法,具有较高的焊接质量,几乎可达到A级面的质量要求,后期不用刮灰处理。但是传统的单面点焊结构相对复杂,采用的是一个焊点对应一套焊接装置,本文对传统单面点焊进行升级,采用多点共极方式,即以车门内板为共用电极,完成多个焊点的焊接,一套装置,满足多个焊点,可大大简化夹具结构,降低成本。
2 工作原理
2.1 单面点焊
单面点焊是仅在焊件的一面用一个电极加压并通电完成点焊的方法,是电阻点焊的一种特殊形式,它既满足普通压力电阻点焊的原理要求,又有自己独特的特点。焊接原理是通过焊枪、地线在板件之间形成电流同路,使板件溶化形成局部溶核的过程。单面焊点如图1所示。
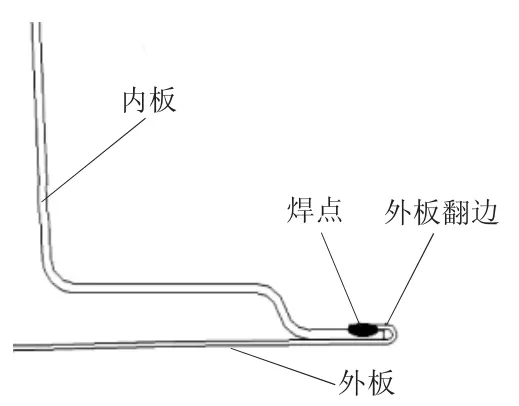
图1 单面焊点
2.2 傀儡焊
傀儡焊是一种利用外部焊机焊钳提供焊接电流并控制焊接参数,通过铜排、附缆传递电流至傀儡焊钳,傀儡焊钳压紧板件形成回路,利用电流流过傀儡焊钳接头的接触面及临近区域产生的电阻热进行焊接的方法,其原理等同于电阻点焊[3]。冷却方式有空冷和水冷两种形式,常用方式是空冷。傀儡焊图如下页图2所示。
2.3 傀儡式单面点焊
傀儡焊式单面点焊是指综合单面点焊和傀儡焊的两种方式的特点,其控制方式为傀儡焊,其焊接方式为单面点焊。对于此种类型的傀儡焊接,其结构特点为一个电极仅对应一个焊点,即一套点焊设备一次仅焊接一个点。工作原理是焊钳在铜板处操作,电流一侧通过上铜板、空冷电缆到内板,电流另一侧通过下铜板、空冷电缆到外边翻边,在内板和外边翻边形成焊点。傀儡式单面点焊如图3所示。

图2 傀儡焊
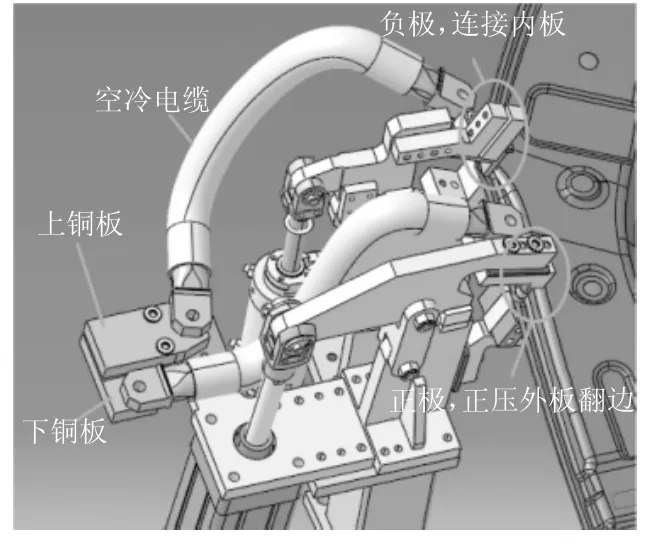
图3 傀儡式单面点焊
2.4 多点共极傀儡式单面点焊
多点共极傀儡式单面点焊,是在傀儡式单面点焊的基础上进行改良设计,以内板为共用电极(负极),焊点位置的压紧点为正极,设置一套装置,完成多个焊点的焊接。其工作流程:放置车门零件—夹具夹紧—傀儡焊钳到位—傀儡焊钳夹紧—取焊钳在外部铜排处完成焊接—夹具打开、傀儡焊钳打开—傀儡焊钳移出—取出零件。多点共极傀儡焊如图4所示。
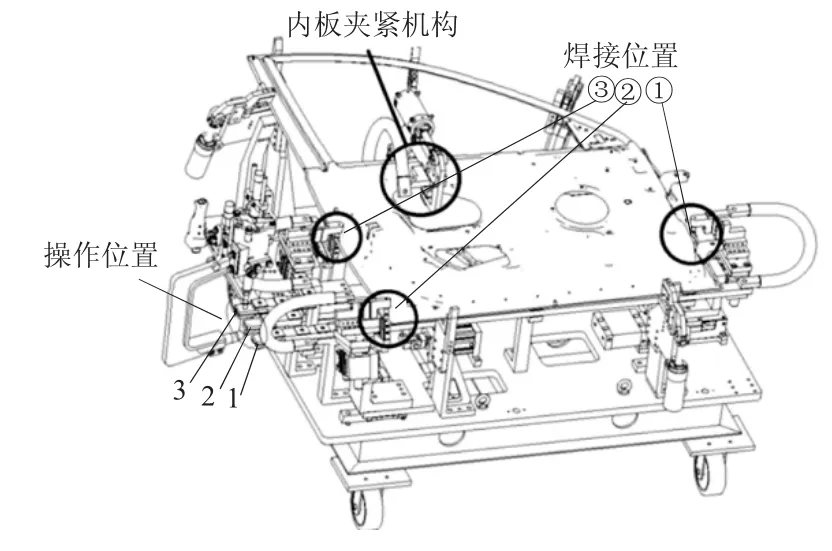
图4 多点共极傀儡焊
3 多点共极傀儡式单面点焊的结构组成
多点共极傀儡式单面点焊按结构功能可分为:外部焊机焊钳、铜排、空冷电缆、内板夹紧机构(负极)、傀儡焊钳、平推机构组成。该装置安装在焊接夹具BASE板上,配合夹具使用。多点共极傀儡式单面点焊机构如图5所示。
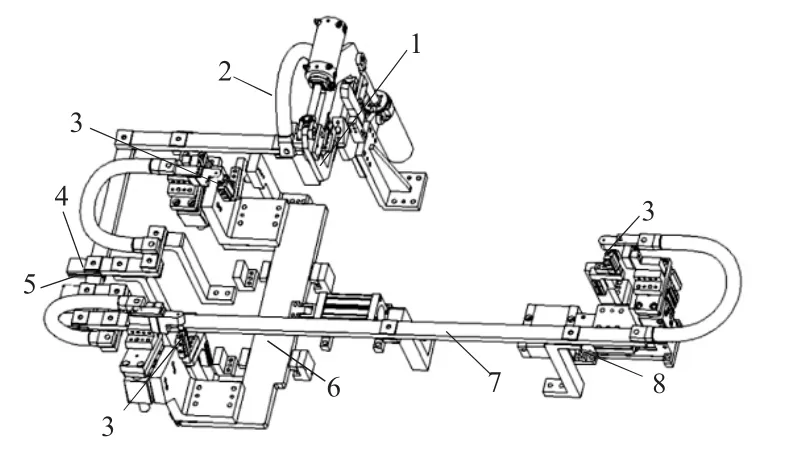
图5 多点共极傀儡式单面点焊机构
3.1 外部焊机焊钳
外部焊机焊钳一般有一体化焊机焊钳和分体式焊机焊钳两种。主要作用是提供焊接电流并控制焊接参数。
3.2 铜排
铜排的主要功能是传递焊接电流,有两组上铜排和下铜排(图6所示),分别对应二次回路电流的流入和流出,两组铜排间采用绝缘垫片隔开,利用螺栓固定在一起。铜排从结构上可细分为受压铜排和传导铜排如下页图7所示,前者直接与外部焊钳电极接触,承受电极压力并传递电流,后者主要起到传递电流的作用。上铜排通过空冷电缆,连接傀儡焊钳;下铜排通过空冷电缆,连接内板夹紧机构。
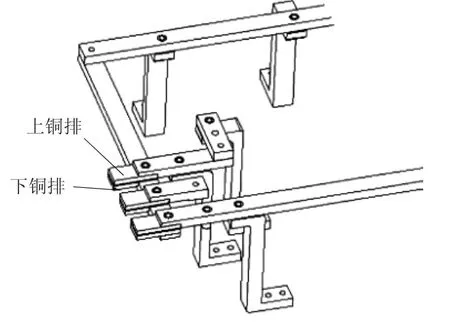
图6 铜排结构
3.3 空冷电缆
电缆的主要功能也是传递焊接电流,它具有柔韧性,方便运动装置连接(如图4中的位置2)。有N+1根(N为焊点数量),1条连接下铜板与内板夹紧机构,N条连接上铜板与傀儡焊钳,1个傀儡焊钳1条。
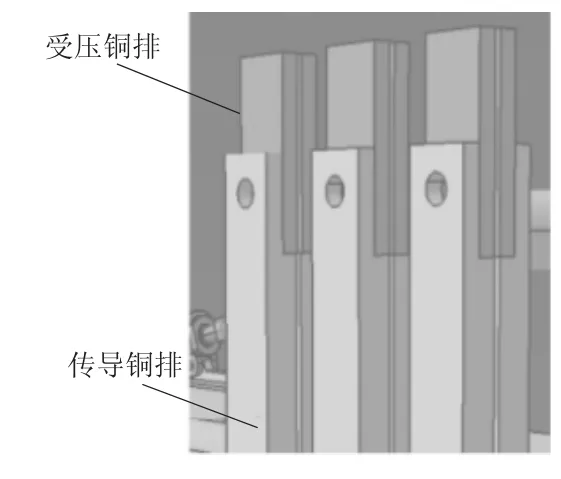
图7 受压铜板和传导铜排
3.4 内板夹紧机构
该内板夹紧机构1安装在夹具底板上,通过两级翻转气缸,使夹紧单元夹紧车门内板,以车门内板作为共用电极,夹紧块通过空冷电缆,连接到下铜排。内板夹紧机构图8所示。
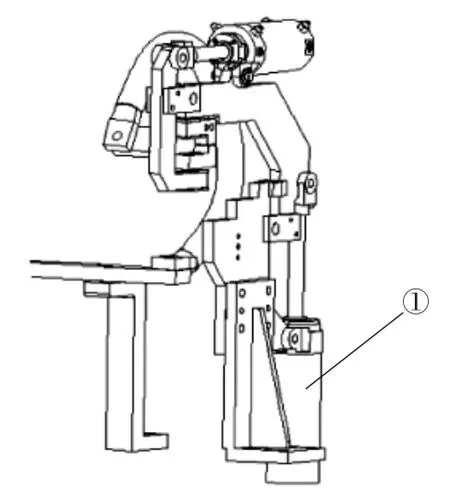
图8 内板夹紧机构示意图
3.5 平推机构
平推机构是气缸推动平台(傀儡焊钳安装在平台上),沿着滑轨方向运动,使傀儡焊钳能够在焊接完成后平移到外边,方便零件取出,平推机构根据傀儡焊钳设置,可以一个,也可以多个。平推机构如图9所示。
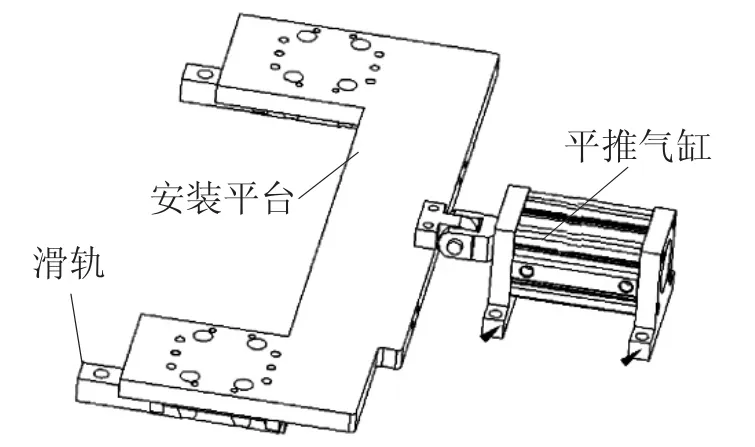
图9 平推机构
3.6 傀儡焊钳
傀儡焊钳的主要功能是通过气缸提供焊接压力压紧板件,电流通过傀儡焊钳压紧电极传到外板翻边,和内板之间形成闭合回路,利用电阻热形成合格焊点。气缸上下运动,夹紧工件。傀儡焊钳安装在平推机构上面,由平推机构带动左右运动。傀儡焊钳如图10所示。
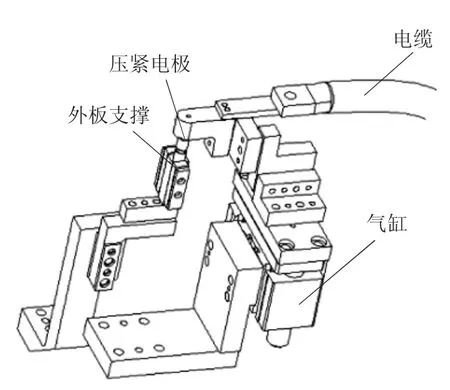
图10 傀儡焊钳
4 应用中的问题、原因和控制方法
四门两盖是汽车外观件,属于A级面,在单面点焊的实施过程中,经常碰到焊接变形、强度不足、炸枪等问题,原因分析及控制方法如下表2所示。
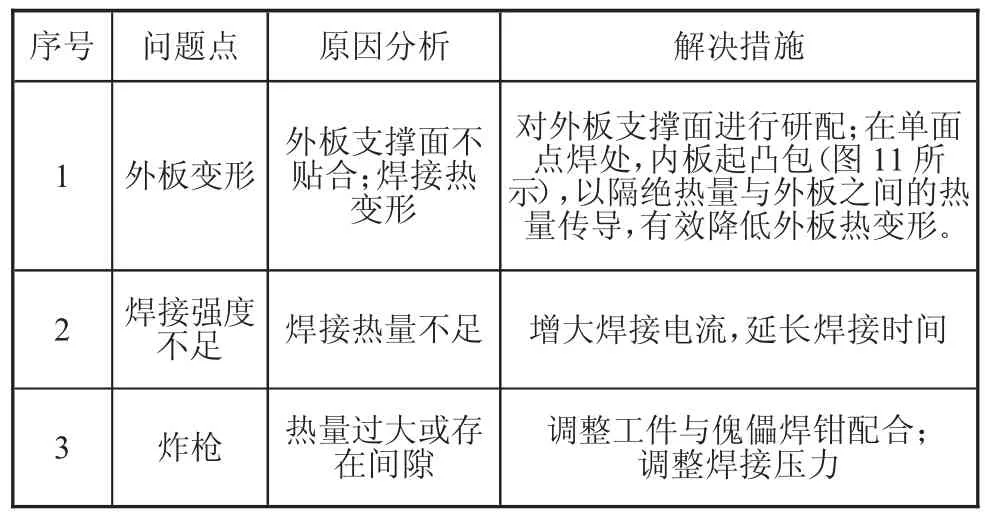
表2 多点共极傀儡式单面点焊常见问题分析
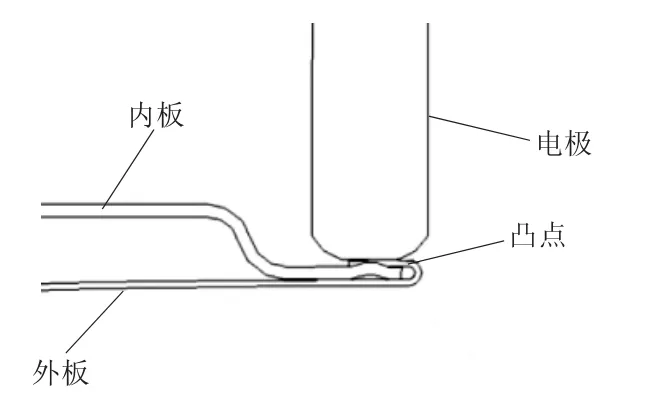
图11 内板增加凸点示意图
5 结语
多点共极傀儡式单面点焊在公司多个车型门盖生产中进行了实际应用,相对于传统的傀儡焊,夹具结构更加简单,车门外观质量得到了有效保证,工人仅需操作焊钳,在夹具外侧进行焊接,操作方便,效率高,应用前景十分广泛。
猜你喜欢
戏曲研究(2022年1期)2022-08-26
重型机械(2022年2期)2022-04-18
模具制造(2021年5期)2021-08-12
家教世界·创新阅读(2021年1期)2021-03-11
家教世界(2021年1期)2021-03-01
中国新技术新产品(2020年20期)2020-12-21
上海大中型电机(2019年4期)2019-12-31
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
