
单片式纸箱成型机技术
2018-08-18 02:11徐思新
酒·饮料技术装备 2018年4期
徐思新 韩 俊
一、设备概述
近期,单片式纸箱成型机技术在劲牌公司枫林包装车间125ml毛铺苦荞酒30000瓶/时异型瓶全自动高速生产线上成功试用,这是劲牌有限公司和西安中轻包装机械有限公司深入探讨研究后,通过近二年的试验和试制的。该可在线生产的新型单片式纸箱成型设备,轻便、实用,具有良好的适应性和简洁的操作性,特别适合25箱/分钟的单片纸箱成型需要,其自动化程度高、结构紧凑,在一个工位完成纸箱的成型及喷胶封底动作,占地面积小,更适合整条生产线的平面布局、满足中小型生产线的生产需求。是酒类、饮料、烟草、制药、粮油、食品加工、日化以及机械、电子行业等领域以及瓶、罐、盒等包装容器的通用纸箱成型设备。该产品为国内首创,具有广泛的推广使用价值。已申报了国家发明专利和实用新型专利技术。
单片式纸箱成型机是一个可适应于在线生产的系统设备,融合了机械、气动、光电检测、通信和控制多个方面,形成一个柔性环境;减少了包装容器的堆积对包装单元的影响、减少了运动空间以提高生产能力,减小设备体积而降低设备成本和占用空间,减少了操作维护等运营资源,提高了生产过程的性价比。
通用的瓦楞纸箱成型机大多是在钉制纸箱的基础上实现自动开箱、自动折合下盖、自动密封下底胶带等流水线操作,钉制纸箱只能在纸箱生产厂用手工或半自动化手段制作,成本高,误差大,尺寸成型误差一般都在10mm以上,见图1。

图1 通用开箱机纸箱成型过程
而单片式纸箱成型机是在单片式瓦楞纸板基础上,以芯模为基准进行加工成型的,尺寸成型误差一般都不大于2mm,对包装设备的依赖性大大降低,同时纸箱外观更加规则、美观。而且完全可以运用在包装生产线上在线使用,弥补了上述技术的不足,具有很强的实际应用价值,见图2。

图2 单片式纸箱成型过程

二、技术特点
整机完成输送、纸箱成型两项工艺过程;伺服驱动系统,运行稳定可靠、便于定位与调节;采用单片式纸板,相比钉制纸箱材料成本下降5%~10%;以芯模为基准制作,尺寸误差小,对包装设备的依赖性大大降低,同时纸箱外形规则、整齐,能保证后续装箱机正常装箱;在一个工位完成纸箱成型过程,节省生产空间和占地面积;单片式纸箱成型机用热熔胶固化粘合,更加环保;额定生产能力25箱/分钟,效率高;可完全在包装生产线上在线使用,降低运输成本;各执行机构间用PLC程序控制,触摸屏显示,方便直观;整机结构件均采用304不锈材质,可视性效果更好;只需操作人员一名,节省劳动力;整机均设有安全门保护,不会产生对人员、环境的危害;压缩空气消耗量不大于30L/min,压力0.5~0.6MPa:供电电源380±10伏3相50赫。
三、结构原理
单片式纸箱成型机主要由①机架组件、②吸箱机构、③推箱机构、④成型机构、⑤成型芯模、⑥传动机构、⑦储箱架、⑧气控组件、⑨电控组件等几大部分构成,见图3。
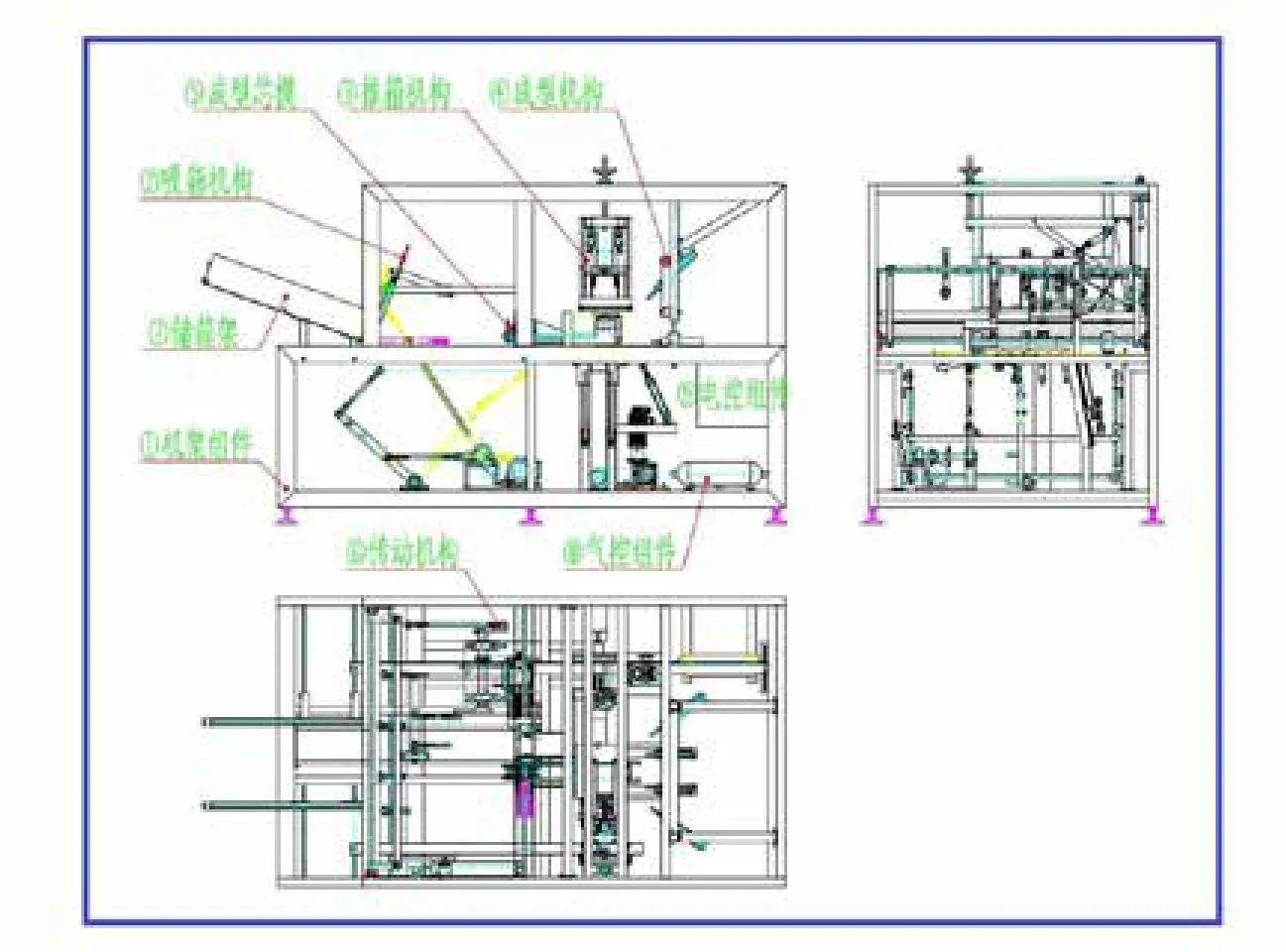
图3 单片式纸箱成型机结构图
单片纸箱成型机构:工作台1用于将纸片传送到工作台1位置的皮带;位于工作台1上的模具2包括模具主体、与模具主体通过拉杆3连接且用于将成型纸盒送出的推板4;模具2的前方、左侧、右侧、左上方分别设有前折叠板5、左折叠板6、右折叠板7、上折叠板8;前折叠板5、左折叠板6、右折叠板7、上折叠板8均与液压杆12连接,右折叠板7包括两个互相垂直的折叠板;工作台1的左前方、右前方、前上方分别设有用于将纸盒压紧的左压杆9、右压杆11、上压杆10;模具2形状与纸盒内部空间形状相匹配。见图4。

图4 单片式纸箱成型机构图
本机通过吸箱机构吸取储箱架上的单片式纸板;通过推箱机构将纸板送到带有成型芯模的加工工位,在成型机构和喷胶机构的作用下,完成纸箱的成型和前端封底动作;通过输送链完成成型纸箱的输送。
输送链道工作途径:当吸盘将储物架上单片式纸板吸出后,输送到成型工位,待纸箱成型后再将纸箱输出。
纸箱成型工作途径:在成型工位以芯模为基准,配合各成型机构完成纸箱的成型和自动喷胶密封下底动作。
传动部件工作途径:由PLC下载设计的程序按固定的传动顺序控制各相关机械机构、伺服电机和气缸等动作。
OMRON( 或 SIEMENS)PLC、 人 机 界 面,OMRON变频器、SCHNEIDER伺服电机、进口气动元件、光电检测元件产品等主要控制元器件均为进口。

四、技术创新
1.该设备在一个工位完成单片式纸箱的成型工艺过程,大大降低了占地空间和设备费用,采用伺服系统,运行稳定可靠、便于定位与调节;
2.钉制纸箱成本1.71元,单片式纸板1.63元,材料成本下降了5%~10%;
3.钉制纸箱只能在纸箱生产厂用手工或半自动化手段制作,而单片式纸箱成型机完全可以运用在包装生产线上在线使用;
4.产品外观,因为钉制纸箱是用手工或半自动化手段制作的,尺寸成型误差一般都在10mm以上,而单片式纸箱成型机是以芯模为基准制作的,尺寸成型误差一般都不大于2mm,这样对包装设备的依赖性大大降低,同时纸箱外观更加规则、美观。
5.热熔胶固化粘合,相比于钉子连接的钉制纸箱,更加环保。
6.每分钟可制作25箱,相比钉制纸箱每分钟最多制作5箱,成型效率更高。
五、应用前景
根据《2012-2016年中国纸包装市场专项调研与未来前景研究报告》,目前,我国包装工业基本达到了国际先进水平,并已跻身于世界包装大国的行列,而且年生产总值近五年来每年平均以20%的速度递增。中国纸包装产品产量已居世界之首。目前瓦楞纸箱已经成为纸制品行业的主要驱动因素。我国纸包装行业有着良好的发展前景。
本项目的成功研发及在包装行业的使用,不仅可使目前低效率生产方式发生根本的转变,也是企业正规化、机械化、规模化发展的重要组成部分,代表了未来技术手段的不断进步,消除了高档产品生产的瓶颈,是包装领域的又一突破。
目前包装行业中,个性化的品种占据绝大多数,企业大都有数十、数百个不同的品种,这对于原材料、设备、管理、成本都带来了很多问题,数目众多就没有了特点和品牌,该产品的使用,从另一意义上说,会对这些企业的标准和规范起到推动作用,从而形成特点明显的企业品牌和企业形象。
该项目的研发成功,满足设备完全适用包装自动化的要求,形成一个行业高效、环保经济的产业链,对我国轻工包装机械行业发展具有促进作用,填补了国内包装行业空白,具有重要的社会经济意义。
猜你喜欢
橡塑技术与装备(2022年2期)2022-02-14
作文与考试·高中版(2021年3期)2021-01-14
航空制造技术(2020年21期)2020-12-08
制造技术与机床(2018年9期)2018-09-19
电子技术与软件工程(2018年11期)2018-02-25
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
湖南大学学报·自然科学版(2014年2期)2014-12-25
制造技术与机床(2012年6期)2012-10-23
