
MO6焊接技术在LNG船围护系统中的应用及优化
2018-08-23 02:00秦毅王德明朱焊烽祝圻封唐修杰
金属加工(热加工) 2018年8期
■ 秦毅,王德明,朱焊烽,祝圻封,唐修杰

扫码了解更多
1. 概述
随着社会的发展,面对日益加剧的环境污染,各种清洁能源越来越受到人们的青睐,我国也加速了能源结构调整,大力发展清洁能源。被公认为地球上最干净化石能源的LNG(Liquefied Natural Gas 液化天然气)成为能源界的新宠,广泛应用于家庭生活和工业生产。20世纪90年代开始,按照国家能源结构调整战略部署,沪东中华开始做LNG船建造准备,迄今为止已完成20条LNG船建造任务。
沪东中华建造的LNG船采用的是法国GTT公司NO.96薄膜型围护系统,其薄膜由含镍量约为36%的Invar M93(殷瓦)材料组成。GTT公司制定了MO1~MO9、G、SP1~SP7、PW1~PW6等约20余种焊接证书用于货舱不同位置的薄膜焊接。MO6自动焊接是其中一项重要焊接环节。
2. MO6自动焊接应用及要求
MO6是沿列板长度方向搭接形式的自动焊接,通过将行走机构固定于相邻列板缝焊或专用轨道上自动行走实现自动化焊接,具有操作简单,焊接质量好,效率高等特点。MO6可用于纵向二面角及横向环区域单折边列板、1舱倾斜二面角区域殷瓦条及三角形端部列板等位置(见图1、图2)。
(1)MO6焊接流程 ①施工前提:1.0mm单折边列板MO2缝焊结束,MO6焊缝一侧点焊固定于复合梁搭接板上,且MO6焊缝搭接处不允许出现由剪切产生的缺口或毛刺,需用合适的工具将加工产生的缺口或毛刺去除,以保证更好的熔合。②施工流程:根据GTT焊接手册要求,一般MO6焊接施工流程如图3所示。
(2)MO6焊缝宏观金相要求 根据板厚的不同,GTT公司对MO6焊缝宏观金相在熔宽、半径、熔深等方面有着不同的要求(见表1),自动焊设备认证、自动焊工取证、每日测试等均需满足相应要求并形成文档签字记录在案。

图1 单折边列板MO6焊接
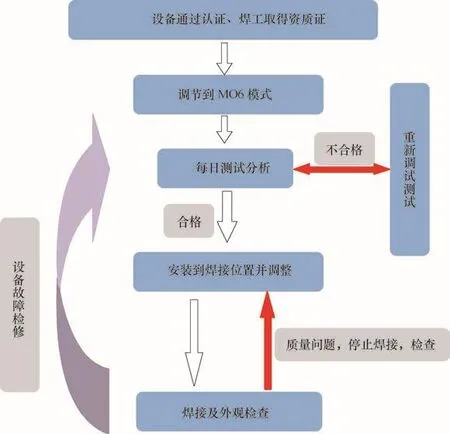
图3 MO6焊接流程示意
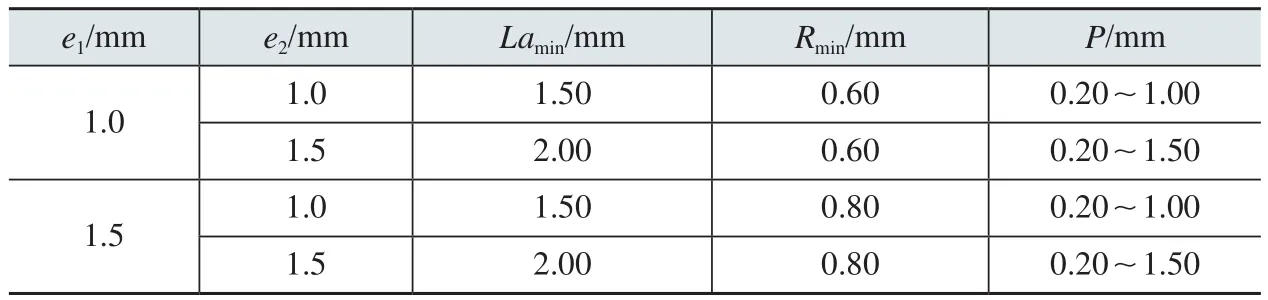
表1 MO6焊缝宏观金相要求
(3)MO6焊缝外观质量要求 GTT公司对殷瓦焊缝外观质量有着较高要求,除了避免出现常见的焊穿、未熔合、裂纹、咬口及夹钨等缺陷,还需满足以下几点:①焊缝呈直线型,焊脚整齐,鳞片均匀。②焊缝整体平直或轻微凸出,过于饱满或内凹均不满足要求。③焊缝反面出现微凸或光顺平面的穿透,连续或不连续均可接受。④焊缝反面出现单一微凹穿透且每米范围内不超过50mm,可接受;连续不规则出现内凹形式焊穿会导致接头脆弱,不可接受。⑤D.P.T.(Dye Penetrant Test)着色探伤比例:10%。
3. M O6自动焊在倾斜二面角位置应用及优化
位于船艏位置的1号货舱因船体线型原因呈倾斜二面角形状的非常规结构,导致常规货舱围护系统无法满足其运营中的强度要求。为满足货舱强度要求,GTT公司针对性对倾斜二面角位置AC面(货舱顶面和底面)做了特殊加强,在殷瓦膜上体现为殷瓦条加三角形端部列板的组合形式(见图4、图5)。
因焊接工作量大,质量要求高,GTT推荐使用自动焊进行作业,以确保良好的焊接质量。现有MO2及MO4设备和工艺可较好地应用于缝焊以及列板横向的搭接焊,而倾斜纵向的搭接焊缝因缝焊位置不平行于搭接位置及不连续性,现有设备无法直接使用,故需增加工装才能满足施工要求。
(1)传统工装工艺 根据倾斜位置围护系统结构,设计出一种专门用于安装MO6焊机的轨道(见图6),通过焊机在轨道上行走完成自动焊接。
具体操作步骤:①按图6所示安装轨道,用卷尺确定轨道距焊缝的距离后撑杆固定。②将焊机固定于轨道上,调节压紧轮、导向轮、XY值等,使之满足焊接要求。③模拟焊接行走,稳定后焊接。④将整套设备移至下一处待焊位置焊接。
优缺点分析:该工装实现了倾斜二面角区域手工焊到自动焊的转换,一定程度上提高了生产效率,降低了劳动强度和人力成本,焊接质量较手工焊稳定。因其受限于工装长度,焊接过程中需重复拆装、调整等,比常规MO6焊接所需劳动力偏多且生产效率偏低。
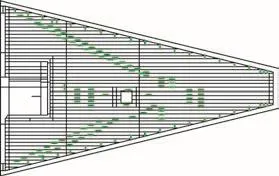
图4 A 面殷瓦膜布置
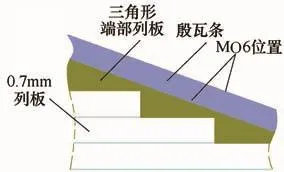
图5 三角形端部列板殷瓦条详图

图6 专用轨道及其安装
(2)改良后工装工艺 根据对常规MO6和撑杆工装MO6焊接的分析对比,用传统MO6的方法去实现对倾斜二面角位置的施工需具备两个条件:平行于搭接位置的连续缝焊(行走轨道)和匹配于产品的角度。
基于对这两个必备条件的思考,选取相邻斜面上的缝焊为行走轨道,通过改变机头连接杆角度来实现倾斜二面角殷瓦条和三角形端部列板MO6自动焊传统化成为最佳方案。具体如下:①选用备用连接杆,将其改装成能满足安装于斜面缝焊施焊的角度的特殊连接杆(见图7)。②根据不同的焊接对象选择相应连接杆,安装于焊机上。③按常规MO6焊接工艺要求焊接,图8、图9分别为改良工装在三角形端部列板和殷瓦条上焊接上的应用。
这种新型的焊接工装有效地将特殊MO6焊接转化成了传统MO6焊接,解决了传统撑杆工装存在的不足,更大程度上降低了成本,提高了生产效率及产品质量。
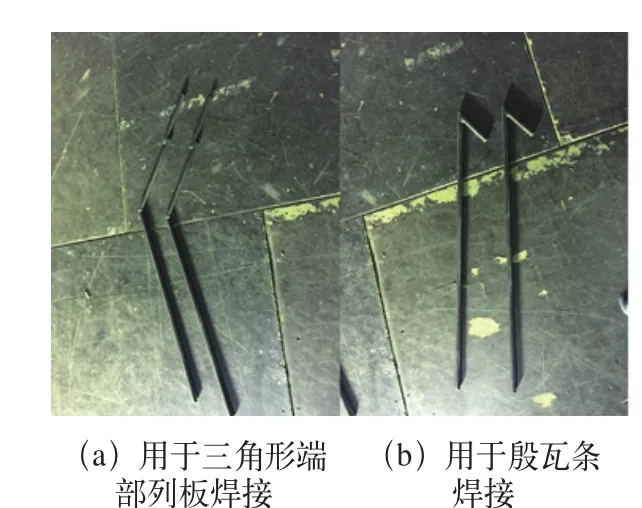
图7 特殊连接杆

图8 改良后的三角形端部列板MO6

图9 改良后殷瓦条MO6
(3)对比 传统撑杆工装MO6操作复杂,轨道安装要求精度较高,对焊工经验及技术水平要求较高;轨道、焊机需重复拆装,效率偏低;轨道通过撑杆固定于产品上,存在因脚手震动等因素导致机头松动影响产品质量或坠落风险,需要安排专人监护。新型工装与传统MO6焊接工艺相似,以产品缝焊为轨道,操作简单,外围影响因素较少,效率高质量好。具体对比如表2所示。
4. 结语
通过对MO6技术应用介绍和在倾斜二面角殷瓦条及三角形端部列板中的应用与改良分析,形成如下结论:①MO6自动焊接是货舱殷瓦膜焊接不可或缺的一种质量稳定的高效率焊接。②围护系统MO6殷瓦自动焊接,需要严格遵循相关工艺流程,实现质量要求。③倾斜二面角位置自动焊推广有利于产品质量提高。④改良型MO6工装能实现一机多用,有利于LNG船自动焊推广。⑤改良型MO6工装对焊接质量提高、效率提升等有着重要作用。
综合分析,通过对MO6焊接技术的研究与改良,能够更方便的提高一线管理者和生产操作者对该项技术的掌握,提高效率,节约成本;能够很好的提高产品中自动化焊接覆盖率和合格率,从而提高产品建造质量,有效促进国家和企业在薄膜型LNG船产品市场的竞争力,推动LNG行业的发展。
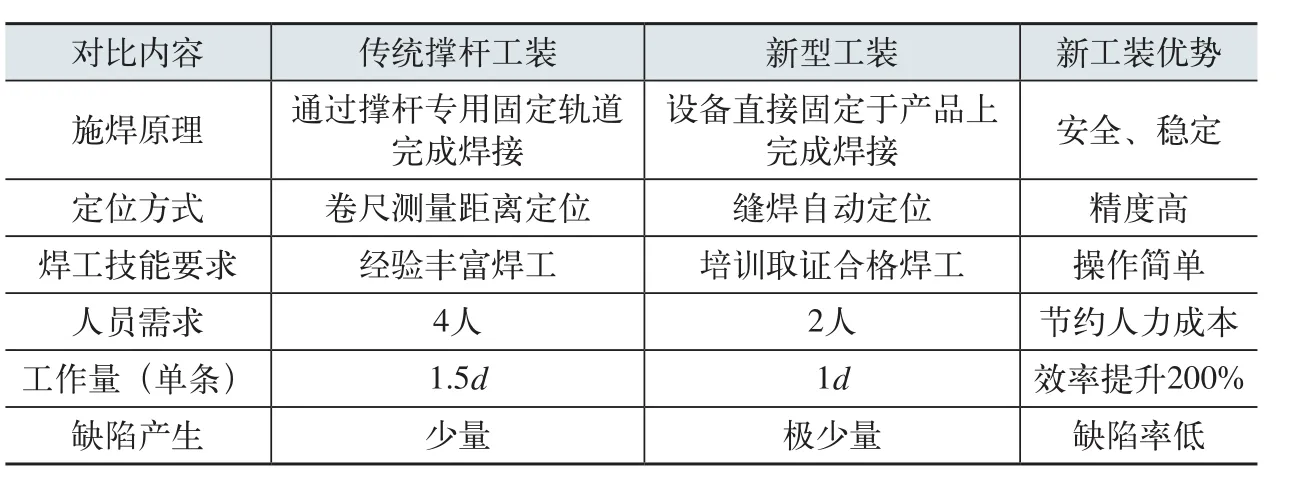
表2 两种不同工装对比
猜你喜欢
中国修船(2022年4期)2022-10-13
机电安全(2022年4期)2022-08-27
中学生数理化(高中版.高考数学)(2022年2期)2022-04-26
铁道车辆(2022年1期)2022-03-09
新世纪智能(数学备考)(2021年4期)2021-08-06
舰船科学技术(2021年4期)2021-05-17
设备管理与维修(2021年23期)2021-02-10
科学技术创新(2020年31期)2020-10-30
中学生数理化(高中版.高考数学)(2020年3期)2020-05-25
焊管(2020年12期)2020-02-24
