
自动TIG焊在核电设备稳压器防热冲击套管焊接中的应用
2018-08-23 02:00李远
金属加工(热加工) 2018年8期
■ 李远

扫码了解更多
1. 概述
稳压器是核电站核岛主设备,其作用主要是借助电加热元件加热形成的蒸汽和喷淋系统的喷淋冷凝汽对一回路内压力进行控制和调节。稳压器设备中水空间通过波动管与反应堆出口管道连接,汽空间通过喷雾管与反应堆入口管道连接,为了减缓容器壁因温差而引起的热应力,在波动管和喷雾管内设有防热冲击套管。在封闭的一回路系统内,任何温度和容积的变化都会影响到系统压力,进而影响到设备及系统的安全。因此防热冲击套管的焊接质量影响到稳压器设备的正常运行。
2. 产品结构及焊接要求
稳压器产品设计中防热冲击套管与波动管、喷雾管安全端焊接接头形式如图1所示,坡口根部预置焊接衬环,该焊缝为全焊透的结构设计,焊后要求100%RT检测合格。根部预置焊接衬环可便于装配,而焊接过程需要使焊接衬环完全焊透熔入接头,并保证外观成形,但由于焊接衬环的存在,会导致焊缝背面成形难以控制,易产生余高超标等缺陷,因此需要在保证焊缝质量的同时获得良好的焊缝成形。
防热冲击套管与接管安全端焊缝背面结构空间有限,只能从内侧施焊并实现单面焊双面成形,焊接过程中无法对背面成形进行有效观察,一旦出现焊接缺陷无法进行返修,其中喷雾接管防热冲击套管直径比较小,焊接操作空间狭小,焊接难度更大。由此可见,防热冲击套管与接管安全端焊接是稳压器制造的难点之一。
防热冲击套管与接管安全端材料分别为Z2CND17-12、Z2CND18-12(控氮)不锈钢,化学成分及力学性能如表1、表2所示;焊接衬环材质为IN316L,焊接填充材料为ER316L,化学成分如表3所示。
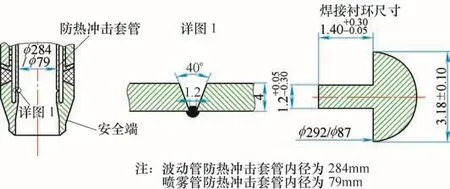
图1 防热冲击套管与接管安全端焊接接头结构形式
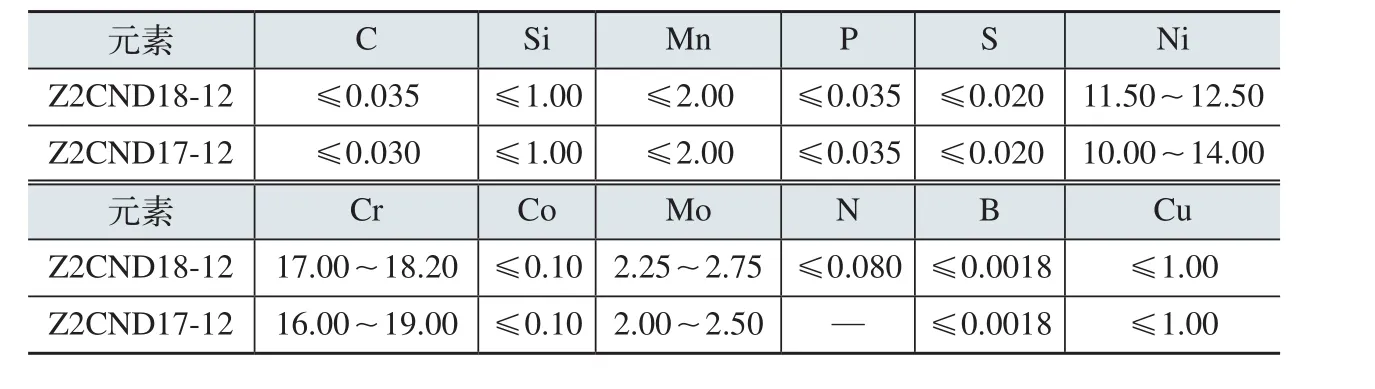
表1 Z2CND17-12 和Z2CND18-12化学成分(质量分数)(%)
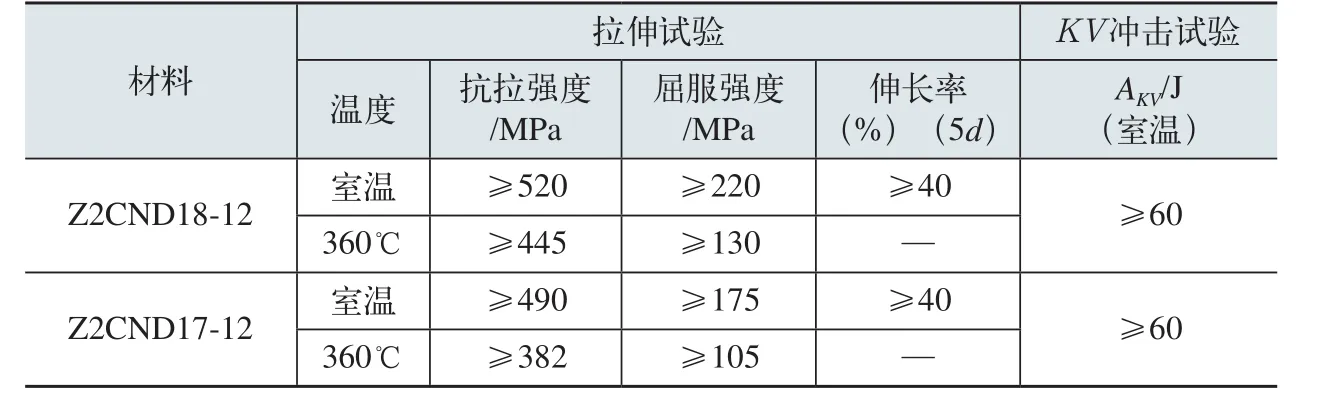
表2 Z2CND17-12 和Z2CND18-12力学性能
3. 焊接工艺试验
(1)焊接方法和设备 根据产品结构特点,若采用手工焊,施焊空间有限,焊接操作人员无法在施焊的同时对熔池及焊缝背面成形情况进行观察,若要完成产品焊接要求操作者具有丰富的经验并进行大量的培训及试验,难度较大,产品质量难以保证。为此工艺试验中采用自动钨极惰性气体保护焊方法,焊接电源采用POLYSOUDE PC600,焊接过程实现电脑编程控制,采用脉冲模式可实现对峰值电流与时间、基值电流与时间、焊接速度、送丝速度、摆动功能等参数进行精细控制,焊接过程稳定,焊缝成形均匀美观,可以有效地控制焊接热输入及熔池的尺寸和形状,提高焊缝抗烧穿和熔池的保持能力,适用于单面焊双面成形焊接方法,保证焊缝成形及焊接质量。
(2)接头形式改进 焊接衬环属于熔化性填塞,是一种特殊焊材,但由于焊接衬环制造工艺复杂,供货周期长,且采购用量较小,能满足供货要求的焊材厂家较少,所以焊接衬环的采购难度较大;同时,对于带有焊接衬环的接头形式,控制焊缝背面成形难度较大。因此,在工艺试验过程中一方面采用成分相近的不锈钢材料加工产品要求尺寸的衬环进行模拟试验,另一方面对接头形式进行改进,取消原焊接接头设计中的焊接衬环,改进后的产品接头形式如图2所示。
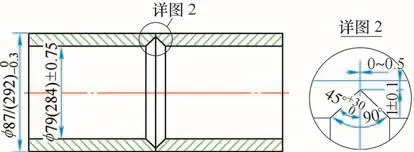
图2 改进后无焊接衬环的接头形式
针对两种不同的接头形式分别进行工艺试验,结合焊缝成形进行对比并择优选取。经对比分析,对于含有衬环的接头形式易出现焊接衬环未焊透现象,而当焊接衬环完全焊透时所形成的余高较大;对于没有焊接衬环的接头形式,更易获得外观成形良好的焊缝。由此可见,当采用不带焊接衬环的接头形式更易获得外观成形良好的焊缝,同时又节省了使用衬环所带来的采购成本,因此经向设计方提出变更申请,将产品接头形式进行改进,采用不带焊接补环的接头形式。
(3)装配定位及工装 对于改进后的接头形式为保证装配精度,制定专用的内撑工装辅助装配对中,严格控制装配质量,尽量做到无间隙和错边。装配后采用自动TIG焊接方法在焊缝坡口内进行定位焊固定,焊点周向均布并对称焊接,防止定位焊过程中接管发生变形。
(4)焊接参数 防热冲击套管焊接过程中各参数的微小变化都可能对焊接质量产生影响,经反复试验确定表4所示的焊接参数。首层采用填丝直道焊,确保获得良好的背面成形。由于首层焊道所形成的焊缝厚度较小,第二层焊接时为避免电弧热量过于集中,造成因首层焊缝重熔而破坏背面焊缝成形,因此采用摆动焊接,摆动宽度根据首层焊道宽度调整确定。焊接过程严格控制道温度≤50℃。
(5)性能检测 焊接试件按RCC-M标准对焊接试件进行各项性能检测,经无损检测、焊缝外观检测、PT检测、RT检测全部合格。接头各项性能试验如表5所示,各项指标均达到设计文件要求。

表3 焊接衬环IN316L与焊接材料ER316L化学成分(质量分数) (%)

表4 焊接参数

表5 性能试验
4. 产品焊接
稳压器产品中喷雾管组件和波动管组件各有一件防热冲击套管与安全端进行焊接。采用工艺试验所确定的焊接工艺在通过焊接工艺评定后用于产品焊接,产品焊接时将接管与安全端焊接后的接管组件安装于变位机上。在平焊位置进行防热冲击套管与接管安全端焊接,焊接前对接头背部空间即防热冲击套管与接管本体间预充氩气,以对背面焊缝进行保护防止氧化,开始焊接使用气体测定仪对氩气含量进行测定,确保背部空间充满氩气。
采用经工艺试验开发的焊接工艺顺利完成了某项目稳压器喷雾接管、波动管防热冲击套管与安全端的焊接,并经检测全部一次合格。
5. 结语
(1)采用自动钨极氩弧焊方法,克服了产品结构空间小,受人为因素影响、操作不便的困难,焊接过程可完全编程控制。通过工艺参数的开发与优化,获得了良好的焊缝成形及焊接质量,满足了核电稳压器设备中防热冲击套管的焊接。
(2)对于稳压器防热冲击套管与安全端焊接采用不带衬环的接头形式,更易获得良好的焊缝外观成形,并节省了焊接衬环的采购成本。但取消衬环后对产品的装配精度要求较高,需设计专用的工装辅助装配,以保证装配质量。
猜你喜欢
海洋石油(2021年3期)2021-11-05
建材发展导向(2021年7期)2021-07-16
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
电子制作(2019年12期)2019-07-16
制造技术与机床(2018年9期)2018-09-19
西南石油大学学报(自然科学版)(2018年2期)2018-06-26
滇池(2017年5期)2017-05-19
铁道通信信号(2016年2期)2016-06-01
